LAPORAN PRAKTEK KERJA LAPANG (PKL)
DI PABRIK KARET PT. BUDIDUTA AGROMAKMUR
DESA MARGAHAYU KECAMATAN LOA KULU
TENGGARONG KABUPATEN KUTAI KARTANEGARA
Oleh
NIM. 070 500 123
AYU WELASEH
PROGRAM STUDI TEKNOLOGI PENGOLAHAN HASIL PERKEBUNAN
JURUSAN PENGOLAHAN HASIL HUTAN
POLITEKNIK PERTANIAN NEGERI SAMARINDA
SAMARINDA
HALAMAN PENGESAHAN
Laporan ini disusun berdasarkan hasil Praktek Kerja Lapang yang telah dilaksanakan di PT. BUDIDUTA AGROMAKMUR Pabrik Karet Sheet/Rubber Smoke Sheet, Desa Margahayu Kecamatan Loa Kulu Kelurahan Tenggarong Kabupaten Kutai Kartanegara Propinsi Kalimantan Timur yang dilaksanakan pada tanggal 01 Maret sampai dengan 31 Maret 2010.
Menyetujui,
Mengesahkan,
Direktur
Politeknik Pertanian Negeri Samarinda
NIP. 19631028 198803 1 003 Ir. Wartomo, MP
Lulus ujian pada tanggal 02 Juni 2010 Dosen Pembimbing,
Khusnul Khotimah, S. TP. NIP. 19791025 200604 2 002
Dosen Penguji,
Agus Syardana, EP.,SP.,M.Si, NIP. 19760817 200212 1 005
KATA PENGANTAR
Segala puji dan syukur penulis panjatkan kepada Allah SWT karena atas rahmat, nikmat, ridho dan karuniaNya sehingga penulis dapat menyelesaikan Laporan Kegiatan Praktek Kerja Lapang (PKL) ini dengan baik.
Pada kesempatan ini, penulis mengucapkan terima kasih kepada semua pihak yang telah membantu penulis baik secara langsung maupun tidak langsung sehingga laporan kegiatan Praktek Kerja Lapangan (PKL) ini dapat terselesaikan dengan baik.
Penulis mengucapkan terima kasih dan penghormatan sebesar-besarnya kepada :
1. Orang Tua yang senantiasa memberikan dukungan dan doa.
2. Adi Susilo (suami) yang senantiasa memberikan dukungan dan doa. 3. Ir. Wartomo, MP selaku Direktur Politeknik Pertanian Negeri Samarinda. 4. Bapak Edy Wibowo Kurniawan, S. TP., M. Sc. selaku Ketua Program Studi
Teknologi Pengolahan Hasil Perkebunan.
5. Ibu Khusnul Khotimah, S. TP. selaku Dosen Pembimbing Praktek Kerja Lapang (PKL).
6. Bapak Agus Syardana Eka Putra.,SP.,M.Si, selaku Dosen Penguji Praktek Kerja Lapang (PKL).
7. Bapak Kunasegaran K.R.Sockalingam selaku Plantation Manager PT. BUDIDUTA AGROMAKMUR.
8. Bapak Saptanto Puguh Wardoyo selaku Estate Manager PT. BUDIDUTA AGROMAKMUR.
9. Ibu Tuti Triana selaku sekretaris PT. BUDIDUTA AGROMAKMUR.
10. Bapak Budi Prasetyo selaku Krani Personalia PT. BUDIDUTA AGROMAKMUR .
11. Bapak Teguh Prasetyo, S. Hut. selaku Asisten Kepala PHD-PBD PT. BUDIDUTA AGROMAKMUR Pabrik Karet Sheet/Rubber Smoke Sheet. 12. Bapak Buasim selaku Asisten Lapangan Bagian Pengolahan PT. BUDIDUTA
AGROMAKMUR Pabrik Karet Sheet/Rubber Smoke Sheet.
13. Bapak Jatim selaku Asisten Lapangan Bagian Pengolahan PT. BUDIDUTA AGROMAKMUR Pabrik Karet Sheet/Rubber Smoke Sheet.
14. Seluruh Karyawan PT. BUDIDUTA AGROMAKMUR Pabrik Karet Sheet/Rubber Smoke Sheet.
15. Rekan-rekan mahasiswa dalam kelompok PKL, serta mahasiswa Program Studi Teknologi Pengolahan Hasil Perkebunan, yang telah bersedia membantu penulis dalam menyelesaikan tulisan ini.
Penulis menyadari bahwa laporan ini bukanlah suatu karya yang sempurna, sehingga dengan sangat terbuka penulis akan menerima setiap kritik dan saran demi kesempurnaan laporan ini, dan semoga laporan ini dapat bermanfaat bagi pembacanya.
Hormat Penulis
DAFTAR ISI
Halaman
HALAMAN PENGESAHAN... i
KATA PENGANTAR ... ii
DAFTAR ISI... iii
DAFTAR TABEL ... iv DAFTAR GAMBAR... v DAFTAR LAMPIRAN ... vi I. PENDAHULUAN A. Latar Belakang ... 1 B. Tujuan ... 3
C. Hasil Yang diharapkan ... 4
II. Keadaan Umum Perusahaan A. Tinjauan Umum Perusahaan ... 5
B. Manajemen Perusahaan... 5
C. Lokasi dan Waktu Kegiatan... 7
III. Hasil P raktek Kerja Lapang (PKL) A. Kriteria Matang Sadap ... 8
B. Penyadapan ... 11 C. Penerimaan Lateks ... 15 D. Penyaringan Lateks ... 17 E. Pengenceran ... 19 F. Pembekuan... 24 G. Penggilingan... 28 H. Pengasapan ... 30 I. Sortasi... 34 J. Pengepakan ... 39
IV. KESIMPULAN DAN SARAN A. Kesimpulan ... 44
DAFTAR PUSTAKA ... 46 LAMPIRAN... 47
DAFTAR TABEL
No. Halaman
1. SNI 06-0001-1987 Conventional Rubber... 35 2. Standar RSS PT. BUDIDUTA AGROMAKMUR ... 38 3. Data Produksi Manufacture 2010 PT. BUDIDUTA AGROMAKMUR 42
DAFTAR GAMBAR
No. Halaman
1. Struktur Manajemen PT. BUDIDUTA AGROMAKMUR... 6 2. Diagram Proses Pengolahan Rubber Smoke Sheet ... 43
DAFTAR LAMPIRAN
No. Halaman
1. Proses Penyadapan ... 48
2. Proses pengumpulan lateks di mangkok... 48
3. Proses penggumpulan lateks di dalam ember pengumpul dan penimbangan lateks ... 49
4. Proses penambahan Amoniak... 49
5. Proses pengukuran K3 kebun dengan mikrolak ... 50
6. Proses memasukan lateks ke dalam bak truk pengangkut... 50
7. Proses pengangkutan ... 51
8. Proses penerimaan lateks di pabrik pengolahan... 51
9. Proses pengambilan sampel latek 100 cc untuk menghitung K3 ... 52
10. Proses penambahan Asam Semut... 52
11. Proses pembekuan sampel... 53
12. Proses pencucian sampel koagulum yang membeku... 53
13. Proses penggilingan sampel dengan gilingan tangan ... 54
14. Proses pengeringan sample dengan serbet... 54
15. Proses penimbangan sampel ... 55
16. Mengukur volume air ... 55
17. Proses penyaringan lateks dengan saringan 40 mesh... 56
19. Pengadukan sebanyak 6 kali bolak-balik (12 kali)... 57
20. Pengambilan buih/busa... 57
21. Pemasangan partisi/plat... 58
22. Koagulum yang membeku... 58
23. Koagulum yang dicabut dari partisi... 59
24. Proses penggilingan slab ... 59
25. Proses penirisan lembaran sheet... 60
26. Kayu bakar untuk pengasapan... 60
27. Sheet dirumah asap... 61
28. Proses pembalikan lembaran sheet... 61
29. Proses pemanenan RSS ... 62
30. Proses sortasi ... 62
31. RSS yang sudah dilipat... 63
32. Proses pengepressan ... 63
33. Proses penusukan bandela ... 64
34. Proses pengapuran bandela ... 64
35. Proses penyablonan ... 65 36. Proses penggudangan ... 65 37. RSS I ... 66 38. RSS II ... 66 39. RSS IV ... 67 40. Cutting Sheet ... 67
I.
PENDAHULUAN
A. Latar Belakang
Sejak berabad-abad yang lalu, karet telah dikenal dan digunakan secara tradisional oleh penduduk asli di daerah asalnya, yakni Brasil, Amerika Serikat. Akan tetapi meskipun telah diketahui penggunaannya oleh COLUMBUS dalam pelayarannya ke Amerika Selatan pada akhir abad ke-15 dan bahkan oleh penjelajah-penjelajah berikutnya pada awal abad ke-16, sampai saat itu karet masih belum menarik perhatian orang-orang Eropa. Karet tumbuh secara liar di lembah-lembah sungai Amazone, dan secara tradisional diambil getahnya oleh penduduk setempat untuk digunakan dalam berbagai keperluan, antara lain sebagai bahan untuk menyalakan api dan “bola” untuk permainan.
