BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi tentang data yang dibutuhkan dan juga
menjelaskan mengenai teknik atau tools yang digunakan.
4.1 Pengumpulan Data
Pada poin ini akan dijabarkan data – data yang telah berhasil dikumpulkan baik dengan mengamati secara langsung di lapangan maupun dengan menggunakan data historis perusahaan.
4.1.1 Profil PT Otsuka Indonesia, Lawang
Seperti perusahaan pada umumnya, PT.Otsuka Indonesia
juga memiliki informasi mengenai perusahaannya yang
berisi visi dan misi, tujuan didirikan perusahaan, struktur organisasi, dll. Untuk lebih jelasnya akan dijelaskan sebagai berikut :
4.1.1.1 Profil Perusahaan
Diresmikan pada tahun 1975, PT. Otsuka Indonesia merupakan usaha patungan di bidang industri farmasi
dengan Otsuka Pharmaceutical Co. Ltd, Japan. Dimana
kepemilikan saham dari perusahaan ini antara lain 55 % oleh Otsuka Pharmaceutical Co.Ltd, Japan, 15 % oleh
Nomura Pharmaceutical Factory Japan, dan sisanya 30
% oleh Indonesia.
Menempati lahan seluas lebih kurang 40.000 meter persegi di Lawang, kota kecil di Jawa Timur, Pabrik PT Otsuka Indonesia kini telah menghasilkan 4 kelompok produk yaitu cairan infuse, obat – obatan, alat kesehatan dan produk kosmetik. Ditambah dengan tiga jenis tablet dan satu jenis sirup diproduksi PT. Otsuka Indonesia dan telah sangat dikenal oleh dunia farmasi Indonesia serta minuman isotonic untuk meningkatkan kesegaran tubuh bermerk Pocari Sweat.
PT. Otsuka Indonesia memiliki visi untuk menjadi perusahaan yang paling unggul dalam sumbangsihnya untuk meningkatkan kesejahteraan manusia.
Beberapa misi yang dapat menjadi acuan dalam proses pencapaian tujuan PT. Otsuka Indonesia adalah :
a.Menjalankan kegiatan perusahaan dengan standar
etika yang tinggi, kejujuran dan integritas
b.Memenuhi kebutuhan pelanggan dengan selalu
menyediakan produk yang berkualitas tinggi dan andal
c.Menyediakan informasi ilmiah yang akurat dan
berharga oleh tenaga – tenaga ahli yang terlatih, demi pemahaman yang lengkap dan benar oleh pelanggan
d.Menyediakan sarana berkarya untuk para karyawan
dalam suasana kerja yang professional, adil, sejahtera dan secara individual bermartabat
e.Bekerja dengan penuh tanggung jawab terhadap
masyarakat dan lingkungan tempat berusaha
f.Menyediakan hasil usaha dan keuntungan yang layak
serta berkesinambungan kepada para pemegang saham perusahaan.
4.1.1.2 Struktur Organisasi
Struktur organisasi merupakan susunan yang terdiri dari fungsi – fungsi dan hubungan – hubungan yang menyatakan keseluruhan kegiatan untuk mencapai suatu sasaran. Secara fisik struktur organisasi dapat dinyatakan dalam bentuk gambaran grafik atau bagan yang memperlihatkan hubungan unit – unit organisasi dan garis wewenang yang ada.
PT. Otsuka Indonesia dipimpin oleh seorang Presiden Direktur yang membawahi beberapa manager. Secara garis besar, struktur organisasi PT Otsuka Indonesia adalah sebagai berikut :
Gambar 4.1 Struktur Organisasi PT. Otsuka Indonesia ( Sumber : www.otsuka.co.id )
Struktur organisasi PT. Otsuka Indonesia secara lengkap dapat dilihat pada lampiran.
4.1.2 Proses Produksi OI 24
Seperti yang telah dijelaskan sebelumnya, PT. Otsuka Indonesia memproduksi berbagai kelompok produk kesehatan. Namun pada penelitian ini, difokuskan pada
produksi infussion set yang berada di lantai produksi
Medical Equipment I. Beberapa macam produk infussion
set yang diproduksi oleh PT Otsuka Indonesia tertulis
dalam tabel di bawah :
Tabel.4.1 Tipe Infussion Set
No Tipe 1 2 3 4 5 6 7 8 9 10
Scalp Vein Needle (21 G 3/4”-23 G 3/4”-25 G 3/4” ) OB-1 (Elasty Ball Type )
OI-30 ( Micro Drip Type )
OI-34 ( Micro Drip Type Elasty Ball) OI-44 ( Elasty Ball Type)
OI-74 ( Double Chamber Type ) OI-64 ( Y-Type Injection Site ) OI-24 ( Standart Type )
Wida Set ( Y-Type Injection Site ) Otsu Set ( New Elasty Ball )
Berikut merupakan gambar beberapa tipe infussion set yang telah disebutkan di atas :
Gambar 4.2a Wida Set Gambar 4.2b OI-34
Gambar 4.2c OI-24
Produk OI – 24 merupakan jenis produk yang memilliki
komponen standar. Artinya bahwa seluruh tipe infussion set
yang diproduksi juga memiliki komponen-komponen tersebut, hanya mendapatkan beberapa penyesuaian sesuai dengan fungsi yang diinginkan. Bagian yang diberi lingkaran berwarna merah pada gambar di atas adalah komponen yang berubah bentuk disesuaikan dengan kebutuhannya. Namun secara keseluruhan, proses produksi seluruh komponen
infussion set baik yang standar maupun tidak adalah identik
dan memiliki total waktu proses yang hampir sama.
Komponen standar yang dimiliki oleh infussion set secara
Gambar 4.3 Komponen Standar Infussion Set
Hasil breakdown dari komponen yang tergambar di atas,
dapat dilihat pada BOM TREE :
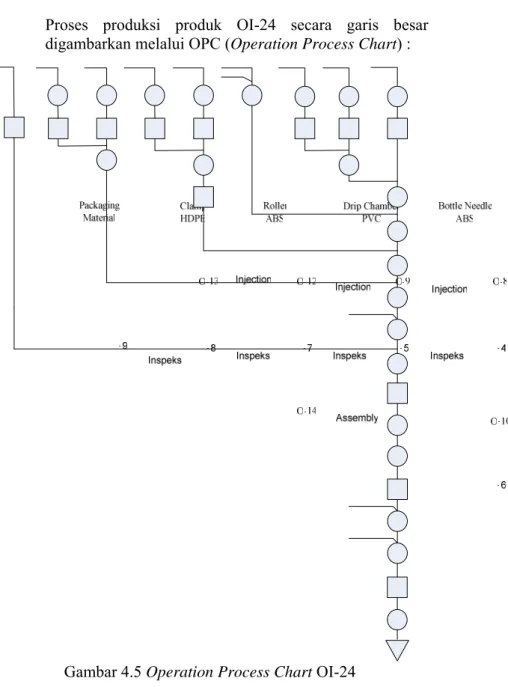
Proses produksi produk OI-24 secara garis besar
digambarkan melalui OPC (Operation Process Chart) :
Keterangan :
1. ABS : Acryonitritile Butadiena Styrene
2. PVC :Polyvinyl Cholride
3. HDPE : High Density Polyethylene
4. Proses Assembling dilakukan dengan tiga cara
yaitu :
- Automatic assembling,
- Semi-automatic assembling
- Manual assembling
5. Proses Coiling
Dilakukan untuk menghindari tube patah, dan untuk memudahkan pengemasan pada HDPE Bag.
6. Proses Packaging, dibagi menjadi 3 :
- Mengemas produk dalam HDPE Bag
- Memasukkan infussion set ke dalam
inner box Memasukkan inner box ke
dalam boks karton yang berisi 6 inner
box
7. Proses Sterilisasi
Menggunakan larutan EOG 20% selama 8 jam
8. Proses Sealing
Dilakukan untuk menutup HDPE Bag, agar terjaga sterilitas, tidak terkontaminasi.
9. Proses Karantina
Proses ini dilakukan untuk mengecek secara total sterilisasinya selama 8 hari
10. Gudang
Setelah karantina selesai dilakukan, maka produk dapat segera dimasukkan ke dalam gudang.
