LEMBAR PENGESAHAN PRA RANCANGAN PABRIK
PEMBUATAN HIGH IMPACT POLYSTYRENE DENGAN PROSES BULK CONTINUOUS
KAPASITAS PRODUKSI 22.000 TON/ TAHUN TUGAS AKHIR
Diajukan untuk Memenuhi Persyaratan Ujian Sarjana Teknik Kimia Ekstensi
Oleh :
NIM. 050425006
M. INDRA LAMORA
Telah Disidangkan pada Tanggal 2008 Diperiksa / Disetujui Oleh :
Dosen Pembimbing I, Dosen Pembimbing II,
(Mersi S. Sinaga, ST. MT.)
NIP. 132 206 946 NIP. 132 243 713
(M. Hendra S. Ginting ,ST.MT)
Dosen Penguji I, Dosen Penguji II, Dosen Penguji III,
(Mersi S. Sinaga, ST. MT.) (Dr.Ir. Irvan, Msi)
NIP. 132 206 946 NIP. 132 126 842 NIP. 132 282 133 (Rondang Tambun,ST,MT)
Koordinator Tugas Akhir
NIP. 132 126 842 (Dr.Ir. Irvan, MSi)
PROGRAM STUDI TEKNIK KIMIA EKSTENSI FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA MEDAN
2008
Dengan mengucapkan puji dan syukur alhamdulillah penulis haturkan terima
kasih yang setinggi-tingginya kepada Allah SWT atas segala rahmat dan hidayah-Nya
sehingga penulis dapat menyelesaikan tugas akhir ini.
Tugas akhir ini disusun untuk melengkapi persyaratan ujian sarjana teknik pada
Departemen Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara. Adapun judul
tugas akhir ini adalah :
Pra Rancangan Pabrik Pembuatan High Impact Pplystyrene dengan Proses Bulk Continuous Kapasitas Produksi 22.000 Ton/ Tahun
Dalam menyelesaikan tugas akhir ini, penulis banyak menerima bantuan, saran,
bimbingan, dan fasilitas dari berbagai pihak. Untuk itu pada kesempatan ini penulis
mengucapkan terima kasih yang sebesar-besarnya kepada:
1. Teristimewa ucapan terimakasih yang tidak terhingga kepada Ayahanda tercinta
Zein Rangkuti, SPd dan Ibunda tercinta Kamilah Pulungan, SPd yang telah
membesarkan dan mendidik penulis mulai dari masa anak-anak hingga saat ini dan
dengan tulus mendoakan penulis setiap saat.
2. Ibu Mersi S. Sinaga, ST. MT, selaku pembimbing utama dalam tugas akhir ini yang
juga telah memberikan bimbingan dan arahan selama menyelesaikan tugas akhir ini.
3. Bapak M. Hendra S. Ginting, ST. MT, selaku pembimbing kedua tugas akhir ini
yang banyak memberikan bimbingan, saran, dan dorongan semangat selama
menyelesaikan tugas akhir ini.
4. Bapak Dr. Ir. Irvan, MSi, selaku koordinator tugas akhir Departemen Teknik Kimia,
Fakultas Teknik Universitas Sumatera Utara
5. Ibu Ir. Renita Manurung , MT, selaku Ketua Departemen Teknik Kimia, Fakultas
Teknik Universitas Sumatera Utara.
6. Seluruh staf pengajar dan pegawai pada Departemen Teknik Kimia, Fakultas Teknik
USU dan pegawai yang banyak membantu dan memberi saran dalam perancangan
deskripsi proses pra rancangan pabrik dalam tugas akhir ini.
7. Saudara-saudaraku yang dengan ketulusan hati mendidik, membimbing, memberi
kasih sayang dan dorongan baik moril maupun materil kepada penulis, Yahya
ii
8. Teman-teman terbaikku Asmidar, Samrijen, Alida, Junita, Bang Samsul dan
teman-teman seperjuangan di teknik kimia.
Penulis menyadari bahwa masih banyak kekurangan yang terdapat pada
pengerjaan Tugas Akhir ini sehingga jauh dari sempurna, sehubungan dengan itu
penulis dengan terbuka menyambut setiap saran dan kritik yang membangun dari semua
pihak demi penyempurnaannya dimasa datang.
Semoga karya akhir ini dapat bermanfaat bagi pembaca, terutama bagi
mahasiswa/i Departemen Teknik Kimia.