Tanaman karet merupakan salah satu komoditi perkebunan yang menduduki posisi cukup penting sebagai sumber devisa non migas bagi Indonesia, sehingga memiliki prospek yang cerah. Tanaman karet memiliki peranan yang besar dalam kehidupan perekonomian Indonesia. Karet alam merupakan salah satu komoditi pertanian yang penting baik untuk lingkup internasional dan teristimewa bagi Indonesia. Di Indonesia karet merupakan salah satu hasil pertanian terkemuka karena banyak menunjang perekonomian negara.
Karet alam banyak digunakan dalam industri-industri barang. Umumnya alat-alat yang dibuat dari karet alam sangat berguna bagi kehidupan sehari-hari
maupun dalam usaha industri seperti mesin-mesin penggerak. Pengolahan karet menjadi bahan baku karet alam seperti creep, sheet, lateks pusingan dan sebagainnya juga masih banyak yang diusahakan secara sangat sederhana, berkesan seadanya sehingga mutu karet yang dihasilkan menjadi memprihatinkan. Akibatnya harga jual menjadi rendah dan tingkat kepercayaan konsumen atau pembeli karet juga menurun (Nazaruddin dan Paimin FB,
1996).
Saat ini, pasokan karet alam yang paling besar masih diserap industri ban, yakni 70%. Sedangkan 15% masuk ke industri lateks serta sisanya untuk industri otomotif dan perlengkapannya. Bahan olahan karet lateks dapat diolah menjadi berbagai jenis produk barang jadi lateks (lateks goods) dan karet padat (rubber smoke sheet atau RSS). Standar Indonesia Rubber (SIR) dijadikan bahan baku untuk menghasilkan berbagai jenis barang karet. Barang jadi dari karet terdiri atas ribuan jenis dan dapat diklasifikasikan atas dasar penggunaan akhir (end use) atau menurut saluran pemasaran (market channel).
Hasil devisa yang diperoleh dari karet cukup besar. Bahkan, Indonesia pernah menguasai produksi karet dunia dengan melibas negara-negara lain dan negara asal tanaman karet sendiri di Daratan Selatan.
Sit (sheet) adalah salah satu produk karet alam yang sejak lama dikenal di pasaran. Pada masa sebelum Perang Dunia II, dalam perdagangan sit dikenal “Java Standard Sheet”, yaitu produk karet alam berupa lembaran-lembaran yang telah diasap, bersih dan liat, bebas dari buluk (jamur), tidak saling melekat,
warnanya jernih, tidak bergelembung udara, dan bebas dari akibat pengolahan yang kurang sempurna ( Setyamidjaja, 1993).
Politeknik Pertanian Negeri Samarinda khususnya Program Studi Teknologi Pengolahan Hasil Perkebunan merupakan suatu wadah pembelajaran yang sangat berkaitan langsung dengan pengolahan-pengolahan komoditi hasil perkebunan terutama karet, yang juga merupakan komoditi perkebunan yang menyumbang devisa bagi negara. Karet merupakan salah satu komoditas perkebunan yang di pelajari di Program Studi Teknologi Pengolahan Hasil Perkebunan dan di Politeknik Pertanian Negeri Samarinda diwajibkan setiap mahasiswa untuk mengikuti Praktek Kerja Lapangan (PKL) pada awal semester VI. Politeknik Pertanian Negeri Samarinda Program Studi Teknologi Pengolahan Hasil Perkebunan (TPHP) diharapkan mampu menyiapkan tenaga ahli dibidang perkebunan, khususnya Teknologi Pengolahan Hasil Perkebunan.
B. Tujuan
Kegiatan Praktek Kerja Lapang (PKL) ini bertujuan untuk:
1. Memahami prosedur kerja dan penggunaan alat pengolahan karet di PT. BUDIDUTA AGROMAKMUR.
2. Mengetahui kualitas atau standar mutu yang diterapkan di PT. BUDIDUTA AGROMAKMUR.
3. Membandingkan teori yang didapat di Politeknik Pertanian Negeri Samarinda dengan pengalaman Praktek Kerja Lapang (PKL) di PT. BUDIDUTA AGROMAKMUR.
C. Hasil yang Diharapkan
1. Mahasiswa dapat memahami dan mengerti semua tahapan proses pengolahan karet sheet.
2. Mahasiswa dapat menjadi tenaga kerja yang terlatih sehingga siap didunia kerja dibidang pengolahan karet.
II.
KEADAAN UMUM PERUSAHAAN
A. Tinjauan Umum Perusahaan
PT. BUDIDUTA AGROMAKMUR adalah perusahaan yang telah berganti nama dari PT. Hasfarm Product Ltd. yang didirikan pada tahun 1978. PT. BUDIDUTA AGROMAKMUR bergerak pada bidang usaha agroindustri. Komoditas utama yang dikelola PT. BUDIDUTA AGROMAKMUR yaitu kelapa sawit dan karet.
PT. BUDIDUTA AGROMAKMUR yang menghasilkan berupa bahan baku lateks dan lump yang diolah dipabrik pondok ulin menjadi bahan setengah jadi berupa sheet dengan mutu olah RSS I, RSS II, RSS IV dan cutting, dengan kapasitas pabrik 4 ton/hari.
B. Manajemen Perusahaan
Susunan pengurus di PT. BUDIDUTA AGROMAKMUR Pabrik Pengolahan Karet Rubber Smoke Sheet adalah sebagai berikut :
Plantation Manager : Kunasegaran K. R. Sockalingam Estate Manager : Saptanto Puguh Wardoyo
Sekretaris : Tuti Triana
Asisten Kepala Divisi Karet : Teguh Prasetyo Asisten Kepala Processing : Buasim
a) Sarjana D.3,S.1 1% Pendidikan karyawan
b) Tamat SLTA Sederajat 20% c) Tamat SLTP Sederajat 29%
d) Tidak tamat dan tamat SD 50% Upah karyawan
a) UMSP tahun 2010 : Rp. 1,010,000 / Bulan
Bulanan minimal UMSP Tergantung pimpinan (Masa Kerja, jabatan, Pendidikan Dll).
Gambar 1. Struktur Manajemen PT. BUDIDUTA AGROMAKMUR. Plantation Manager
Kunasegaran K.R. Sockalingam
Estate Manager Saptanto Puguh Wardoyo
Sekretaris Tuti Triana
KTU & Keuangan Humas & Ka. Personalia Askep Div. Karet Askep Processing Makmun Anang Sismadi Teguh Prasetyo Buasim Sumber : (PT. BUDIDUTA AGROMAKMUR, 2010)
C. Lokasi dan Waktu Kegiatan
Lokasi kegiatan Praktek Kerja Lapang (PKL) dilaksanakan di PT. BUDIDUTA AGROMAKMUR Pabrik Karet Rubber Smoke Sheet, Desa Margahayu Kecamatan Loa Kulu Kelurahan Tenggarong Kabupaten Kutai Kartanegara Propinsi Kalimantan Timur. Kegiatan PKL dilaksakan dari tanggal 01 Maret sampai dengan 31 Maret 2010.
III. HASIL PRAKTEK KERJA LAPANG
A. Kriteria Matang Sadap
a. Kriteria sadap ( syarat bukaan sadapan pada suatu tanaman karet), sebagai berikut :
1) Umur pohon karet 5 – 6 tahun.
2) Lilit batang telah mencapai 40 – 45 cm diukur dari 1 m pertautan okulasi. 3) Jumlah pohon karet yang lilit batangnya 45 – 50 cm telah mencapai
60% dari areal tanaman karet yang akan disadap.
4) Pembukaan sadapan dilakukan pada bulan Oktober, setelah musim gugur daun.
b. Tinggi bukaan sadapan
1) Terendah 130 cm dan tertinggi 135 cm diukur dari titik pertautan okulasi yang tertinggi.
2) Bukaan sadapan susulan disesuaikan dengan ketinggian sadapan yang sedang berjalan agar ketinggian sadapan homongen.
c. Miring sudut sadapan
Miring sudut sadapan adalah 40o diukur dari garis horizontal baik sadap bawah (downward tapping) maupun sadap atas (upward tapping ), hal ini bertujuan untuk :
1) untuk memperpanjang alur sadap dan untuk meningkatkan produksi jika dibandingkan dengan kemiringan sadapan 30o.
3) menghindarkan terjadinya bark-island (sisa kulit yang tidak teriris) sewaktu perpindahan dari sadap bawah ke sadap atas.
d. Kulit pohon 1) Tebal kulit :
a) Kulit pohon siap disadap apabila memiliki ketebalan 7 mm.
b) Pada kulit pulihan, pemulihan kulit pertama dalam waktu 7 tahun dapat mencapai 7 mm, sedang untuk pemulihan kedua dalam waktu 8 tahun.