4.1.3 Elemen Kerja dan Job Description
Pada lantai produksi Medical Equipment I, sebagian besar
jenis pekerjaan dilakukan secara manual oleh operator,
spesifik. Mereka dapat dipindahkan ke bagian lain di lantai produksi tersebut jika bagian lain membutuhkan tambahan orang untuk menyelesaikan pekerjaannya tepat waktu.
Pembagian elemen kerja pada proses produksi OI-24
yang dilakukan di lantai produksi ME I (Medical
Equipment) sebagai berikut :
1. Pra Assembly
Pada bagian ini, pekerjaan yang dilakukan adalah menggabungkan per bagian komponen sesuai dengan pasangannya masing – masing.
Pra assembly dibagi menjadi 3 bagian
berdasarkan part atau komponen yang
digabungkan, yaitu :
IV Needle + Adaptor
Adaptor + Rubber
Roller + Clamp
2. Assembly
Sebagai lanjutan dari proses yang sebelumnya,
assembly menggabungkan komponen – komponen
kecil yang telah digabung di bagian pra assembly
agar menjadi satu kesatuan infussion set.
Pada bagian ini, selang infus yang akan dipasangkan dengan komponen-komponen tertentu
digantung di conveyor berbentuk hanger yang
berjalan dengan kecepatan 900 cm per menit.
Assembly dibagi menjadi 4 bagian sesuai dengan
komponen yang akan digabungkan :
Tube + Joint
Tube + Drip Chamber
Tube + Regulator
Tube + Rubber
3. Coiling
Coiling terdiri dari kegiatan menggulung selang
bag plastik khusus untuk menjaga agar infussion set yang ada di dalamnya tetap steril.
Perusahaan telah menetapkan standar penggulungan untuk masing – masing jenis
infussion set. Standar penggulungan ditetapkan
untuk menjaga agar selang infus tidak rusak, patah, atau terlipat.
4. Inspeksi
Setelah infussion set dimasukkan ke dalam
HDPE bag, tugas dari operator di bagian inspeksi
untuk memeriksa apakah infusion set telah
memenuhi standar yang berlaku. Pemeriksaan meliputi :
a. Pemeriksaan tanggal produksi dan
tanggal kadaluarsa
b. Pemeriksaan posisi dari infussion set
c. Pemeriksaan ada / tidaknya defect pada
infussion set maupun pada bag
d. Pemeriksaan ada / tidaknya kotoran
Jika infussion set telah berhasil melewati keempat pemeriksaan tersebut, maka dapat dilanjutkan ke proses selanjutnya. Namun jika tidak, dimasukkan
ke dalam wadah khusus produk defect.
5. Sterilisasi
Pada bagian ini, operator hanya bertugas untuk menata bag yang telah lolos inspeksi ke dalam loyang tertutup sebelum dimasukkan ke dalam mesin sterilisasi.
6. Packing
Bagian terakhir dari lantai produksi Medical
Equipment I adalah bagian packing atau
pengepakan yang terdiri dari 3 bagian, yaitu :
a. Sealing
Operator bertugas untuk memasukkan bag ke
berfungsi untuk menutup rapat ujung bag yang terbuka, sehingga bag tertutup rapat dan rapi.
b. Packing Inner
Tugas operator di bagian packing inner
adalah memeriksa dan memasukkan bag
yang telah tertutup rapat dan rapi ke dalam
kardus kecil sesuai dengan jumlah batch
yang telah ditentukan sebelumnya.
c. Packing Outer
Operator memasukkan kardus kecil hasil dari
packing inner ke dalam kotak besar sesuai
dengan jumlah batch yang ada, menutupnya dan menyimpan kotak – kotak tersebut di gudang barang jadi sebelum dikirimkan ke konsumen.
4.1.4 Operator Sebagai Obyek Pengamatan
Salah satu keistimewaan yang dimiliki oleh operator yang
bekerja di bagian Medical Equipment I PT. Otsuka
Indonesia, Lawang adalah mereka mampu mengerjakan seluruh jenis pekerjaan yang ada di lantai produksi tersebut. Sehingga seluruh operator dapat dirotasi dengan cepat sesuai dengan kebutuhan perusahaan berdasarkan jumlah
demand. Meskipun demikian, perusahaan tetap memiliki
standar komposisi jumlah operator di masing – masing bagian yang diterapkan hingga saat ini. Komposisi tersebut tertera pada tabel (4.2).
Terdapat 2 jenis operator yang bekerja di Medical
Equipment I, yaitu operator tetap dan operator tidak tetap.
Operator tetap merupakan tenaga kerja yang terus bekerja
berapapun jumlah demand yang ada. Operator tetap dibagi
menjadi 2 berdasarkan masa kerjanya, yaitu operator lama dengan masa kerja lebih dari 18 tahun dan gaji sebesar Rp 2.100.000,00 serta operator baru dengan masa kerja kurang dari 18 tahun dan gaji sebesar Rp 1.600.000,00.
Operator tidak tetap merupakan tenaga kerja cadangan yang akan dipanggil oleh perusahaan jika kekurangan
tenaga kerja yang disebabkan oleh jumlah demand yang
tinggi sehingga operator tetap tidak mampu memenuhinya. Operator tidak tetap, akan diberi upah sebesar Rp 550.000,00 per bulan. Perbandingan jumlah operator tetap dan tidak tetap dapat dilihat pada table di bawah.
Tabel 4.2 Komposisi Operator Medical Equipment I PT. Otsuka
Indonesia, Lawang Lama Baru IV needle + Adaptor Adaptor + Rubber Roller + Clamp Joint + tube 1 1 2 4 Tube + DC 2 0 2 4 Tube + Rubber 2 1 5 8 Tube + Regulator 1 0 3 4 Coiling 2 1 5 8 Inspeksi 2 2 0 4 Sterilisasi 0 1 1 2 Sealing 3 0 1 4 Packing Inner 2 0 0 2 Packing Outer 1 0 0 1 17 8 26 51 TOTAL 1 2 7 ASS PACKING
Tidak Tetap TOTAL
10
Operasi Tetap
PRA ASS
Operator bekerja selama 5 hari dimana 1 hari, terdiri dari 8 jam kerja, dimulai pada pukul 07.30 WIB hingga 15.30 WIB dengan waktu istirahat 1 jam yang terdiri dari istirahat mata 10 menit dan istirahat makan siang 45 menit. Sehingga total waktu istirahat operator adalah sebanyak 1 jam.
Dari tahun ke tahun PT. Otsuka Indonesia mengalami
peningkatan jumlah demand. Sehingga operator dituntut
untuk memiliki kecepatan yang tinggi pula dalam menyelesaikan pekerjaannya. Untuk itu, perusahaan telah menetapkan standar produksi (Tabel 4.3) yang harus
dicapai oleh masing – masing operator berdasarkan jenis pekerjaan yang dilakukan.
Tabel 4.3 Standar Kecepatan Produksi Operasi Output (Jam/Unit/Orang) IV needle + Adaptor 1200 Adaptor + Rubber 925 Roller + Clamp 1000 Joint + tube 1000 Tube + DC 1000 Tube + Rubber 800 Tube + Clamp 800 Coiling 325 Inspeksi 715
Sterilisasi Tidak Ada Standar
Sealing Tidak Ada Standar
Packing Inner Tidak Ada Standar Packing Outer Tidak Ada Standar PACKING
PRA ASS
ASS
4.2 Pengolahan Data
Setelah melalui tahap pengumpulan data, maka tahap selanjutnya adalah pengolahan data. Pada tahap ini, data yang telah dikumpulkan diolah dengan menggunakan tools tertentu untuk mendapatkan hasil yang diinginkan sesuai dengan tujuan penelitian.
4.2.1 Stopwatch Time Study
Stopwatch Time Study merupakan salah satu cara
pengukuran kerja secara langsung dengan menggunakan
stopwatch sebagai alat bantu.
4.2.1.1 Observation Sheet
Observation sheet berisi data – data waktu yang diambil
secara langsung berdasarkan kenyataan yang terjadi di lapangan. Data tersebut dapat dilihat pada lampiran. 4.2.1.2 Pengujian
- Uji Normalitas
Uji normalitas berfungsi untuk mengetahui apakah data berdistribusi normal atau tidak. Jika data tidak berdistribusi normal maka peneliti harus mengambil
data kembali. Jika data berdistribusi normal, dapat dilanjutkan ke pengolahan data berikutnya.