Medan, November 2008
( M. Indra Lamora )
Halaman
Kata pengantar ………. . i
Daftar Isi ... iii
Daftar Tabel ... vii
Daftar Gambar... viii
Intisari ... ix
BAB I PENDAHULUAN
1.1. Latar Belakang ……… I-1
1.2. Perumusan Masalah ……… I-2
1.3. Tujuan Rancangan ……….. I-3
1.4. Manfaat Pra Rancangan ………. I-4
BAB II TINJAUAN PUSTAKA
2.1. Sejarah Polystyrena …………..……….. II-1
2.2. Macam-macam Proses Produksi High Impact Polystyrene …... II-2
2.3. Dasar reaksi ……… II-4
2.4. Sifat-sifat Bahan Baku, Bahan Pembantu dan Produk ……….. II-5
2.5. Deskripsi Proses ………. II-7
BAB III NERACA MASSA
3.1. Neraca Massa Mixer 1 ……… III-1
3.2. Neraca Massa Mixer 2 ……… III-1
3.3. Neraca Massa Reaktor ……… III-2
3.4. Neraca Massa Devolatilizer ……….... III-2
3.5. Neraca Massa Rotary Dryer ……….. III-2
BAB IV NERACA PANAS
4.1. Heat Exchanger 1……… IV-1
4.2. Mixer 2 ………... IV-1
4.3. Heat Exchanger 2 ……….. IV-1
4.4. Reaktor ……….. IV-2
4.5. Devolatilizer ……….. IV-2
iv
4.7. Cooler ……… IV-3
4.8. Rotary Dryer ……….. IV-3 BAB V SPESIFIKASI PERALATAN
5.1. Tangki Penyimpanan Stirena ... V-1
5.2. Pompa Stirena (P-01) ... V-1
5.3. Tangki Penyimpanan Etil Benzena ... V-2
5.4. Pompa Etil Benzena (P-02) ... V-2
5.5. Mixer 1 ... V-3
5.6. Pompa Tangki pencampuran (P-03) ... V-3
5.7. Heat Exchanger (HE-01)... V-4
5.8. Gudang Polibutadiena ... V-4
5.9. Bucket Elevator (BE-01) ... V-4
5.10.Hammer Mill (HM-01) ... V-5
5.11.Screening (SC-01) ... V-5
5.12.Belt Conveyor (BC-01)... V-6
5.13.Rotary Feeder (RF-01) ... V-6
5.14.Mixer 2 ... V-7
5.15.Pompa Mixer (P-04) ... V-7
5.16.Heat Exchanger (HE-02)... V-8
5.17.Gudang Benzoil Peroksida (G-02) ... V-8
5.18.Bucket Elevator (BE-02) ... V-8
5.19.Rotary Feeder (RF-02) ... V-9
5.20.Reaktor (R-01) ... V-9
5.21.Pompa Reaktor (P-05) ... V-10
5.22.Devolatilizer (DV-01) ... V-10
5.23.Pompa Vakum (VP-01) ... V-11
5.24.Kondensor(C-01) ... V-11
5.25.Tangki Penampungan (T-04) ... V-12
5.26.Pompa Tangki Penampungan (P-07) ... V-12
5.27.Pompa Devolatilizer(P-06) ... V-13
5.28.Cooler(C-02) ... V-13
5.29.Rotary Dryer (RD) ... V-14
5.32.Pellet Mill (PM-01) ... V-15
5.33.Screening (SC-02) ... V-15
5.34.Belt Conveyor(BC-02) ... V-16
5.35.Gudang Penyimpanan Produk HIP ………. V-16
5.36.Belt Conveyor (BC-03) ……….... V-16
5.37.Gudang Penyimpanan Produk HIP yang tidak memenuhi
standar (G-03) ………. V-17
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA
6.1. Instrumentasi ……….. VI-1
6.2. Keselamatan Kerja ………. VI-10