2) Bidang sadap :
Bidang sadap dibedakan 4 bidang kulit perawan dan 2 bidang kulit pulihan, sebagai berikut :
a. Bidang sadap A : kulit perawan bawah yang disadap pada bukaan sadap baru tahun sadap ke 1 sampai ke 6.
b. Bidang sadap B : kulit perawan bawah (bersebelahan dengan bidang sadap A ) yang disadap mulai tahun ke 7 sampai ke 11.
c. Bidang sadap C : kulit perawan atas (diatas bidang sadap A) yang disadap mulai tahun ke 22, 24, dan 26.
d. Bidang sadap D : kulit perawan atas ( diatas bidang sadap B) yang disadap mulai tahun ke 23, 25, dan 27.
e. Bidang sadap A1: kulit pulihan pertama A yang disadap tahun ke 12 sampai ke 16.
f. Bidang sadap B1: kulit pulihan pertama B yang disadap tahun ke 17 sampai ke 21.
e. Sistem sadap
Sistem sadap yang dipakai di PT. BUDIDUTA AGROMAKMUR adalah memakai sistem sadap S2 D2 (penyadapan dilakukan 2 hari sekali dengan menggunakan sistem ½ spiral/lingkaran).
Keterangan :
a. S2: irisan sadap ½ spiral/lingkaran. b. D2: hari sadap 2 hari sekali.
a) Waktu menyadap
Waktu menyadap yang terbaik adalah pada saat tekanan turgor tanaman karet dalam keadaan optimal, yaitu kira–kira pada jam 04.00 pagi hari. Tanaman karet yang dimulai disadap pada jam tersebut akan menghasilkan produksi lebih tinggi dari pada siang hari, karena pada siang hari tekanan turgor didalam batang akan menurun disebabkan naiknya suhu udara.
b) Kedalaman Irisan.
Irisan kulit dengan kedalaman yang mendekati kambiun akan semakin banyak memotong cincin pembuluh lateks, sehingga hasil akan semakin bertambah dengan semakin dalamnya irisan sadapan. Di PT. BUDIDUTA AG ROMAKMUR, kedalaman irisan sadap adalah 0,2 mm
B. Penyadapan 1. Tujuan
Penyadapan bertujuan untuk mendapatkan lateks segar. 2. Dasar teori
Pada tanaman muda, penyadapan dimulai pada umur 5 – 6 tahun, tergantung pada kesuburan pertumbuhan dari pohon karet. Penyadapan dilakukan sepagi mungkin. Hal ini dimaksudkan agar diperoleh hasil lateks yang tinggi, karena bila penyadapan dilakukan pagi, tekanan turgor masih dalam keadaan optimal sehingga akan menghasilkan lateks dengan aliran yang kuat/banyak.
Apabila hujan sejak dini hari penyadapan harus dimulai agak siang, karena penyadapan setelah hujan akan menghasilkan lateks yang encer dan mudah keluar dari alur sadapan serta mudah mengalami prakoagulasi. Dalam keadaan normal penyadapan berlangsung dari mulai 05.30 sampai 10.00 pagi (Setyamidjaja, 1993).
3. Alat dan Bahan
Alat-alat yang digunakan adalah pisau sadap, talang lateks atau spout, mangkuk atau cawan, paku, ember.
Bahan-bahan yang didapat adalah lateks segar. 4. Prosedur Kerja
a) Mengetahui kriteria matang sadap.
b) Kemudian, mengambil scraps (lateks yang membeku pada irisan/alur sadapan), dari bekas irisan yang lalu dan mengumpulkannya.
c) Membetulkan letak talang sadap, letak talang sadap maksimum 10 cm dari alur irisan sadap terendah dan jarak antara talang ke mangkuk maksimum 5 cm.
d) Membuat alur depan dan belakang.
e) Menyadap/mengiris kulit dari kiri atas ke kanan bawah. f) Memasang mangkok.
g) Setelah itu Pengumpulan lateks dilakukan 3 – 4 jam setelah penyadapan. h) Lateks dari mangkok dituangkan ke dalam ember pengumpul dan ambil
lump (lateks yang membeku). i) Timbang lateks.
j) Kemudian lateks dicampurkan amoniak sebanyak 20 cc dengan jumlah lateks 1000 cc agar tidak terjadi proses prakoagulasi.
k) Setelah lateks dicampur amoniak, lalu diaduk sampai merata.
l) Setelah itu, lateks dalam ember pengumpul dipindahkan ke dalam truk pengangkut lateks.
m) Kemudian langsung dibawa menuju tempat pengolahan atau pabrik. 5. Hasil yang dicapai
Penyadapan dilakukan untuk mendapatkan lateks segar yang bebas dari kotoran dan diolah lebih lanjut menjadi RSS (Rubber Smoke Sheet) dan alat-alat yang digunakan harus bersih agar tidak cepat terjadi proses prakoagulasi.
6. Pembahasan
Untuk mendapatkan hasil sadapan yang baik, harus benar-benar diperhatikan cara penyadapannya dan alat-alat yang digunakan dalam penyadapan harus bersih. Agar tidak terjadi kesalahan pada saat penyadapan dikebun. Selain itu, harus perhatikan cara menentukan kesiapan atau kematangan sadap dengan cara melihat umur dan mengukur lilit batangnya.
Kebun karet yang mempunyai tingkat pertumbuhan normal siap disadap pada umur 5 tahun dengan masa produksi 25 tahun dan tinggi pohon karet yang siap untuk disadap adalah 130 cm. Sedangkan kemiringan bidang sadap adalah 40o diukur dari garis horizontal baik sadap bawah maupun sadap atas hal ini bertujuan untuk memperpanjang alur sadap untuk meningkatkan produksi jika dibandingkan dengan kemiringan sadapan 30o, memperlancar/mempercepat pengaliran lateks, menghindarkan terjadinya bark-island (sisa kulit yang tidak teriris) sewaktu perpindahan dari sadap bawah ke sadap atas.
Penyadapan dilakukan pada waktu subuh sekitar jam 04.00 pagi karena lateks yang dihasilkan lebih tinggi tapi apabila penyadapan dilakukan pada siang hari maka perolehan lateks sedikit karena naiknya suhu udara sehingga dapat mempengaruhi jumlah lateks yang akan diperoleh.
Alat yang dipakai dalam penyadapan haruslah bersih. Pisau sadap untuk penyadapan harus bersih dan tajam agar penyadapan dapat dilakukan
sebaik mungkin. Talang lateks terbuat dari seng yang tidak berkarat, dan talang lateks dipasang 10 cm dari alur irisan sadap terendah.
Untuk manampung lateks yang keluar dari pembuluh lateks maka diperlukan mangkok. Mangkok yang digunakan terbuat dari alumuniuam yang berwarna hitam. Mangkok untuk menampung lateks harus selalu dijaga kebersihannya.
Setelah proses pengumpulan lateks di dalam mangkok dan kemudian dikumpulkan didalam ember maka untuk proses selanjutnya adalah penimbangan lateks. Penimbangan lateks bertujuan untuk mengetahui berapa berat lateks penyadapan yang di hasilkan oleh para pekerja selain itu juga penimbangan lateks dilakukan untuk mengetahui berapa gaji yang bisa diperoleh oleh para pekerja dalam sehari. Setelah penimbangan lateks kemudian penambahan amoniak kedalam ember pengumpul, hal ini bertujuan untuk mencegah terjadi prakoagulasi pada lateks sebelum diterima di pabrik pengolahan karet, setelah itu maka penggunaan alat pengukur K3 kebun dengan menggunakan mikrolak hal ini bertujuan untuk mengetahui berapa persentase K3 kebun yang dihasilkan dari kebun penyadapan.
Pengangkutan lateks menuju tepat pengolahan. Namun terkadang lateks yang dikumpulkan terjadi proses yang disebut dengan proses prakoagulasi. Prakoagulasi merupakan pembekuan pendahuluan yang menghasilkan lump atau gumpalan-gumpalan pada cairan getah sadapan.
Setelah itu adalah proses pengangkutan lateks, pengangkutan lateks bertujuan untuk mengantarkan lateks segar ke pabrik pengolahan untuk
diproduksi. Dalam proses pengangkutan lateks menuju tempat pengolahan harus diperhatikan jalan atau sarana transportasi baik jalan atau kendaraan, karena jalan yang buruk akan mempercepat terjadinya prakoagulasi.
Oleh sebab itu semua langkah-langkah pengolahan dari awal hingga akhir harus tetap terkontrol agar mendapatkan hasil yang baik dengan kualitas yang tinggi sehingga berdaya jual mahal.
C. Penerimaan Lateks 1. Tujuan
Tujuan dari penerimaan lateks adalah untuk menerima lateks segar atau sebagai tempat menampung lateks sementara dari kebun karet dan di terima di bak penerimaan.
2. Dasar Teori
Lateks hasil penyadapan yang berasal dari berbagai bagian kebun diangkut dengan tangki yang ditarik truk atau traktor kepabrik. Dipabrik lateks diterima dan dimasukan kedalam bak penerimaan. Lateks yang dimasukan dalam bak penerimaan harus melalui saringan untuk mencegah aliran lateks yang terlalu deras dan terbawanya lump atau kotoran yang lainnya kedalam bak penerimaan (Setyamidjaja, 1993).