Hipotesa yang digunakan
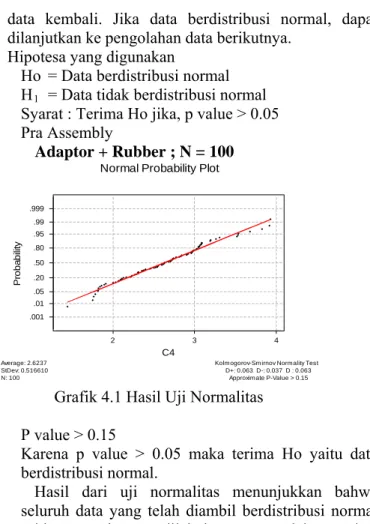
Ho = Data berdistribusi normal H1 = Data tidak berdistribusi normal Syarat : Terima Ho jika, p value > 0.05 Pra Assembly
Adaptor + Rubber ; N = 100
Approximate P-Value > 0.15 D+: 0.063 D-: 0.037 D : 0.063 Kolm ogorov-Sm irnov Normality Test N: 100 StDev: 0.516610 Average: 2.6237 4 3 2 .999 .99 .95 .80 .50 .20 .05 .01 .001 P ro b a b ilit y C4
Normal Probability Plot
Grafik 4.1 Hasil Uji Normalitas P value > 0.15
Karena p value > 0.05 maka terima Ho yaitu data berdistribusi normal.
Hasil dari uji normalitas menunjukkan bahwa seluruh data yang telah diambil berdistribusi normal sehingga dapat dilakukan pengolahan data selanjutnya.
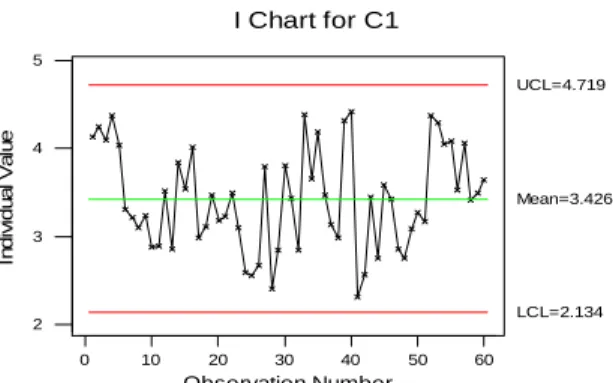
- Uji Keseragaman
Uji keseragaman dilakukan untuk mengidentifikasi data ekstrim, yaitu data yang terlalu besar atau terlalu kecil dan jauh menyimpang dari trend rata – ratanya.
Assembly Joint + Tube
Elemen 1 ( Mengambil Tube ) N = 60 60 50 40 30 20 10 0 5 4 3 2 Observation Number Ind iv id ual V al ue I Chart for C1 Mean=3.426 UCL=4.719 LCL=2.134
Grafik 4.2 Control Chart
Berdasarkan hasil uji keseragaman, data yang terlalu ekstrim dibuang dan tidak diikutkan ke dalam pengolahan data selanjutnya.
- Uji Kecukupan
Uji kecukupan dilakukan untuk menentukan jumlah pengamatan yang seharusnya diambil.
Convidence Level = 95 % Degree Of Accuracy = 5 % N’ = 2 2 2 ( 40
X X X NJika N’ > N, maka data cukup Contoh perhitungan : Pra Assembly IV Needle + Adaptor N ‘ = 48 . 212 ) 48 . 212 ( ) 26 . 485 ( 100 40 2 = 120 data
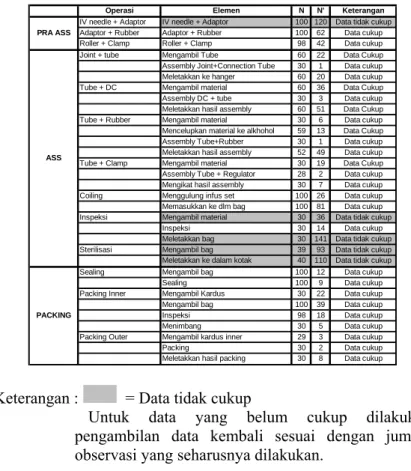
Tabel 4.4a Rekap Uji Kecukupan Data
Operasi Elemen N N' Keterangan
IV needle + Adaptor IV needle + Adaptor 100 120 Data tidak cukup Adaptor + Rubber Adaptor + Rubber 100 62 Data cukup Roller + Clamp Roller + Clamp 98 42 Data cukup Joint + tube Mengambil Tube 60 22 Data Cukup Assembly Joint+Connection Tube 30 1 Data cukup Meletakkan ke hanger 60 20 Data cukup Tube + DC Mengambil material 60 36 Data Cukup Assembly DC + tube 30 3 Data cukup Meletakkan hasil assembly 60 51 Data Cukup Tube + Rubber Mengambil material 30 6 Data cukup Mencelupkan material ke alkhohol 59 13 Data Cukup Assembly Tube+Rubber 30 1 Data cukup Meletakkan hasil assembly 52 49 Data cukup Tube + Clamp Mengambil material 30 19 Data Cukup Assembly Tube + Regulator 28 2 Data cukup Mengikat hasil assembly 30 7 Data cukup Coiling Menggulung infus set 100 26 Data cukup Memasukkan ke dlm bag 100 81 Data cukup Inspeksi Mengambil material 30 36 Data tidak cukup
Inspeksi 30 14 Data cukup Meletakkan bag 30 141 Data tidak cukup Sterilisasi Mengambil bag 39 93 Data tidak cukup Meletakkan ke dalam kotak 40 110 Data tidak cukup Sealing Mengambil bag 100 12 Data cukup
Sealing 100 9 Data cukup Packing Inner Mengambil Kardus 30 22 Data cukup Mengambil bag 100 39 Data cukup Inspeksi 98 18 Data cukup Menimbang 30 5 Data cukup Packing Outer Mengambil kardus inner 29 3 Data cukup Packing 30 2 Data cukup Meletakkan hasil packing 30 8 Data cukup
PRA ASS
ASS
PACKING
Keterangan : = Data tidak cukup
Untuk data yang belum cukup dilakukan pengambilan data kembali sesuai dengan jumlah observasi yang seharusnya dilakukan.
Tabel 4.4b Rekap Uji Kecukupan 2
Operasi Elemen N N' Keterangan
PRA ASS IV needle + Adaptor IV needle + Adaptor 149 115 Data cukup Inspeksi Mengambil material 99 43 Data cukup
Meletakkan 98 95 Data cukup
Sterilisasi Mengambil bag 97 64 Data cukup Meletakkan kotak 98 72 Data cukup ASS
4.2.1.3 Perhitungan Waktu Standar
Aktivitas untuk menilai atau mengevaluasi kecepatan kerja ini dilakukan dengan harapan bahwa waktu kerja yang diukur dapat dinormalkan kembali.
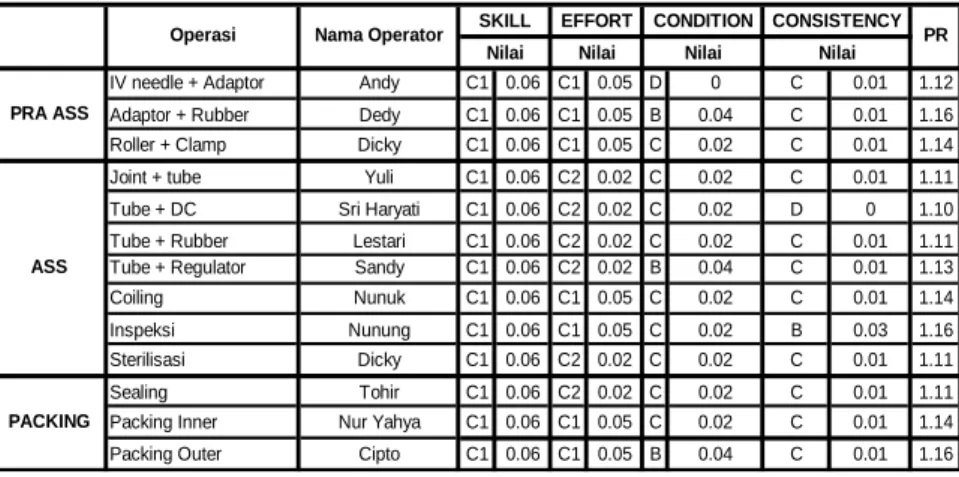
Nilai performance rating didapatkan dari hasil diskusi
peneliti dengan supervisor yang berwenang pada saat
pengambilan data berdasarkan table Westing house
System’s Rating.