6.3. Keselamatan Kerja pada Pabrik HIP ………. VI-11
BAB VII UTILITAS
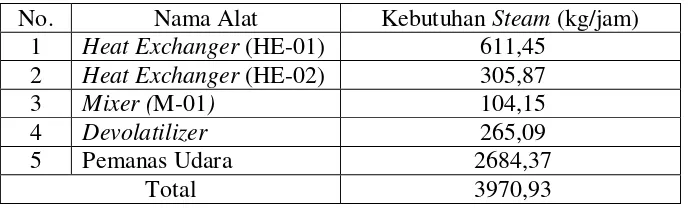
7.1. Kebutuhan steam ……….. VII-1
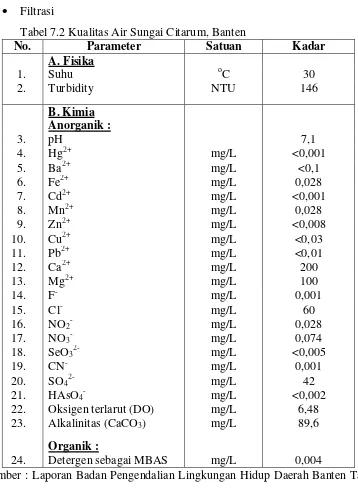
7.2. Kebutuhan Air ……….. VII-2
7.3. Kebutuhan Bahan Kimia ……….. VII-9
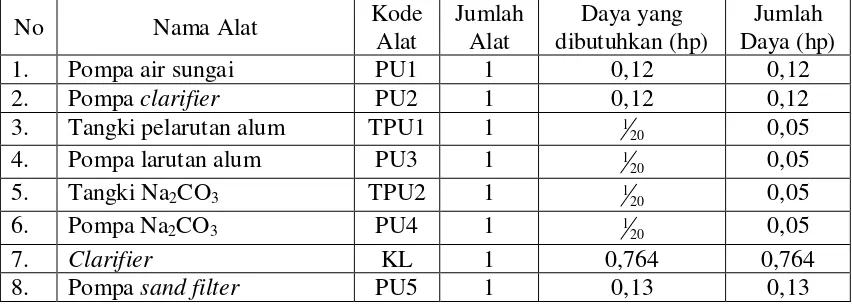
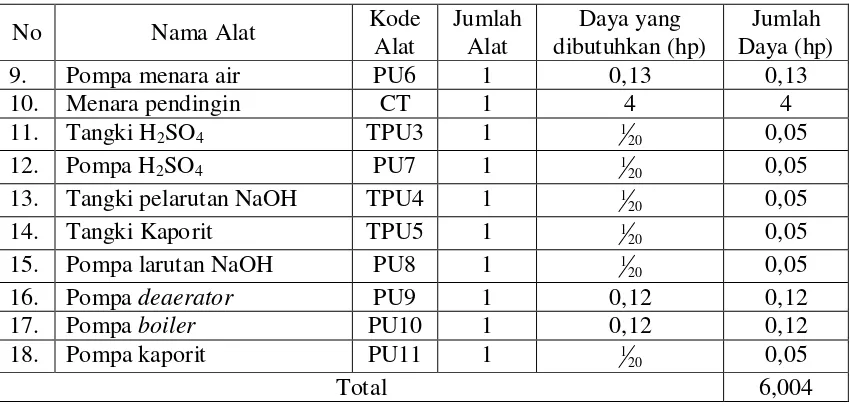
7.4. Kebutuhan Listrik ………. VII-10
7.5. Kebutuhan Bahan Bakar ……….. VII-11
7.6. Unit prngolahan Limbah ……….. VII-12
7.7. Spesifikasi Peralatan Utilitas ………... VII-21
BAB VIII LOKASI DAN TATA LETAK PABRIK
8.1. Pemilihan Lokasi Pabrik …... ……….. VIII-1
8.2. Tata Letak Pabrik ………. VIII-5
8.3. Perincian Luas Tanah ……….. VIII-6
BAB IX ORGANISASI MANAJEMEN PERUSAHAAN
9.1. Pengertian Manajemen ……….………... IX-1
9.2. Bentuk Badan Usaha ……….. IX-1
9.3. Struktur Organisasi ……….………. IX-2
9.4. Uraian Tugas,Wewenang dan Tanggung Jawab ………. IX-4
9.5. Tenaga Kerja dan Jam Kerja ………... IX-9
vi
BAB X ANALISA EKONOMI
10.1.Modal Investasi ………. X-1
10.2.Biaya Produksi Total / Total Production Cost ……….. X-3
10.3.Analisa Aspek Ekonomi ……… X-4
BAB XI KESIMPULAN ……… XI-1
DAFTAR PUSTAKA ……… DP-1 LAMPIRAN A PERHITUNGAN NERACA MASSA ………. LA-1 LAMPIRAN B PERHITUNGAN NERACA PANAS ………. LB-1 LAMPIRAN C SPESIFIKASI ALAT ……… LC-1 LAMPIRAN D PERHITUNGAN UTILITAS ……… LD-1 LAMPIRAN E PERHITUNGAN EKONOMI ……… LE-1
Tabel 1.1 Data Import HIP di Indonesia ……… ... I-2
Tabel 2.1 Kelebihan dan kekurangan berbagai proses produksi HIP ... II-7
Tabel 3.1 Neraca Massa Mixer 1 ... III-1
Tabel 3.2 Neraca Massa Mixer 2 ... III-1
Tabel 3.3 Neraca Massa Reaktor ... III-2
Tabel 3.4 Neraca Massa Devolatilizer ... III-2
Tabel 3.5 Neraca Massa Rotary Dryer ... III-2
Tabel 4.1 Neraca Panas Heat Exchanger 1 ... IV-1
Tabel 4.2 Neraca Panas Mixer 2 ... IV-1
Tabel 4.3 Neraca Panas Heat Exchanger 2 ... IV-1
Tabel 4.4 Neraca Panas Reaktor ... IV-2
Tabel 4.5 Neraca Panas Devolatilizer ... IV-2
Tabel 4.6 Neraca Panas Kondensor ... IV-2
Tabel 4.7 Neraca Panas Cooler ... IV-3
Tabel 4.8 Neraca Panas Rotary Dryer ... IV-3
Tabel 6.1 Daftar Instrumentasi pada Pra Rancangan Pabrik Pembuatan HIP ... VI-3
Tabel 6.2 Pencegahan dan Pertolongan Pertama jika Terkena Bahan Kimia…….VI-13
Tabel 7.1 Kebutuhan Steam pada Tiap-Tiap Alat ... VII-1
Tabel 7.2 Kualitas Air Citarum, Merak – Banten ... VII-3
Tabel 7.3 Perincian Kebutuhan Listrik pada Unit Proses ... VII-9
Tabel 7.4 Perincian Kebutuhan Listrik pada Unit Utilitas ... VII-10