Tahap awal dalam pengolahan karet sit asap adalah penerimaan lateks kebun dari pohon karet yang telah disadap. Lateks pada mangkuk sadap dikumpulkan dalam suatu tempat kemudian disaring untuk memisahkan kotoran serta lateks yang telah mengalami prakoagulasi (Anonim, 2010).
3. Alat dan Bahan
Alat yang digunakan adalah bak penerimaan, selang besar.
Bahan yang digunakan adalah lateks segar.
4. Prosedur Kerja
a) Bak penerimaan dicuci bersih.
b) Lateks diterima di tempat pengolahan dengan menggunakan truk pengangkut.
c) Lateks diterima di pabrik pengolahan untuk diolah.
d) Lateks ditempatkan di bak penerimaan untuk dapat diolah menjadi sheet.
5. Hasil yang dicapai
Lateks dari kebun diterima di pabrik dan siap untuk diolah, lateks segar yang datang baik untuk diolah dan lateks yang baik adalah lateks yang tidak tercampur dengan kotoran-kotoran dan lateks yang tidak terjadi proses prakoagulasi.
6. Pembahasan
Penerimaan lateks merupakan langkah awal yang dilakukan dalam proses pengolahan RSS di PT. BUDIDUTA AGROMAKMUR. Oleh sebab itu proses penerimaan lateks harus dilakukan secara benar karena dari proses inilah akan diperoleh lateks yang bagus untuk diolah menjadi Ruber Smoke Sheet.
Sebelum lateks datang ketempat pengolahan maka bak-bak penerimaan lateks harus bersih, hal ini bertujuan untuk mempercepat proses pembekuan agar tidak ada hambatan. Proses pembersihan bak-bak penerimaan harus dibersihkan setiap kali akan melakukan proses pengolahan karet. Pembersihan bak-bak penerimaan dilakukan dengan menyikat seluruh bagian bak dengan bersih dan kemudian dicuci dengan air hingga kotoran yang ada dalam bak benar-benar hilang.
D. Penyaringan Lateks 1. Tujuan
Tujuan dari penyaringan adalah untuk menyaring kotoran-kotoran yang terdapat dalam lateks agar tidak terikut masuk ke dalam bak penerimaan.
2. Dasar Teori
Penyaringan adalah langkah pertama yang dilakukan dalam proses pengolahan karet sheet. Penyaringan ini dilakukan agar kotoran-kotoran (scraps, lump, daun, ranting) yang terdapat di lateks tidak masuk ke dalam bak penerimaan. Di dalam proses penyaringan pabrik menggunakan saringan 40 mesh untuk menyaring lateks yang akan masuk ke dalam bak penerimaan (Goutara dkk, 1976 ).
Saringan yang dipasang pada bak penerimaan terdiri dari saringan kasar dan saringan sedang, terbuat dari alumunium, nikel atau besi tahan karat berukuran 15 mesh dan 24 mesh (Setyamidjaja, 1993).
Kalau jalannya lateks melalui saringan kurang lancar karena lobang-lobang saringan mulai tertutup dengan butir-butir lump atau kotoran lainnya, lateks di dalam saringan tidak boleh diaduk atau plat-plat saringannya diketuk-ketuk, karena dapat mengakibatkan bekuan atau kotoran masuk kedalam bak pencampur. Bila saringan sudah tidak lancar harus diangkat dan diganti dengan saringan yang lain yang bersih. Saringan yang telah kotor itu kemudian dibersihkan. Air cuciannya yang masih mengandung lateks dikumpulkan tersendiri (Setyamidjaja, 1993).
3. Alat dan Bahan
Alat yang digunakan adalah bak penerimaan, saringan 40 mesh, selang besar.
Bahan yang digunakan adalah lateks segar. 4. Prosedur Kerja.
a) Saringan 40 mesh dibersihkan/dicuci. b) Lateks diterima di pabrik pengolahan.
c) Kemudian pengambilan contoh (sampel) untuk mengetahui kadar karet kering (dry rubber content, KKK)-nya sebanyak 100 cc.
d) Setelah itu lateks segar dari tangki dialirkan/dimasukkan ke dalam bak penerimaan dengan menggunakan saringan 40 mesh.
e) Penyaringan lateks ditekan dan diaduk agar lateks lebih cepat mengalir ke dalam bak koagulasi.
5. Hasil yang dicapai
Pada proses penyaringan lateks tidak ada lagi kotoran-kotoran (scraps, lump, daun, ranting) dan mengurangi gumpalan kecil yang terdapat dalam lateks.
6. Pembahasan
Sebelum proses penyaringan maka hal yang harus dilakukan adalah proses membersihan saringan 40 mesh dengan menggunakan air tapi apabila masih terdapat bekuan lateks yang menempel pada saringan maka saringan harus dibersihkan dengan mengunakan lidi/kayu, pembersihan saringan 40 mesh menggunakan lidi dilakukan secara manual.
Proses penyaringan sangat berpengaruh terhadap proses pengolahan RSS (Rubber Smoke Sheet). Karena apabila masih terdapat kotoran-kotoran yang terikut maka dapat menghambat proses pembekuan sehingga dapat mempengaruhi proses penggilingan sheet. Jadi proses penyaringan harus dilakukan dengan teliti.
Pada penyaringan lateks harus diperhatikan saringannya, apabila terjadi penyumbatan maka saringan harus dibersihkan atau digosok agar aliran lateks tidak terhambat.
E. Pengenceran 1. Tujuan
Pengenceran bertujuan agar lateks tidak menjadi pekat, untuk mengetahui kualitas lateks dan penggunaan air untuk pengenceran, serta memudahkan penghilangan gelembung udara atau gas yang terdapat di
dalam lateks selain itu juga untuk penggambilan sampel untuk penentuan K3.
2. Dasar Teori
Dalam pengenceran lateks, jumlah air yang diperlukan harus sesuai dengan keperluan sehingga diperoleh kadar karet baku (kadar karet standar) untuk pembuatan sit. Pengenceran yang terlalu encer akan mengakibatkan bekuan terlalu lunak dan dalam penggilingan mudah robek. Akan tetapi bila bekuan terlalu keras, akan mengakibatkan pemakaian tenaga gilingan yang lebih besar, dan “print” atau “batikan” yaitu terjadinya kembang pada permukaan lembaran sit (ribbed sheet) kurang dalam, dan akibatnya waktu untuk pengeringan lebih lama (Setyamidjaja, 1993).
Pengenceran dapat dilakukan dengan penambahan air yang bersih dan tidak mengandung unsur logam, pH air antara 5,8 – 8,0 (Anonim,
2010).
3. Alat dan Bahan
Alat yang digunakan adalah saringan 40 mesh, hand mangel (gilingan tangan), timbangan, mangkuk, pengaduk, corong, ember, gayung, alat pengukur air, bak koagulasi , lap (serbet).
Bahan yang digunakan adalah lateks, air, asam semut. 4. Prosedur Kerja
b) Sample lateks 100 cc ditambahkan asam semut sebanyak 0,5 cc (± 5 tetes) dan diaduk agar cepat membeku.
c) Sample yang telah membeku di cuci, kemudian digiling dengan menggunakan hand mangel (gilingan tangan) sebanyak 6 kali.
d) Kemudian dilap sampai kering dan ditimbang untuk mengetahui KKK kebun. Adapun untuk perhitungan menentukan K3 kebun adalah dengan menggunakan rumus sebagain berikut : K3 kebun = Bs – 2 x 0,8 – 0,5 x 100% ± 2
Keterangan : K3 kebun = Kadar Karet kering Kebun (%) Bs = Berat Basah
Contoh : Diketahui hasil sample yang didapat setelah dilakukan penimbangan sebesar 32 gram maka K3 kebunnya adalah : 32 – 2 x 0,8 – 0,5 x 100% + 2 = 25,5%
e) Berdasarkan perhitungan diatas, maka K3 kebunnya sebesar 25,5%. Setelah itu harus dilakukan perhitungan untuk jumlah air yang harus ditambahkan, dengan rumus sebagai berikut : JL= (VBx SP) : K3LKdan rumus JA= VB –JL
Keterangan : JL= jumlah lateks VB= jumlah volume bak SP= standar pengolahan (10%) K3LK= K3 lateks kebun JA= jumlah air
Contoh : Diketahui K3 kebun 25,5% jadi JL= (750 x 10%) : 25,5% = 294 liter lateks, dari 294 liter dibulatkan menjadi 290 liter lateks jadi JA= 750 – 290 = 460 liter air.
f) Setelah mengetahui jumlah air dan jumlah lateks yang dibutuhkan untuk setiap bak koagulasi, maka selanjutnya adalah pengukuran air di bak koagulasi dengan alat pengukur air.
g) Alirkan lateks yang dibutuhkan untuk pengenceran dengan volume bak (Vb = 750).
5. Hasil yang dicapai
Diketahui setelah perhitungan kadar karet kering (KKK) adalah 25,5% dan diketahui jumlah air 460 liter air yang ditambahkan untuk pengenceran dan jumlah lateks 290 liter lateks yang diperlukan dalam pengenceran.