Tabel 4.5 Performance Rating Operator
IV needle + Adaptor Andy C1 0.06 C1 0.05 D 0 C 0.01 1.12 Adaptor + Rubber Dedy C1 0.06 C1 0.05 B 0.04 C 0.01 1.16
Roller + Clamp Dicky C1 0.06 C1 0.05 C 0.02 C 0.01 1.14
Joint + tube Yuli C1 0.06 C2 0.02 C 0.02 C 0.01 1.11
Tube + DC Sri Haryati C1 0.06 C2 0.02 C 0.02 D 0 1.10 Tube + Rubber Lestari C1 0.06 C2 0.02 C 0.02 C 0.01 1.11 Tube + Regulator Sandy C1 0.06 C2 0.02 B 0.04 C 0.01 1.13
Coiling Nunuk C1 0.06 C1 0.05 C 0.02 C 0.01 1.14
Inspeksi Nunung C1 0.06 C1 0.05 C 0.02 B 0.03 1.16
Sterilisasi Dicky C1 0.06 C2 0.02 C 0.02 C 0.01 1.11
Sealing Tohir C1 0.06 C2 0.02 C 0.02 C 0.01 1.11
Packing Inner Nur Yahya C1 0.06 C1 0.05 C 0.02 C 0.01 1.14
Packing Outer Cipto C1 0.06 C1 0.05 B 0.04 C 0.01 1.16
SKILL EFFORT CONDITION
Operasi Nama Operator CONSISTENCY PR
Nilai Nilai Nilai Nilai
PRA ASS
ASS
PACKING
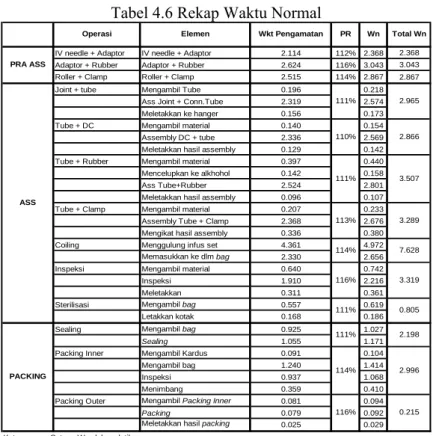
- Waktu Normal
Waktu normal merupakan waktu kerja yang telah dinormalkan dengan cara mengalikan nilai waktu
pengamatan dan rating factor.
Waktu normal = waktu pengamatan x rating faktor Contoh Perhitungan :
Pra Assembly IV Needle + Adaptor
Waktu Pengamatan : 2.114 detik
Performance Rating : 112 %
Waktu normal = 2.114 x 1.12 = 2.368 detik
Tabel 4.6 Rekap Waktu Normal
IV needle + Adaptor IV needle + Adaptor 2.114 112% 2.368 2.368 Adaptor + Rubber Adaptor + Rubber 2.624 116% 3.043 3.043 Roller + Clamp Roller + Clamp 2.515 114% 2.867 2.867 Joint + tube Mengambil Tube 0.196 0.218
Ass Joint + Conn.Tube 2.319 2.574 Meletakkan ke hanger 0.156 0.173 Tube + DC Mengambil material 0.140 0.154 Assembly DC + tube 2.336 2.569 Meletakkan hasil assembly 0.129 0.142 Tube + Rubber Mengambil material 0.397 0.440 Mencelupkan ke alkhohol 0.142 0.158 Ass Tube+Rubber 2.524 2.801 Meletakkan hasil assembly 0.096 0.107 Tube + Clamp Mengambil material 0.207 0.233 Assembly Tube + Clamp 2.368 2.676 Mengikat hasil assembly 0.336 0.380 Coiling Menggulung infus set 4.361 4.972 Memasukkan ke dlm bag 2.330 2.656 Inspeksi Mengambil material 0.640 0.742 Inspeksi 1.910 2.216 Meletakkan 0.311 0.361 Sterilisasi Mengambil bag 0.557 0.619 Letakkan kotak 0.168 0.186 Sealing Mengambil bag 0.925 1.027
Sealing 1.055 1.171
Packing Inner Mengambil Kardus 0.091 0.104 Mengambil bag 1.240 1.414 Inspeksi 0.937 1.068 Menimbang 0.359 0.410 Packing Outer Mengambil Packing Inner 0.081 0.094
Packing 0.079 0.092
Meletakkan hasil packing 0.025 0.029 Keterangan : Satuan Wn dalam detik
PR Wn PRA ASS ASS 111% 110% 111% 113% 114% 116%
Operasi Elemen Wkt Pengamatan
111% 114% 116% Total Wn 2.965 2.866 3.507 3.289 7.628 3.319 0.805 2.198 2.996 0.215 111% PACKING - Allowance
Operator tidak akan mampu bekerja secara menerus
menerus. Oleh karena itu diperlukan allowance yang
merupakan waktu khusus untuk keperluan seperti personal
needs, kebutuhan melepas lelah dan kebutuhan lain yang
ada di luar kontrol operator.
Pada penelitian kali ini, nilai allowance ditetapkan
dengan pendekatan berdasarkan tabel ILO. Kondisi operator
pada saat bekerja disesuaikan dengan nominal yang tertulis pada tabel untuk kemudian diakumulasikan pada operator di masing – masing stasiun.
Tabel 4.7 Penetapan Allowance Berdasarkan Tabel ILO
(Sumber : Niebel, Motion Time Study)
Faktor Allowance Total
Personal Allowance 5 Basic Fatigue All 4 Fine or exacting 2 Fairly Complex process 1
High Monotony 4
Tedious 2
Personal Allowance 5 Basic Fatigue All 4 Fine or exacting 2 Fairly Complex process 1
High Monotony 4
Tedious 2
Personal Allowance 5 Basic Fatigue All 4 Fine or exacting 2 Fairly Complex process 1
High Monotony 4
Tedious 2
Personal Allowance 5 Basic Fatigue All 4
Very exacting 5
Complex or wide span 4
High Monotony 4
Very Tedious 5
Personal Allowance 5 Basic Fatigue All 4 Standing Allowance 2 Use of force 10 1
High Monotony 4
Personal Allowance 5 Basic Fatigue All 4 Fine or exacting 2
High Monotony 4
Personal Allowance 5 Basic Fatigue All 4 Fine or exacting 2 Fairly Complex process 1 Medium Monotony 1 Tedious 2 18 18 18 27 16 15 PACKING INNER 15 INSPEKSI STERILISASI SEALING PRA ASS ASS COILING
Lanjutan Tabel 4.7 Penetapan Allowance Berdasarkan Tabel ILO
Faktor Allowance Total
Personal Allowance 5 Standing Allowance 2 Basic Fatigue All 4 Use of force 15 2
High Monotony 4
PACKING OUTER 17
- Waktu Standar
Waktu standar dapat didefinisikan sebagai waktu yang dibutuhkan oleh operator untuk menghasilkan 1 unit produk. Rumus waktu standar yang digunakan :
WS = Waktu Normal + ( Waktu Normal x Allowance ) Contoh perhitungan :
Pra Assembly IV Needle + Adaptor Waktu Normal = 2.368 detik
Allowance = 18 %
Waktu Standar = 2.368 + (2.368 x 0.18 ) = 2.794 detik / unit Tabel 4.8 Rekap Waktu Standar
Operasi Total Wn Allowance Ws (detik/unit) IV needle + Adaptor 2.368 0.18 2.794 Adaptor + Rubber 3.043 0.18 3.591 Roller + Clamp 2.867 0.18 3.383 Joint + tube 2.965 0.18 3.498 Tube + DC 2.866 0.18 3.381 Tube + Rubber 3.507 0.18 4.138 Tube + Clamp 3.289 0.18 3.881 Coiling 7.628 0.18 9.001 Inspeksi 3.319 0.27 4.215 Sterilisasi 0.805 0.16 0.934 Sealing 2.198 0.15 2.527 Packing Inner 2.996 0.15 3.446 Packing Outer 0.215 0.15 0.247 PRA ASS ASS PACKING - Output Standar