6. Pembahasan
Pada proses pengenceran kita dapat mengetahui kadar karet kering (K3) yang akan diolah, dari proses ini kita juga dapat mengetahui kualitas lateks yang akan diolah. Apabila K3 yang dihitung untuk pengenceran benar maka nantinya akan mendapatkan lembaran slab yang bagus sehingga mempengaruhi dari setiap kualitas sheet karena pengunaan air yang dibutuhkan untuk setiap pengolahan sesuai dengan standar pengolahan sheet setiap perusahaan. SP (standar pengolahan) di PT. BUDIDUTA AGROMAKMUR untuk pengolahan sheet adalalah 10%.
Dalam pengenceran ini bak koagulasi yang dipakai 30 – 35 bak, jumlah keseluruhan bak koagulasi adalah 70 bak dengan kapasitas ± 8.000 liter lateks/hari yang dihasilkan oleh PT. BUDIDUTA AGROMAKMUR . Sebagaian bak koagulasi tidak terpakai karena lateks yanag diterima dari kebun sedikit.
Dalam proses pengenceran jumlah air yang ditambahkan harus benar-benar tepat karena apabila penambahan air yang berlebihan maka nantinya akan mendapatkan lembaran slab yang lunak sehingga sangat berpengaruh pada proses penggilingan sehingga mudah sobek sewaktu proses penggilingan sedangkan apabila penambahan air kurang tepat maka akan mendapatkan lembaran slab yang keras dan akhirya akan memerlukan tenaga penggilingan yang besar. Sehingga penggilingan dilakukan lebih dari sekali.
Untuk mendapatkan lembaran slab yang tidak keras dan tidak lunak diperlukannya pengambilan sampel untuk perhitungan K3 karena untuk mengetahui jumlah air yang diperlukan dalam setiap bak koagulasi. Selain itu pengenceran ini sangat penting karena untuk memudahkan penghilangan gelembung udara atau gas yang terdapat di dalam lateks. Apabila jumlah gelembung udara atau gas banyak maka dapat mempengaruhi kualitas lateks.
F. Pembekuan 1. Tujuan
Pembekuan atau koagulasi bertujuan untuk merapatkan butir-butiran karet yang terdapat dalam cairan lateks, supaya menjadi satu gumpalan atau koagulum. Selain itu juga agar lateks menjadi slab-slab yang dapat digiling di mesin penggilingan.
2. Dasar Teori
Pada permukaan lateks biasanya terdapat busa. Busa ini harus disingkirkan terlebih dahulu sebelum lateks dibekukan. Gumpalan-gumpalan bagian karet yang terjadi karena pengaruh prakoagulasi juga harus disingkirkan. Untuk membersihkan busa dapat digunakan pelat-pelat alumunium dan untuk membersihkan pengaruh prakoagulasi dapat digunakan saringan tarik.
Pelat-pelat yang berfungsi sebagai sekat dipasang dalan tangki setelah semua busa dan pengaruh prakoagulasi disingkirkan. Mula-mula pelat bagian tengah terlebih dahulu. Lantas diikuti pelat pembagi ruang hingga semua pelat terpasang. Pelat terlebih dahulu dibasahi untuk mencegah tertutupnya udara dalam koagulasi. Bila udara tertutup maka hasil smoked sheet akan bergelembung-gelembung kecil. Lamanya waktu yang dibutuhkan untuk pembekuan adalah 2 jam (Tim Penulis PS, 2008).
Pembekuan lateks dilakukan di dalam bak koagulasi dengan menambahkan zat koagulan yang bersifat asam. Pada umunya digunakan larutan asam format/asam semut atau asam asetat/asam cuka dengan
konsentrasi 1 – 2 % ke dalam lateks dengan dosis 4 ml/kg karet kering. Jumlah tersebut dapat diperbesar jika di dalam lateks telah ditambahkan zat antikoagulan sebelumnya. Penggunaan asam semut didasarkan pada kemampuannya yang cukup baik dalam menurunkan pH lateks serta harga yang cukup terjangkau bagi kebun dan petani karet dibandingkan bahan koagulan asam lainnya. Tujuan dari penambahan asam adalah untuk menurunkan pH lateks pada titik isoelektriknya sehingga lateks akan membeku atau berkoagulasi, yaitu pada pH antara 4,5 – 4,7 (Anonim,
2010).
Apabila lateks sudah membeku, pada bak koagulasi ditambahkan air untuk lebih mudah mengeluarkan slab dari bak koagulasi. Lateks beku yang sulit dikeluarkan karena melekat pada pelat pemisah terjadi karena tidak ditambahkan air. Air juga mencegah terjadinya oksidasi yang sering menimbulkan noda berwarna biru ungu (Nazaruddin dan Paimin FB,
1996).
3. Alat dan Bahan
Alat yang digunakan adalah pengaduk, bak pembekuan, partisi/plat pemisah, sovel, ember .
Bahan yang digunakan adalah lateks, asam semut (Formit Acied 90%), air.
4. Prosedur Kerja
a) Lateks yang sudah diencerkan, kemudian ditambahkan dengan asam semut 800 – 1000 cc.
b) Lateks yang tertampung dibak pembeku kemudian diaduk sebanyak 6 kali bolak-balik (12 kali), pisahkan antara lateks dengan buih dengan menggunakan sovel.
c) Buih/busa yang ada diatas permukaan lateks diambil hingga benar-benar bersih.
d) Setelah itu pemasangan plat pemisah didalam bak pembeku, pemasangan plat harus dilakukan secara capat dan tepat.
e) Diamkan hingga membeku (± 2 jam).
f) Siram permukaan slab dengan air sebelum sekat dicaput. g) Cabut sekat pemisah didalam bak pembeku.
h) Tutup slab dengan menggunakan plat hingga r apat, agar tidak terjadi oksidasi. Aliri air diatas slab yang telah ditutup dengan plat/partisi. i) Keesokan harinya slab dapat langsung digiling.
5. Hasil yang dicapai
Slab-slab yang dihasilkan dari proses pembekuan tidak terlalu keras dan tidak terlalu lunak.
6. Pembahasan
Pada proses pembekuan adalah untuk penambahan bahan kimia seperti asam semut untuk mempercepat proses pembekuan. Penambahan asam semut harus merata didalam bak koagulasi dan dilakukan pengadukan
sebanyak 12 kali atau 6 kali bolak-balik agar pembekuan lateks dapat merata serta pengadukan harus dilakukan secara hati-hati/perlahan-lahan agar mengurangi gelembung didalam bak koagulasi. Penambahan asam semut harus tepat agar mendapat lembaran slab yang tidak terlalu keras dan tidak terlalu lunak. Ukuran dari bak koagulasi adalah 300 cm x 72,5 cm x 34,5 cm dengan jumlah slab 100 lembar /bak koagulasi.
Setelah dilakukannya penambahan asam semut pada proses pembekuan selain itu hal yang harus diperhatikan adalah pengambilan buih/busa yang ada pada lateks harus benar-benar bersih karena apabila pengambilan buih tidak benar-benar bersih maka dapat mempengaruhi kualitas dari RSS. Pengambilan buih biasanya menggunakan alat yang disebut sovel yang terbuat dari alumunium. Sovel yang terbuat dari alumunium ini harus sering dicuci agar kebersihan dari sovel tetap terjaga. Selain itu partisi/plat yang digunakan dalam proses pembekuan haruslah bersih agar lembaran slab tidak menempel pada partisi/plat.
Agar tidak menempel antara lembaran slab dengan partisi/plat maka setelah ± 2 jam proses pembekuan harus disiramkan air diatas partisi/plat tersebut, hal ini memang sangat kurang diperhatikan tapi manfaatnya sangat besar sekali. Setelah partisi/plat dilepas maka lembaran slab di bak koagulasi ditutup dengan partisi/plat sebanyak 10 partisi/plat agar tertutup semua dan untuk mencegah terkontaminasinya lembaran slab oleh hal-hal yang tidak diinginkan.
G. Penggilingan 1. Tujuan
Penggilingan bertujuan untuk mengeluarkan serum yang terdapat di dalam koagulum dan untuk membuang busa yang tertinggal serta untuk memberikan gambaran (print, batikan, kembang) pada permukaan sheet. Selain itu penggilingan juga bertujuan agar slab menjadi tipis dan permukaannya menjadi lebar.
2. Dasar Teori
Ketebalan koagulum hasil pembekuan ikut pula menentukan penggilingan. Koagulum yang lebih tebal 3 cm sulit untuk langsung digiling. Koagulum yang terlalu tebal perlu dilakukan penggilingan pendahuluan sebelum pengilingan yang sebenarnya.
Kecepatan penggilingan yang terlampau tinggi bisa merobek lembaran smoked sheet. Sedangkan kecepatan yang terlalu rendah bisa membuat penggilingan slab dengan cara berulang-ulang. Faktor kecepatan bukan hal yang bisa diabaikan begitu saja. Kecepatan yang tepat harus ditemukan sendiri pada setiap tempat pengolahan (Tim Penulis PS, 2008).
Mesin-mesin gilingan dilengkapi dengan air pelincir yang terletak di atas gilingan masing-masing. Air pelincir ini berfungsi untuk membersihkan serum yang terdapat pada lembaran sit, mengurangi lengketnya lembaran-lembaran pada silinder-silender gilingan dan mengurangi daya pelincir (slip)
2. Alat dan Bahan
Alat yang digunakan adalah mesin penggiling, bambu. Bahan yang digunakan adalah lembaran slab.
3. Prosedur Kerja
a) Angkat slab ke mesin penggiling.
b) Pisahkan/tarik slab antara satu dengan yang lainnya.
c) Slab digiling dengan menggunakan 5 ukuran ketebalan (sheter). Adapun 5 ukuran ketebalan yaitu : 10 mm, 8 mm, 6 mm, 4 mm, 3 mm.
d) Setelah digiling, lembaran slab dicuci dengan air. e) lembaran slab disusun di bambu dengan rapi. f) Slab ditiriskan.
g) Lembaran slab diangkat menuju smoke house. 4. Hasi l yang dicapai
Lembaran-lembaran slab yang sudah digiling permukaannya menjadi lebar dan tipis serta menjadi lembaran sheet dengan ukuran ± 3 mm.
5. Pembahasan
Pada proses penggilingan harus dilakukan dengan hat-hati karena mesin penggiling yang digunakan berputar secara cepat. Ketebalan dari lembaran slab setelah digiling harus merata agar memudahkan proses pengasapan. Proses penggilingan selain untuk memberikan gambaran (print, batikan, kembang) pada permukaan sheet yaitu untuk menghilangkan busa yang masih tertinggal pada lembaran slab.
Air yang digunakan untuk proses pengolahan sebaiknya harus memenuhi syarat kejernian air, tidak berbau, bereaksi netral dan tidak mengandung logam seperti besi, tembaga dan bikarbonat. Untuk itu, sebelum air digunakan untuk proses pengolahan, perlu dilakukan pengolahan air (water treatment) terhadap air yang diambil langsung dari sumbernya (raw water) yaitu air sungai.
Bambu yang digunakan untuk menghilangkan/meniriskan air yang ada pada lembaran sheet ini haruslah bersih karena untuk menghindarkan terkontaminasinya lembaran slab oleh jamur. Penggunaan bambu setelah proses penggilingan ini bertujuan untuk mempermudah proses pengasapan dan untuk meniriskan air yang masih tertinggal pada lembaran slab. Lembaran-lembaran slab yang telah digiling diletakkan dibambu dengan ukuran bambu 173 cm dan setiap masing-masing bambu dapat diisi dengan lembaran slab sebanyak 3 lembar. Setelah pemasangan lembaran slab yang telah digiling selesai di bambu maka lembaran slab siap untuk dibawa menuju smoke house.
H. Proses Pengasapan 1. Tujuan
Proses pengasapan ini bertujuan agar bahan-bahan pengawet yang terdapat pada asap terserap oleh lembaran-lembaran karet dan membantu pengeringan serta menghambat pertumbuhan spora-spora cendawan atau mikroorganisme lainnya. Selain itu proses pengasapan juga bermanfaat
untuk pengeringan yaitu untuk menghilangkan kadar air yang ada di dalam sheet, pengasapan berlangsung ± 6 hari.
2. Dasar Teori
Lembaran sit yang keluar dari mesin giling mengandung ± 30% air, yaitu air yang melekat pada permukaan lembaran dan air yang terdapat di antara butir-butir karet di dalam lembaran.
Untuk mendapatkan lembaran yang sungguh-sungguh kering, air yang terdapat pada lembaran harus dikeluarkan. Di samping itu, lembaran perlu pula diawetkan agar tahan terhadap kerusakan karena gangguan cendawan yang dapat mengakibatkan penurunan kualitas. Oleh karena itu dalam pembuatan sit diperlukan adanya proses pengasapan dan pengeringan
(Setyamidjaja, 1993).
Selama pengasapan, suhu, ventilasi, dan jumlah asap harus diatur dan dijaga. Lantai ruangan perlu disemen dan dibuat miring, agar air yang masih ada dalam sheet tidak keluar. Pada hari pertama biasannya banyak sekali uap air sehingga perlu dikeluarkan secepatnya dari ruangan. Pentingnya penganturan ventilasi dan pengairan disebabkan karena tempat yang selalu lembab mudah menjadi sarang bakteri, cendawan, atau mikroorganisme lainnya.
Pengasapan dan pengeringan biasannya berlangsung selama 4 hari hingga selesai. Lama pengeringan tergantung dari ketebalan sheet yang akan diolah. Sheet yang tebal membutuhkan waktu pengeringan yang lama,
makin tipis sheetnya, makin cepat waktu pengeringannya (Nazaruddin et al,
2006).
3. Alat dan Bahan
Alat yang digunakan adalah thermometer, ruang asap, bambu. Bahan yang digunakan adalah lembaran slab, kayu bakar.
4. Prosedur Kerja
a) Lembaran slab setelah proses penggilingan diangkut menuju smoke house.
b) Lembaran slab yang basah digantungkan didalam ruang asap, dalam penggantungan slab tidak boleh ada yang menempel antara slab yang satu dengan slab yang lainnya.
c) Setelah tetesan air slab tidak ada kemudian diasapkan, pengasapan dilakukan selama 6 hari.
Adapun suhu kamar asap adalah : 1. Hari pertama : 35°C 2. Hari kedua : 40°C 3. Hari ketiga : 45°C 4. Hari keempat : 50°C 5. Hari kelima : 55°C 6. Hari kenam : 60°C
d) Gunakan kayu bakar untuk proses pengasapan. e) Selanjutnya, proses pembalikan lembaran sheet.
5. Hasi l yang dicapai
Lembaran-lembaran sheet yang telah melalui proses pengasapan matangnya merata, bebas dari jamur, kuat, bebas kontaminasi luar/dalam, dan hampir tidak ada gelembung serta ketebalan merata, ± 3 mm.
6. Pembahasan
Proses pengasapan dilakukan selama 6 hari lebih hingga selesai dan lama pengasapan tergantung dari ketebalan sheet yang diolah. Didalam smoke house menggunakan bahan bakar kayu ulin sebanyak 3m³/hari/smoke house.
Proses pembalikan lembaran sheet dalam rumah pengasapan harus dilakukan secara teratur agar lembaran-lembaran sheet dapat matang secara marata sehingga menghasilkan sheet yang berkualitas baik.
Proses pengasapan akan mendapatkan lembaran sheet yang baik apabila suhu pada waktu proses pengasapan diatur dengan sebaik-baiknya dengan dijaga oleh orang yang bertanggung jawab, karena pengaturan suhu sewaktu pengasapan dilakukan setiap jam. Apabila suhu yang diinginkan malebihi dari suhu normal maka dapat dilakukan pengurangan suhu dengan cara pengurangan bahan bakar kayu agar suhu pengasapannya menurun dan apabila suhunya rendah dengan yang diinginkan maka harus ditambahkan dengan kayu bakar agar suhunya normal.
Bahan bakar yang digunakan harus sesuai dengan kebutuhan dari proses pengasapan itu sendiri. Kayu bakar yang bagus adalah kayu bakar yang tahan lama (awet), menghasilkan pemanasan yang maksimal sehingga
tidak boros pada bahan bakar. Bahan bakar yang bagus adalah kayu ulin karena kayu ini keras sehingga habisnya lebih lama bila dibandingkan dengan kayu clercidi, kayu akasia, kayu lamtoro, kayu karet.
I. Proses Sortasi 1. Tujuan
Proses sortasi ini bertujuan untuk menentukan kualitas dari masing-masing sheet dari yang memenuhi standar RSS 1, RSS II, RSS IV, cutting, cutting kapuk. Selain itu sortasi berjuan untuk memisahkan lembaran sheet yang matang dengan lembaran sheet yang kurang matang (cutting).
2. Dasar Teori
Setelah diasapi dan dikeringkan smoked sheet harus diseleksi atau disortasi. Ini penting karena menyangkut mutu yang dihasilkan untuk menentukan harga jualnya. Dalam satu pak atau bandela tidak boleh digabungkan smoked sheet yang berlainan mutunya karena bisa merusak kepercayaan serta hubungan bak dengan pembeli.
Meja sortasi dari kaca berwarna susu dengan dinding di sebelah bawah yang berwarna putih membentuk sudut 45° dapat digunakan untuk pemeriksaan. Cahaya sewaktu melakukan pengontrolan harus cukup dan mengenai dinding putih. Bila ruangan gelap, dapat digunakan cahaya dari lampu listrik. Yang dikontrol terutama adalah kotoran-kotoran dan gelembung-gelembung udara. Selain itu juga diperiksa ketebalan, panjang, lebar, serta warna smoked sheet yang dihasilkan (Nazaruddin dan Paimin
Proses sortasi dilakukan secara visual berdasarkan warna, kotoran, gelembung udara, jamur dan kehalusan gilingan yang mengacu pada standard yang terdapat pada SNI 06-0001-1987. Secara umum sit diklasifikasikan dalam mutu RSS 1, RSS 2, RSS 3, RSS 4, RSS 5 dan Cutting. Cutting merupakan potongan dari lembaran sheet yang terlihat masih mentah (Anonim, 2010).