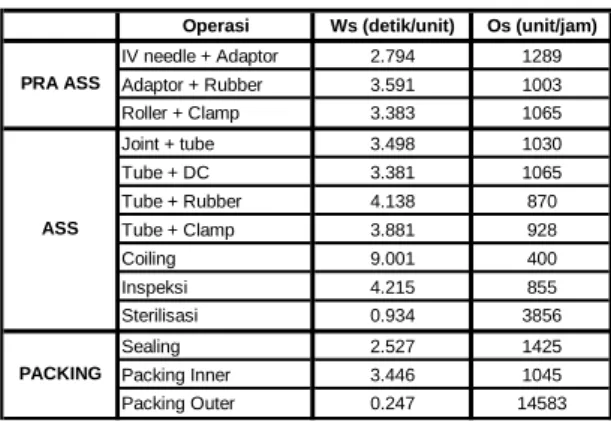
Output standar = 1 / waktu standar
Contoh perhitungan :
Pra Assembly IV Needle + Adaptor Waktu standar = 2.794 detik / unit
Output standar = (1 / 2.794) x 3600 detik
= 1289 unit / jam
Tabel 4.9 Rekap Output Standar
Operasi Ws (detik/unit) Os (unit/jam) IV needle + Adaptor 2.794 1289 Adaptor + Rubber 3.591 1003 Roller + Clamp 3.383 1065 Joint + tube 3.498 1030 Tube + DC 3.381 1065 Tube + Rubber 4.138 870 Tube + Clamp 3.881 928 Coiling 9.001 400 Inspeksi 4.215 855 Sterilisasi 0.934 3856 Sealing 2.527 1425 Packing Inner 3.446 1045 Packing Outer 0.247 14583 PRA ASS ASS PACKING
4.2.1.4 Perhitungan Jumlah Operator Optimum
Dari hasil perhitungan waktu standar dan ouput standar, dapat ditentukan jumlah operator optimum dengan menggunakan persamaan : N = E D P T 60
Dimana N : Jumlah operator yang dibutuhkan
T : Waktu Standar ( menit/unit ) P : Jumlah produk yang harus dibuat D : Jam operasi kerja
E : Faktor efisiensi kerja Contoh perhitungan :
Pra Assembly IV Needle + Adaptor T : 2.794 detik / unit = 0.0466 menit / unit
D : 20600 / hari P : 2 jam E : 96.43 % = 0.9643 N = 9643 . 0 12 123000 60 0466 . 0 = 8.2557 = 9 orang Keterangan :
Nilai E didapatkan berdasarkan data yang diberikan
oleh perusahaan, yaitu 15 menit waktu non produktif dari 7 jam kerja yang telah ditetapkan perusahaan (8 jam kerja di kurangi 1 jam waktu istirahart), maka perhitungan faktor efisiensi adalah :
15 menit / 420 menit = 0.9643
Tabel 4.10 Rekap Jumlah Operator Optimum Per Hari Waktu Pengerjaan Jumlah Demand Jam Operasi Faktor Efisiensi
(T) (P) (D) (E) IV needle + Adaptor 0.0466 20600 2 96.43% Adaptor + Rubber 0.0599 20600 3 96.43% Roller + Clamp 0.0564 20600 2 96.43% Joint + tube 0.0583 20600 7 96.43% Tube + DC 0.0564 20600 7 96.43% Tube + Rubber 0.0690 20600 7 96.43% Tube + Regulator 0.0647 20600 7 96.43% Coiling 0.1500 20600 7 96.43% Inspeksi 0.0702 20600 7 96.43% Sterilisasi 0.0156 20600 7 96.43% Sealing 0.0421 20600 7 96.43% Packing Inner 0.0574 20600 7 96.43% Packing Outer 0.0041 20600 7 96.43%
Operasi Operator Opt
PRA ASS ASS PACKING (orang) 9 8 11 3 3 4 4 8 4 1 3 3 1
Perhitungan jumlah operator optimum per hari diperlukan untuk kepentingan pembuatan. Namun, karena pada perusahaan penentuan jumlah operator dilakukan tiap 1 bulan sekali, maka akan dihitung pula komposisi operator untuk 1 bulan berdasarkan demand rata – rata per bulan, yaitu :
Tabel 4.11 Data Demand OI-24 Tahun 2000 - 2005
Bulan Tahun 2000 Tahun 2001 Tahun 2002 Tahun 2003 Tahun 2004 Tahun 2005 Januari 87600 75210 84000 170700 180000 232500 Feb 22800 84000 111300 90000 100200 50700 Maret 66354 12000 138600 87600 47100 246000 April 177300 126000 115800 128700 153600 99588 Mei 124500 98100 37500 240900 129600 102298 Juni 91650 178800 178200 50100 137100 111275 Juli 187400 140400 58500 67800 78000 162295 Agustus 116871 27400 81300 69600 139800 162896 September 102790 114900 57900 173700 100500 163800 Oktober 168630 92100 169200 146100 152400 268178 Nopember 111172 162600 229500 48000 100800 101693 Desember 81900 101400 52500 222900 210000 225900 Rata2 111580.5833 101075.8333 109525 124675 127425 160593.5833 Rata2 122480
Contoh perhitungan operator optimum 1 bulan : Pra Assembly IV Needle + Adaptor T : 2.794 detik / unit = 0.0466 menit / unit D : 122480/ bulan
P : 6 hari x 2 jam = 12 jam E : 96.43 % = 0.9643 N = 9643 . 0 12 122480 60 0466 . 0 = 8.2557 = 9 Orang
Tabel 4.12 Rekap Jumlah Operator Optimum per Bulan
Waktu Pengerjaan Jumlah Demand Jam Operasi Faktor Efisiensi Operator Opt
(T) (P) (D) (E) (orang) IV needle + Adaptor 0.0466 122480 12 96.43% 9 Adaptor + Rubber 0.0599 122480 18 96.43% 8 Roller + Clamp 0.0564 122480 12 96.43% 10 Joint + tube 0.0583 122480 42 96.43% 3 Tube + DC 0.0564 122480 42 96.43% 3 Tube + Rubber 0.0689 122480 42 96.43% 4 Tube + Regulator 0.0647 122480 42 96.43% 4 Coiling 0.1500 122480 42 96.43% 8 Inspeksi 0.0702 122480 42 96.43% 4 Sterilisasi 0.0156 122480 42 96.43% 1 Sealing 0.0421 122500 42 96.43% 3 Packing Inner 0.0574 122480 42 96.43% 3 Packing Outer 0.0041 122480 42 96.43% 1 PACKING Operasi PRA ASS ASS
Perhitungan jumlah operator optimum per bulan, akan dibutuhkan untuk perhitungan biaya tenaga kerja dan tingkat efisiensi dari perubahan jumlah operator tersebut.
4.2.2 Simulasi
Simulasi digunakan sebagai tool untuk menggambarkan
kondisi yang sesungguhnya dari perusahaan jika hasil penelitian diterapkan.
Ada beberapa tahap yang perlu dilakukan, membuat
model awal simulasi sesuai dengan real system, kemudian
melakukan validasi yaitu membandingkan antara hasil
simulasi dengan hasil output real system. Tahap selanjutnya
membuat model perbaikan dan membandingkan dengan model awal untuk mengetahui apakah hasil perhitungan tersebut benar – benar memberikan dampak positif bagi perusahaan.