Tabel 1. SNI 06-0001-1987 Conventional Rubber.
Grade Kriteria/Kelas Mutu
RSS I Kelas ini harus memenuhi persyaratan yaitu, sit yang dihasilkan harus benar -benar kering, bersih, kuat, tidak ada cacat, tidak berkarat, tidak melepuh serta tidak ada benda-benda pengotor. Jenis RSS 1 tidak boleh ada garis-garis pengaruh dari oksidasi, sit lembek, suhu pengeringan terlalu tinggi, belum benar-benar kering, pengasapan berlebihan, warna terlalu tua serta terbakar. Bila terdapat gelembung-gelembung berukuran kecil (seukuran jarum pentul) masih diperkenankan, asalkan letaknya tersebar merata. Pembungkusan harus baik agar tidak terkontaminasi jamur. Tetapi, bila sewaktu diterima terdapat jamur pada pembungkusnya, masih dapat diizinkan asalkan tidak masuk ke dalam karetnya.
RSS II Standar RSS 2 hasilnya harus kering, bersih, kuat, bagus, tidak cacat, tidak melepuh dan tidak terdapat kotoran. Sit tidak
diperkenankan terdapat noda atau garis akibat oksidasi, sit lembek, suhu pengeringan terlalu tinggi, belum benar-benar kering, pengasapan berlebihan, warna terlalu tua serta terbakar. Sit kelas ini masih menerima gelembung udara serta noda kulit pohon yang ukurannya agak besar (dua kali ukuran jarum pentul). Zat-zat damar dan jamur pada pembungkus, kulit luar bandela atau pada sit di dalamnya masih dapat ditorerir. Tetapi bila sudah melebihi 5% dari bandela, maka sit akan ditolak. RSS III Standar karet RSS 3 harus kering, kuat, bagus, tidak cacat,
tidak melepuh dan tidak terdapat kotoran. Bila terdapat cacat warna, gelembung udara besar (tiga kali ukuran jarum pentul), ataupun noda-noda dari kulit tanaman karet, masih ditorerir. Namun, tidak diterima jika terdapat noda atau garis akibat oksidasi, sit lembek, suhu pengeringan terlalu tinggi, belum benar-benar kering, pengasapan berlebihan, warna terlalu tua serta terbakar. Jamur yang terdapat pada pembungkus kulit luar bandela serta menempel pada sit tidak menjadi masalah, asalkan jumlahnya tidak melebihi 10% dari bandela dimana contoh diambil.
RSS IV Standar karet RSS 4 harus kering, kuat, tidak cacat, tidak melepuh serta tidak terdapat pasir atau kotoran luar. Yang diperkenankan adalah bila terdapat gelembung udara kecil-kecil sebesar 4 kali ukuran jarum pentul, karet agak rekat atau
terdapat kotoran kulit pohon asal tidak banyak. Mengizinkan adanya noda-noda asalkan jernih. Sit lembek, suhu pengeringan terlalu tinggi dan karet terbakar tidak bisa diterima. Bahan damar atau jamur kering pada pembungkus kulit bagian luar bandela serta pada sit, asalkan tidak melebihi 20% dari keseluruhan masih mungkin untuk kelas RSS 4.
RSS V Karet yang dihasilkan harus kokoh, tidak terdapat kotoran atau benda asing, kecuali yang diperkenankan. Dibanding dengan kelas RSS yang lain RSS 5 adalah yang terendah standarnya. Bintik-bintik, gelembung kecil, noda kulit pohon yang besar, karet agak rekat, kelebihan asap dan sedikit belum kering masih termasuk dalam batas toleransi. Bahan damar atau jamur kering pada pembungkus kulit bagian luar bandela serta pada sit, asalkan tidak melebihi 30% dari keseluruhan masih mungkin untuk kelas RSS 5. Pengeringan pada suhu tinggi dan bekas terbakar tidak diperkenankan untuk jenis kelas ini
Sumber : (Dewan Standardisasi Nasional Indonesia, 1987). 3. Alat dan Bahan
Alat yang digunakan adalah gunting, meja sortasi.
Bahan yang digunakan adalah lembaran sheet yang sudah matang. 4. Prosedur Kerja
a) Lembaran sheet yang sudah matang dibawa kedalam ruang sortasi. b) Lembaran sheet diletakkan diatas meja sortasi.
c) Lembaran sheet diterawang di atas meja sortasi untuk menentukan kuliatas sheet.
d) Lembaran sheet dipilih dan ditentukan mutunya.
e) Lipat lembaran sheet agar memudahkan proses pengepakan. 5. Hasil yang dicapai
Standar mutu rubber smoke sheet (RSS) hasil produksi PT. BUDIDUTA AGROMAKMUR adalah :
Tabel 2. Standar RSS PT. BUDIDUTA AGROMAKMUR.
Grade Kriteria/Kelas Mutu
RSS I Lembaran harus kering dan warna cerah merata, bebas dari jamur, kuat, bebas kontaminasi luar/dalam, dan hampir tidak ada gelembung serta ketebalan merata, ± 3 mm.
RSS II Lembaran harus kering dan warna cerah merata, bebas dari jamur, kuat, bebas kontaminasi luar/dalam, gelembung sebesar lubang jarum maksimal 5%, ketebalan merata, ± 3 mm.
RSS IV Lembaran harus kering dan warna cerah merata, bebas dari jamur, kuat, bebas kontaminasi luar/dalam, gelembung maksimal 20%, ketebalan merata, ± 3 mm.
Sumber : (PT. BUDIDUTA AGROMAKMUR, 2010) 6. Pembahasan
Perlu dilakukannya proses sortasi karena untuk memisahkan antara RSS I, RSS II, RSS IV dan cutting, cutting kapuk. Proses sortasi dilakukan
dengan cara menerawang sheet diatas meja sortasi untuk mengetahui kualitas dari RSS. Apabila pada sheet yang berjamur maka perlu dilakukannya pencucian dengan ditambahkan formalin dan harus dilakukan proses pengasapan kembali.
Perlu dilakukannya pelipatan dalam lembaran sheet agar memudahkannya proses pengepressan dan memudahkannya membuat bentuk dari setiap ball. Selain itu lamanya proses sortasi disebabkan oleh banyaknya cutting yang harus dipotong dalam lembaran sheet.
Proses sortasi ini untuk memisahkan kualitas dari masing-masing RSS I, II, IV dan cutting. Sehingga memudahkan untuk mengetahui kualitas dari lembaran sheet yang telah dilakukannya proses pengasapan.
J. Proses Pengepakan 1. Tujuan
Proses pengepakan ini bertujuan agar packing dan pengepresan lebih mudah dibungkus dengan lembaran sheet serta untuk membedakan RSS I, II, IV dan catting.
2. Dasar Teori
Setelah disortir dan diperiksa, sheet yang telah jadi di press ke dalam bandela serta dibungkus dengan lembaran karet dari kelas mutu yang sama atau lebih bagus satu bandela mempunyai berat antara 224 – 250 lbs (lembar sheet). Untuk kelas RSS 1, dan RSS 2 pada kulit luarnya dilumuri tepung agar tidak saling melekat.
Terakhir bandela-bandela ditimbang kembali agar sama beratnya. Bila ada bandela yang beratnya kurang atau melebihi 1% dari berat seharusnya, maka harus dipak ulang.
Pengolahan sheet seperti itu umumnya dilakukan diperkebunan-perkebunan karet besar, milik pemerintahan atau swasta. Sedangkan di perkebunan karet rakyat pengolahanya terglong sederhana. Karet sheet yang dihasilkan oleh petani atau karet sheet rakyat umumnya tidak melalui proses pengasapan, berupa sheet angin (Nazaruddin dan Paimin FB, 1996).
3. Alat dan Bahan
Alat yang digunakan adalah timbangan, papan, kuas, penusuk, mesin press, sablon.
Alat yang digunakan adalah RSS, minyak tanah, kapur talk. 4. Prosedur Kerja
a) Setelah disortir kemudian dilakukan proses pengepakkan. b) Timbang sheet 113 kg.
c) Siapkan mesin pengepress, kemudian sheet disusun secara bersilang-silang.
d) Letakkan bahan papan press diatas gelendeng dengan lapisan papan dan pasang mesin press, kemudian dipress.
e) Setelah itu mesin press dilepas dan setiap ball diberi besi agar kuat. f) Setelah dipress kemudian diamkan selama 12 jam agar ball menjadi kuat
g) Lepaskan besi untuk membentuk ball, kemudian dibungkus dengan lembaran RSS sebanyak 8 lembar.
h) Ditusuk-tusuk dengan penusuk agar menjadi kuat dan rapat.
i) Kemudian proses pengapuran (pencampuran minyak tanah dan kapur talk) dan pemberian sablon/grade.