4.2.2.1 Model Awal
Pembuatan model awal bertujuan untuk membandingkan apakah model simulasi yang dibuat telah sesuai dengan
kondisi real system. Jika terbukti valid, maka dapat
dilanjutkan ke pembuatan model perbaikan. a. Model Simulasi
Pada bagian ini, dibuat model simulasi dengan ARENA: A d a p t o r B a t c h 1 M a t c h 1 I V N e e d le R e c o r d 1 R e c o r d 2 A d a p t o r I V N e e d le d a n R u b b e r M a t c h 2 B a t c h 2A d a p t o r d a nR u b b e r R o lle r C la m p M a t c h 3 R e c o r d 3 R e c o r d 4 R e c o r d 5 B a t c h 3 R e g u la t o r J o in t T u b e R e c o r d 7 R e c o r d 8 M a t c h 5 B a t c h 5 A s s jo in t t u b e D r ip C h a m b e r R e c o r d 9 M a t c h 6 B a t c h 6 A s s T u b e D C M a t c h 7 B a t c h 7 R e g u la t o rA s s T u b e R e c o r d b B a t c h 8 S e p a r a t e 1R e c o r d 1 1 B a t c h 9 S e p a r a t e 2R e c o r d 1 2 B a t c h 1 0 S e p a r a t e 3 R e c o r d 1 3 M a t c h 8 B a t c h 1 1 B a t c h 1 2A s s T u b e R u b b e rS e p a r a t e 4R e c o r d 1 4 b a g M a t c h 9 B a t c h 1 3 C o ilin g R e c o r d 1 5 R e c o r d 1 6 I n s p e k s i B a t c h 1 5 S e p a r a t e 5 b a g u s B a t c h 1 7 P r e S t e r ilB a t c h 1 8 B a t c h 1 9M e s in S t e r ilis a s i S e p a r a t e 6S e p a r a t e 7 S e p a r a t e 8R e c o r d 1 8 R e c o r d a R e c o r d c D e c id e 1 T r u e F a ls e D is p o s e 9 c a c a t B a t c h 2 4S e a lin g S e p a r a t e 9R e c o r d 1 9 B a t c h 2 5 p a c k in g in n e r D e c id e 2 T r u e F a ls e c a c a t 2D is p o s e 1 3 B a t c h 2 6 p a c k in g o u t e rR e c o r d 2 7 D is p o s e 1 5 b a g u s 2 r e c o r d in n e r S e p a r a t e 1 0 c u b a H o ld 5 r e c o r d o u t e r r e c c u b a B a t c h 3 1 S e p a r a t e 1 2 R e c o r d in n e r 2 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Jumlah resource per set dapat dilihat pada gambar :
Gambar 4.7 Perbandingan Jumlah Operator
Dari gambar di atas dapat dilihat pada bagian yang dilingkari, jumlah resource per stasiun sesuai dengan jumlah operator optimum awal di PT. Otsuka Indonesia. b. Verifikasi dan Validasi
Verifikasi dilakukan dengan melakukan pemeriksaan untuk mengetahui ada/tidaknya error pada model yang dibuat. Jika tidak ada, maka dapat dilanjutkan ke proses validasi.
Validasi berfungsi untuk membandingkan antara model
simulasi dengan real system. Berikut merupakan proses
validasi yang dilakukan :
Tabel 4.13 Replikasi awal Replication Troughput 1 20810 2 20826 3 20846 4 20836 5 20837 6 20806 7 20817 8 20831 9 20825 10 20811 Mean 20824.5 St. Deviasi 13.27696418 Hw 6.006498594
Didapatkan nilai N’ dengan persamaan :
2 2 / ' s Z n Dimana : Z0.025 = 1.96 S = 13.277 Hw = 6.0065 N’ = 2 0065 . 6 277 . 13 96 . 1 = 19 kali replikasiSesuai dengan jumlah N’ yang diperlukan, maka model awal di run sebanyai 19 kali replikasi kemudian dibandingkan dengan menggunakan SPSS.
Tabel 4.14 Output 19 Kali Replikasi
Replication Model Real System 1 20810 20799 2 20826 20808 3 20846 20795 4 20836 20869 5 20837 20863 6 20806 20805 7 20817 20799 8 20831 20798 9 20825 20812 10 20811 20803 11 20804 20798 12 20836 20727 13 20817 20872 14 20815 20727 15 20819 20807 16 20827 20868 17 20814 20806 18 20820 20739 19 20831 20812
Hipotesa yang digunakan : H0 : µ1 = µ2
H1 : µ1 ≠ µ2
Syarat : terima H0 jika sig level > 0.05
Pengujian dilakukan menggunakan software SPSS
pengujian dengan menggunakan software SPSS tersebut adalah :
Paired Samples Statistics
20822.53 19 11.5968 2.6605 20805.63 19 42.7008 9.7962 VAR00001 VAR00002 Pair 1 Mean N Std. Deviation Std. Error Mean
Paired Samples Correlations
19 .152 .535
VAR00001 & VAR00002 Pair 1
N Correlation Sig.
Gambar 4.8 Output SPSS
Sig level = 0.1
Karena sig level > 0.05, maka terima H0 yang
berarti bahwa model simulasi tidak berbeda secara signifikan terhadap real system atau dengan kata lain, model simulasi VALID sehingga dapat digunakan untuk proses pengolahan selanjutnya
4.2.2.2 Model Perbaikan a. Model Simulasi
Setelah membuat model awal, kemudian melanjutkan dengan pembuatan model simulasi perbaikan dimana
jumlah resource disesuaikan dengan jumlah operator
A d a p t o r B a t c h 1 M a t c h 1 V N e e d le R e c o r d 1 R e c o r d 2 A d a p t o r I V N e e d le d a n R u b b e r M a t c h 2 B a t c h 2A d a p t o r d a nR u b b e r R o lle r C la m p M a t c h 3 R e c o r d 3 R e c o r d 4 R e c o r d 5 B a t c h 3 R e g u la t o r J o in t T u b e R e c o r d 7 R e c o r d 8 M a t c h 5B a t c h 5 A s s jo in t t u b e D r ip C h a m b e r R e c o r d 9 M a t c h 6B a t c h 6 A s s T u b e D C M a t c h 7B a t c h 7 R e g u la t o r A s s T u b e R e c o r d b B a t c h 8 S e p a r a t e 1R e c o r d 1 1 B a t c h 9 S e p a r a t e 2R e c o r d 1 2 B a t c h 1 0 S e p a r a t e 3 R e c o r d 1 3 M a t c h 8B a t c h 1 1 B a t c h 1 2A s s T u b e R u b b e rS e p a r a t e 4R e c o r d 1 4 b a g M a t c h 9B a t c h 1 3 C o ilin g R e c o r d 1 5 R e c o r d 1 6 I n s p e k s i B a t c h 1 5 S e p a r a t e 5 b a g u s B a t c h 1 7 P r e S t e r ilB a t c h 1 8 B a t c h 1 9M e s in S t e r ilis a s i S e p a r a t e 6S e p a r a t e 7 S e p a r a t e 8R e c o r d 1 8 R e c o r d a R e c o r d c D e c id e 1 T r u e F a ls e D is p o s e 9 c a c a t B a t c h 2 4S e a lin g S e p a r a t e 9R e c o r d 1 9 B a t c h 2 5p a c k in g in n e r D e c id e 2 T r u e F a ls e c a c a t 2D is p o s e 1 3 B a t c h 2 6 p a c k in g o u t e r D is p o s e 1 5 b a g u s 2 r e c o r d in n e r c u b a B a t c h 3 0 H o ld 5 r e c o r d o u t e r r e c c u b a S e p a r a t e 1 2 r e c o r d in n e r 2 R e c o r d 2 7S e p a r a t e 1 3 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Gambar 4.9 Model Perbaikan Simulasi
Jumlah resource untuk masing – masing set dapat dilihat
pada gambar di bawah :
Gambar 4.10 Perbandingan Model Perbaikan
Pada model perbaikan ini, jumlah operator telah mengalami penyesuaian sesuai dengan perhitungan yang
telah dilakukan sebelumnya kecuali pada bagian sealing.
Karena pada bagian sealing dikerjakan oleh mesin.
Sehingga 4 orang operator bertugas sebagai operator
mesin (2 orang) dan helper (2 orang). Sehingga jumlah
resource pada simulasi tidak mengalami perubahan.
4.2.2.3 Perbandingan Model Awal dengan Model Perbaikan Perbandingan dilakukan untuk melihat perbedaan yang
perbaikan, yaitu setelah diterapkan penyesuaian komposisi jumlah operator. Selain itu, perbandingan ini bertujuan untuk mengetahui skenario yang lebih baik
antara skenario do nothing, tetap membiarkan keadaan
seperti sebelumnya dan skenario perbaikan, menyesuaiakan jumlah operator seperti hasil perhitungan yang telah dilakukan.
Apabila hasil perhitungan yang dilakukan ternyata memberikan dampak positif bagi perusahaan, maka komposisi jumlah operator optimum berdasarkan hasil perhitungan dapat diberikan pada perusahaan sebagai rekomendasi perbaikan.
Hipotesa yang digunakan : H0 : 120
H1 : 120
Tabel 4.15 Rekap Output Perbaikan 19 Kali Replikasi
Replication Troughput 1 Troughput 2 Difference
1 20810 22909 -2099 2 20826 22903 -2077 3 20846 22935 -2089 4 20836 22927 -2091 5 20837 22925 -2088 6 20806 22907 -2101 7 20817 22919 -2102 8 20831 22921 -2090 9 20825 22908 -2083 10 20811 22913 -2102 11 20804 22922 -2118 12 20836 22904 -2068 13 20817 22892 -2075 14 20815 22910 -2095 15 20819 22910 -2091 16 20827 22905 -2078 17 20814 22924 -2110 18 20820 22904 -2084 19 20831 22921 -2090 Mean 20822.52632 22913.63158 -2091.10526 St. Deviasi 11.59678318 10.65734242 12.44942987 var 134.4853801 113.5789474 154.9883041 df 35.746
2 2 2 1 2 1 2 / , n s n s t hw df
t35.746, α/2 = 2.0247 (didapatkan dari tabel student-t dengan)
s1 = 134.485 ; n1 = 19 s2 = 113.579 ; n2 = 19 hw = 13.23
Dan interval penerimaannya : -2077.8 ≤ µ1 - µ2 ≤ -2104.3 Mean 1 – Mean 2 = -2091.1
Maka tolak H0 berarti antara model awal dan model
perbaikan terdapat perbedaan yang signifikan dimana perbedaan tersebut menunjukkan bahwa model 2 (perbaikan) lebih baik daripada model 1 (kondisi
existing) karena selisih yang dihasilkan bernilai
negatif.
4.2.2.5 Perbandingan Jumlah Output Hasil Simulasi
Setelah dilakukan running sebanyak N’, maka di
dapatkan output sebagai berikut :
Tabel 4.16 Perbandingan Jumlah Output Hasil Simulasi
Record Kondisi Existing Kondisi Perbaikan
Output Akhir 69 batch 76 batch
Selisih 7
Prosentase 10.14%
4.2.3Perubahan Komposisi Operator Berdasarkan Perubahan
Demand
Perhitungan perubahan jumlah operator digunakan untuk mengetahui trend perubahan jumlah operator pada masing –
masing stasiun ketika jumlah demand mengalami perubahan,
baik meningkat maupun menurun. Berikut merupakan hasil
perhitungan jumlah operator jika terjadi perubahan demand
Tabel 4.17 Perubahan Jumlah Operator Berdasarkan Demand
Joint+Tube Tube+DC Tube+Regulator Tube+Rubber Coiling Inspeksi Steril Sealing Pack Inn Pack Out
50000 3 3 3 3 7 3 1 1 3 1 37 75000 9 3 3 3 3 7 3 1 1 3 1 37 105000 9 3 3 3 3 7 4 1 1 3 1 38 110000 9 3 3 4 3 7 4 1 2 3 1 40 122480 3 3 4 4 8 4 1 3 3 1 44 145000 3 3 4 4 8 4 1 3 3 1 45 164800 3 3 4 4 8 4 1 3 3 1 45 170000 4 3 4 4 8 4 1 3 4 1 47 200000 4 4 4 4 9 4 1 3 4 1 49 9 Pra Assembly 10 11 11 11
JUMLAH OPERATOR (ORANG)
DEMAND TOTAL
11
Keterangan :
: demand standar per bulan
Perubahan jumlah operator secara lebih jelas dapat dilihat pada grafik : 0 10 20 30 40 50 60 50000 75000 105000 110000 122480 145000 164800 170000 200000 Dem and J u m lah O p er at o r Jumlah Operator
Grafik 4.3 Perubahan Jumlah Operator 4.2.4 Biaya Tenaga Kerja
Perhitungan biaya tenaga kerja dilakukan untuk mengetahui jumlah biaya tenaga kerja yang dibutuhkan setelah jumlah operator disesuaikan dengan kebutuhan perusahaan berdasarkan hasil perhitungan. Apakah mengalami peningkatan / penurunan. Dalam perhitungan biaya tenaga kerja ini, diketahui beberapa hal :
Gaji operator tetap lama = Rp 2.100.000,00 Gaji operator tetap baru = Rp 1.600.000,00 Gaji operator tidak tetap = Rp 550.000,00
Contoh perhitungan :
Pra Assembly IV Needle + Adaptor Jumlah operator tetap lama = 1 orang Jumlah operator tetap baru = 2 orang Jumlah operator tidak tetap = 7 orang Biaya tenaga kerja tetap :
Operator lama = 1 x 2100000 = 2100000 Operator baru = 2 x 1600000 = 3200000
Biaya tenaga kerja tidak tetap = 7 x 550000 = 3850000 Total biaya tenaga kerja = ( 2100000 + 320000 + 3850000 )
= Rp 9.150.000,00
Hasil perhitungan biaya tenaga kerja sebelum penyesuaian jumlah operator:
Tabel 4.18 Rekap Perhitungan Biaya Tenaga Kerja Sebelum
Lama Baru IV needle + Adaptor Adaptor + Rubber Roller + Clamp Joint + tube Rp 2,100,000 Rp 1,600,000 Rp 1,100,000 Tube + DC Rp 4,200,000 Rp - Rp 1,100,000 Tube + Rubber Rp 4,200,000 Rp 1,600,000 Rp 2,750,000 Tube + Regulator Rp 2,100,000 Rp - Rp 1,650,000 Coiling Rp 4,200,000 Rp 1,600,000 Rp 2,750,000 Inspeksi Rp 4,200,000 Rp 3,200,000 Rp -Sterilisasi Rp - Rp 1,600,000 Rp 550,000 Sealing Rp 6,300,000 Rp - Rp 550,000 Packing Inner Rp 4,200,000 Rp - Rp -Packing Outer Rp 2,100,000 Rp - Rp -TOTAL Rp 35,700,000 Rp 12,800,000 Rp 14,300,000 Tidak Tetap 2,100,000 Rp Rp 3,200,000 Rp 3,850,000 Tetap Operator
Hasil perhitungan biaya tenaga kerja setelah penyesuaian operator :
Tabel 4.19 Rekap Perhitungan Biaya Tenaga Kerja Setelah Lama Baru IV needle + Adaptor Adaptor + Rubber Roller + Clamp Joint + tube Rp 2,100,000 Rp 1,600,000 Rp 550,000 Tube + DC Rp 4,200,000 Rp - Rp 550,000 Tube + Rubber Rp 4,200,000 Rp 1,600,000 Rp 550,000 Tube + Regulator Rp 2,100,000 Rp - Rp 1,650,000 Coiling Rp 4,200,000 Rp 1,600,000 Rp 2,200,000 Inspeksi Rp 4,200,000 Rp 3,200,000 Rp -Sterilisasi Rp - Rp 1,600,000 Rp -Sealing Rp 6,300,000 Rp - Rp -Packing Inner Rp 4,200,000 Rp - Rp 550,000 Packing Outer Rp 2,100,000 Rp - Rp -TOTAL Rp 35,700,000 Rp 12,800,000 Rp 9,900,000 2,100,000 Rp Rp 3,200,000 Rp 3,850,000
Operator Tetap Tidak Tetap
Setelah di dapatkan total dari biaya sebelum dan sesudah penyesuaian jumlah operator, maka akan dicari tingkat efisiensi dari pengurangan jumlah operator tersebut terhadap biaya tenaga kerja yang dibutuhkan.
Tabel 4.20 Perhitungan Efisiensi Biaya Tenaga Kerja Biaya Tenaga Kerja Keterangan Jumlah
Tetap Lama Rp 35,700,000 Tetap Baru Rp 12,800,000 Tidak Tetap Rp 14,300,000 TOTAL Rp 62,800,000 Tetap Lama Rp 35,700,000 Tetap Baru Rp 12,800,000 Tidak Tetap Rp 10,450,000 TOTAL Rp 58,950,000 3,850,000 Rp 6.13% Efisiensi Prosentase Efisiensi Hasil Perhitungan Awal
Dari hasil perhitungan diketahui bahwa hasil efisiensi dengan pengurangan dan penambahan jumlah tenaga kerja adalah sebesar Rp 3.850.000,00 atau 6.13 %. Selanjutnya pengurangan biaya tenaga kerja dapat dimanfaatkan untuk meningkatkan kesejahteraan operator.