5. Hasi l Yang Dicapai
Setiap ball ketentuan perusahaan adalah 113 ± kg, RSS yang didapat sesuai dengan yang diharapkan karena melalui proses yang baik dan sangat hati-hati. Setiap langkah dan proses pengolahan akan mempengaruhi hasil akhir dari pengolahan yang akan dilakukan.
6. Pembahasan
Setelah proses pengepressan dilakukannya kemudian proses pengapuran yaitu pencampuran minyak tanah dan kapur talk dengan jumlah 10 liter minyak dengan 4 kg kapur. Campurkan ke dua bahan tersebut dan dioleskan disetiap permukaan ball dengan menggunakan kuas, pengapuran bertujuan agar lembaran RSS tidak lengket. Setelah itu, adalah pemberian grade/sablon diatas ball agar mengetahui masing-masing mutu dari RSS I, II, IV.
Proses pengepakan merupakan tahapan terakhir dari proses pengolahan RSS. Setelah proses pengepakkan maka RSS siap untuk dijual atau dipasarkan kepada pembeli. Setelah proses pengepakkan ini dilakukan kemudian adanya proses penggudangan, proses penggudangan ini bertujuan
sebagai tempat penampungan sementara RSS (ruber smoke sheet) yang akan dijual.
RSS yang akan dijual biasanya di pasarkan setiap sebulan sekali atau sesuai dengan pesanan pembeli, RSS biasanya dijual ke Medan dan Singapura. Transportasi yang digunakan adalah melalui jasa kapal dan apabila terjadi kerusakan pada RSS maka itu bukan menjadi tanggung jawab dari pihak perusahaan karena pihak perusahaan hanya menjual dari tempat penggudangan saja.
Tabel 3. Data Produksi Manufacture 2010 PT. BUDIDUTA AGROMAKMUR.
Grade Januari Februari
RSS I 59, 219 60, 229 RSS II 513 206 Cutting Sheet 653 422 Cutting Kapuk 151 46 Lump Pabrik 38 97 Lump 53, 913 46, 788 Lump Tanah - -Total 114, 140 114, 140 107, 788 221, 928 Sumber : (PT. BUDIDUTA AGROMAKMUR, 2010)
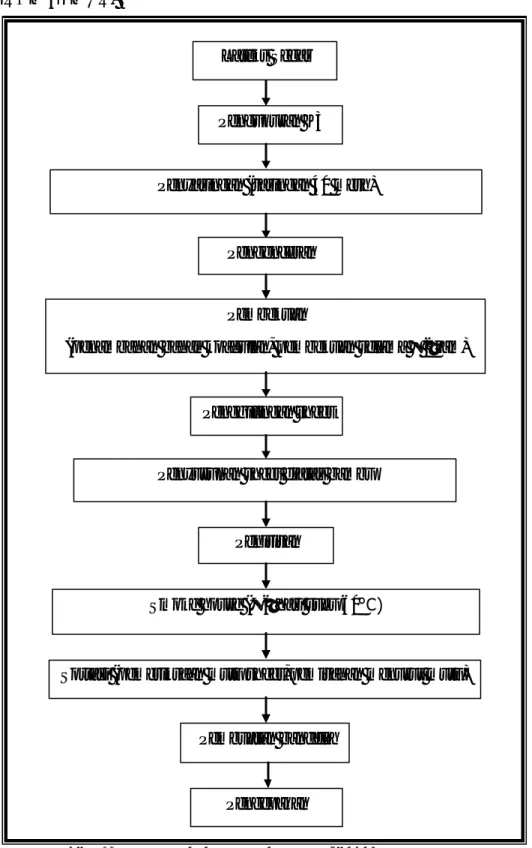
Gambar 1. Diagram Proses Pengolahan Rubber Smoke Sheet PT. BUDIDUTA AGROMAKMUR.
Sumber : (PT. BUDIDUTA AGROMAKMUR, 2010) Lateks Segar
Pengukuran K3
Penyaringan (saringan 40 mesh)
Pengenceran
Pembekuan
(penambahan bahan koagulan, pembekuan selama ± 2 jam)
Penggilingan sheet
Penyusunan sheet diatas bambu
Penirisan
Smoke house (± 6 hari suhu 60°C)
Sortasi (pemeriksaan mutu sheet, pemisahan menurut mutu)
Pembuatan bandela
IV. KESIMPULAN DAN SARAN
A. Kesimpulan
1. Pengolahan karet di PT. BUDIDUTA AGROMAKMUR menggunaan alat secara manual untuk pengolahan karet.
2. PT. BUDIDUTA AGROMAKMUR menerapkan standar mutu sheet dengan mutu olah RSS I, RSS II, RSS IV, dan cutting dengan kapasitas pabrik 4 ton/hari.
3. Teori yang didapat di Politeknik Negeri Samarinda berbeda dengan pengalaman Praktek Kerja Lapang (PKL) di PT. BUDIDUTA AGROMAKMUR.
B. Saran
Selaku mahasiswa yang melaksanakan PKL di PT. BUDIDUTA AGROMAKMUR , maka perlu menambahkan saran untuk pihak perusahaan sendiri sehingga tingkat kesalahan dan kerugian dapat dimi nimalkan dengan mengupayakan hal-hal berikut seperti ini :
1. Dalam beberapa tahun kedepan PT. BUDIDUTA AGROMAKMUR dapat mengganti alat-alat pengolahan secara manual dengan alat-alat yang lebih modern.
2. Menggunakan metode asap cair sebagai pengganti kayu bakar untuk mengurangi biaya produksi.
tercampur dengan kualitas dari Ruber Smoke Sheet (RSS) yang lainnya. 4. Agar selalu memperhatikan kesejahteraan dan kesehatan karyawannya.
DAFTAR PUSTAKA
Anonim, 1999. Pedoman Manejemen Operasional Budidaya Karet. PT. PERKEBUNAN XVIII ( PERSERO ). Semarang.
Anonim, 2010. Pengolahan Karet Alam. http://id.wikipedia.org/wiki/Karet sit asap
(4 Mei 2010).
Dewan Standardisasi Nasional Indonesia, 1987. SNI 06-0001-1987 Conventional Rubber. Standarisasi Nasional Indonesia. Jakarta.
Goutara, dkk, 1976. Dasar Pengolahan Karet. Fatementa. Bogor.
Nazaruddin dan Paimin FB, 1996. Strategi Pemasaran Tahun 2000 dan Budidaya dan Pengolahan. PT. Penebar Swadaya. Jakarta.
Nazaruddin et al, 2006. Budidaya Tanaman Karet. PT. Penebar Swadaya. Jakarta. Setyamidjaja, Djoehana, 1993. Budidaya Karet dan Pengolahannya. Kanisius.
Yogyakarta.
Setyamidjaja, Djoehana, 1993. Karet. Kanisius. Yogyakarta.
Lampiran 1. Gambar Penyadapan di PT. BUDIDUTA AGROMAKMUR
Gambar 3. Proses Penyadapan
Gambar 5. Proses penggumpulan lateks di dalam ember pengumpul dan penimbangan lateks
Gambar 7. Proses pengukuran K3 kebun dengan mikrolak
Gambar 9. Proses pengangkutan
Lampiran 2. Gambar Penerimaan Lateks di PT. BUDIDUTA AGROMAKMUR
Lampiran 3. Gambar Pengenceran di PT. BUDIDUTA AGROMAKMUR
Gambar 11. Proses pengambilan sampel latek 100 cc untuk menghitung K3
Gambar 13. Proses pembekuan sampel
Gambar 15. Proses penggilingan sampel dengan gilingan tangan
Gambar 17. Proses penimbangan sampel
Lampiran 4. Gambar Penyaringan Lateks di PT. BUDIDUTA AGROMAKMUR
Gambar 19. Proses penyaringan lateks dengan saringan 40 mesh Lampiran 5. Gambar Pembekuan di PT. BUDIDUTA AGROMAKMUR
Gambar 21. Pengadukan sebanyak 6 kali bolak-balik (12 kali)
Gambar 23. Pemasangan partisi/plat
Gambar 25. Koagulum yang dicabut dari partisi
Lampiran 6. Gambar Penggilingan Slab di PT. BUDIDUTA AGROMAKMUR
Gambar 27. Proses penirisan lembaran sheet
Lampiran 7. Gambar Pengasapan di PT.BUDIDUTA AGROMAKMUR
Gambar 29. Sheet dirumah asap
Gambar 31. Proses pemanenan RSS
Lampiran 8. Gambar Sortasi di PT. BUDIDUTA AGROMAKMUR
Gambar 33. RSS yang sudah dilipat
Lampiran 9. Gambar Pengepakan di PT. BUDIDUTA AGROMAKMUR
Gambar 35. Proses penusukan bandela
Gambar 37. Proses penyablonan
Lampiran 10. Gambar Kriteria RSS I, II, IV dan Cutting
Gambar 39. RSS I
Gambar 41. RSS IV