4.3 Rekomendasi Perbaikan
Pemberian rekomendasi perbaikan ditujukan untuk memberikan masukan kepada perusahaan agar dapat memperbaiki sesuai dengan hasil penelitian yang telah dilakukan. Pemberian rekomendasi yang diberikan kali ini terdiri dari 2 hal, yaitu pemberian insentif dan penggunaan software.
4.3.1 Pemberian Insentif
Ketika seorang operator telah berhasil melampaui standar yang telah ditetapkan oleh perusahaan, harus dihargai dengan memberikan imbalan yang layak dan sesuai dengan prestasi yang telah ditunjukkan oleh pekerja.
Terdapat beberapa metode perhitungan insentif yang dapat dilakukan. Penggunaan metode tersebut harus disesuaikan dengan kondisi yang ada di perusahaan dan tergantung pada kebijaksanaan yang ditetapkan oleh perusahaan.
PT.Otsuka Indonesia menggunakan metode lembur sebagai metode pemberian insentif bagi pekerjanya, yaitu pemberian insentif berdasarkan jam kerja tambahan di luar 8 jam kerja wajib tanpa memperhatikan efisiensi dari operator tersebut. Oleh karena itu, akan direkomendasikan perbaikan metode pemberian insentif yang tadinya
menggunakan metode lembur, menjadi metode piece work
dimana operator dinilai berdasarkan output yang dihasilkan dan dibandingkan dengan metode pemberian insentif yang selama ini diterapkan oleh perusahaan.
Contoh perhitungan insentif berdasarkan piece work :
Operator Pra Assembly IV Needle + Adaptor
Pekerja tetap
Os = 1288 unit / jam Upah kerja per jam = 13000
Insentif = (13000/1 jam) x (1 jam/1288 unit) = Rp 10/unit
Os = 1288 unit / jam
Upah kerja per jam = 33500/8 jam = 3437.5
Insentif = (3437.5/1 jam) x (1 jam/1288 unit)
= Rp 2.67/unit
Dengan demikian, upah yang diterima oleh operator
untuk berbagai kemungkinan jumlah output yang dihasilkan
di stasiun pra assembly IV-Needle + Adaptor adalah :
Operator tetap
Tabel 4.21 Insentif Operator Tetap Pra Assembly IV-Needle + Adaptor
Upah yang diterima per jam 1200 Rp 13,000.00 upah dasar 1250 Rp 13,000.00 upah dasar 1288 Rp 13,000.00 upah dasar 1300 Rp 13,120.00 insentif 1350 Rp 13,620.00 insentif 1400 Rp 14,120.00 insentif Ouput Keterangan
Operator tidak tetap :
Tabel 4.22 Insentif Operator Tidak Tetap Pra Assembly IV-Needle + Adaptor
Upah yang diterima per jam 1200 Rp 3,437.50 upah dasar 1250 Rp 3,437.50 upah dasar 1288 Rp 3,437.50 upah dasar 1300 Rp 3,469.54 insentif 1350 Rp 3,603.04 insentif 1400 Rp 3,736.54 insentif Ouput Keterangan
Sedangkan untuk masing – masing stasiun, insentif yang
Tabel 4.23 Insentif Operator per Stasiun
Pekerja Tidak Tetap Pekerja Tetap IV needle + Adaptor Rp 2.67 Rp 10.00 Adaptor + Rubber Rp 3.43 Rp 12.97 Roller + Clamp Rp 3.23 Rp 12.22 Joint + tube Rp 3.34 Rp 12.63 Tube + DC Rp 3.23 Rp 12.22 Tube + Rubber Rp 3.96 Rp 14.96 Tube + Regulator Rp 3.71 Rp 14.02 Coiling Rp 8.62 Rp 32.58 Inspeksi Rp 4.03 Rp 15.22 Sterilisasi Rp 0.89 Rp 3.37 Sealing Rp 2.41 Rp 9.13 Packing Inner Rp 3.29 Rp 12.45 Packing Outer Rp 0.24 Rp 0.89 PACKING
Insentif per unit Operasi
PRA ASS
ASS
Untuk menghindari terjadinya ketidakseimbangan dalam produktivitas operator, maka akan dihitung pula pemberian
insentif secara global, dimana output dihitung dari
keseluruhan hasil produksi. Perhitungannya adalah sebagai berikut :
Output Standar : 20600/hari jam Upah kerja/ hari : 104000
Insentif = (104000/1 hari) x (1 hari / 20600) = Rp 5.04 / unit
Tabel 4.24 Insentif Global
Upah yang diterima per jam 20400 Rp 104,000.00 upah dasar 20500 Rp 104,000.00 upah dasar 20600 Rp 104,000.00 upah dasar 20700 Rp 104,500.00 insentif 20800 Rp 105,000.00 insentif 21000 Rp 106,000.00 insentif Ouput Keterangan
Insentif diberikan kepada masing – masing operator yang terlibat dalam lantai produksi tersebut.
4.3.2 Penggunaan Software
Fungsi utama dari software ini adalah untuk mempermudah
pihak top management dalam menentukan jumlah operator
sesuai dengan jumlah demand yang ada.
Secara garis besar, cara kerja dari software adalah, ketika
user memasukkan jumlah demand dan jumlah hari kerja yang
tersedia akan dihasilkan estimasi jumlah operator yang harus dipekerjakan serta biaya tenaga kerja yang dibutuhkan.
Pembuatan software ini menggunakan program Visual
Basic sebagai bahasa pemrograman dan Microsoft Access
sebagai tempat penyimpanan data base.
Rancangan tampilan dan petunjuk penggunaan software
yang akan diberikan kepada perusahaan adalah sebagai berikut :
1. Form Login
Gambar 4.11 Form Login
Agar software hanya dapat digunakan oleh orang
– orang tertentu dan menghindari perbuatan orang yang
tidak bertanggung jawab, maka software ini dilindungi
oleh password.
2. Form Perubahan Password
Apabila user ingin mengubah password, maka
langkah yang perlu dilakukan adalah sebagai berikut :
o Isi username dan password lama kemudian tekan
Gambar 4.12a Tampilan Perubahan Password
Jika password yang dimasukkan benar, maka
akan muncul tampilan seperti gambar (4.12b).
Namun, jika password atau username yang
dimasukkan tidak benar, program tidak dapat
dilanjutkan hingga user memasukkan username
dan password yang benar.
Gambar 4.12b Form Perubahan Password
o Setelah muncul tampilan seperti gambar di atas,
user dapat mengganti password sesuai dengan
keinginan.. Jika semua form telah terisi dengan
benar, maka akan muncul message box seperti
gambar (4.12c)
3. Form Penentuan Komposisi Operator
Masukkan jumlah demand pada bulan tersebut, jumlah hari yang tersedia untuk pengerjaan serta efisiensi pekerja, lalu tekan ’PROSES’, akan muncul tampilan seperti gambar (4.13a). Untuk lebih jelasnya dapat dilihat pada gambar di bawah:
Gambar 4.13a Form Penentuan Komposisi Operator 1
Dengan demikian, akan diketahui jumlah operator pada masing – masing stasiun serta total biaya tenaga kerja total yang dibutuhkan pada bulan tersebut.
4. Form Perubahan Data
User juga dapat melakukan perubahan data yang telah
ada melalui software ini dengan cara menekan tombol
’Ubah Data’ pada form penentuan komposisi operator
seperti gambar di bawah.
Gambar 4.14a Form Penentuan Komposisi Operator 1
Terdapat 3 pilihan data yang akan diubah, yaitu jumlah karyawan tetap, jam kerja karyawan dan gaji karyawan.
Gambar 4.14b Form Pilih Data
o Perubahan Jumlah Karyawan Tetap
Untuk merubah jumlah karyawan tetap, tekan tombol jumlah karyawan tetap dan masukkan jumlah karyawan lalu tekan ’SIMPAN’
Gambar 4.14c Form Jumlah Karyawan Tetap
o Perubahan Jam Kerja Karyawan
Sama seperti proses perubahan jumlah karyawan
tetap, user harus menekan tombol ’Jumlah
Karyawan Tetap’ untuk melakukan perubahan dan memasukkan jumlah karyawan tetap yang baru.
o Perubahan Gaji Karyawan
Proses mengubah gaji karyawan, dapat dilakukan
dengan menekan tombol ’gaji karyawan’ pada form
pilih data (gambar 4.14e). Kemudian, user tinggal
memasukkan perubahan gaji ke dalam form yang
tersedia, dan tekan ’SIMPAN’