Tabel 7.5 Perincian Kebutuhan Listrik untuk Pabrik ... VII-11
Tabel 7.6 Perincian Limbah Proses Produksi HIP ... VII-14
Tabel 8.1 Perincian Luas Tanah ... VIII-6
Tabel 9.1 Jumlah Tenaga Kerja Beserta Tingkat Pendidikannya ... IX-8
Tabel 9.2 Pembagian Kerja Shift Tiap Regu ... IX-11
Tabel 10.1 Modal Investasi Tetap (FCI) ... X-2
Tabel 10.2 Modal Kerja ... X-3
Tabel 10.3 Biaya Tetap ... X-4
viii
DAFTAR GAMBAR
Gambar 6.1 Instrumentasi pada tangki penyimpanan ... VI-4
Gambar 6.2 Instrumentasi pada pompa ... VI-5
Gambar 6.3 Instrumentasi pada rotary feeder ... VI-5
Gambar 6.4 Instrumentasi pada mixer ……….. VI-6
Gambar 6.5. Instrumentasi pada reaktor ... VI-6
Gambar 6.6. Instrumentasi devolatilizer ... VI-7
Gambar 7.1 Bagan Pengolahan Limbah ... VII-14
Gambar 8.1 Tata Letak Pabrik Pembuatan HIP ... VIII-8
Gambar 9.1 Struktur Organisasi Pabrik Pembuatan HIP ... IX-14
Pabrik pembuatan High Impact Polystyrene dengan proses Bulk Continuous ini
direncanakan berproduksi dengan kapasitas 22.000 ton/tahun dengan 330 hari kerja
dalam satu tahun. Proses yang digunakan adalah mencampurkan stirena , etil benzena
dan polibutadiena kemudian larutan hasil pencampuran ini direaksikan dengan
penambahan inisiator benzoil peroksidapada reaktor selama 7,6 jam dengan kondisi
operasi 137oC pada tekanan 1 atm. Produk yang dihasilkan berbentuk slurry yang
kemudian dialirkan menuju devolatilizer pada suhu 150oC untuk memisahkan dengan
sisa pereaktan berdasarkan perbedaan titik didihnya, kemudian didinginkan pada cooler
sampai suhu 30oC dan dikeringkan pada rotary dryer. Selanjutnya HIP yang telah
mengering tersebut dipotong menjadi bentuk pellet.
Lokasi pabrik direncanakan berada di daerah Merak, Banten dengan luas tanah
24475 m2, tenaga kerja yang dibutuhkan berjumlah 150 orang dengan bentuk badan
usaha Perseroan Terbatas (PT) dan struktur organisasi sistem garis dan staf.
Hasil analisa ekonomi pabrik High Impact Polystyrene adalah sebagai berikut :
- Modal investasi : Rp. 286.193.007.017,-
- Biaya produksi : Rp. 116.216.388.075,-
- Hasil penjualan : Rp. 270.000.000.000,-
- Laba bersih : Rp. 107.666.028.347.-
- Profit Margin (PM) : 56,96 %
- Break Even Point (BEP) : 32,63 %
- Return on Investment (ROI) : 37,62 %
- Pay Out Time (POT) : 3 Tahun
- Internal Rate of Return (IRR) : 40,59 %
ix
INTISARI
Pabrik pembuatan High Impact Polystyrene dengan proses Bulk Continuous ini
direncanakan berproduksi dengan kapasitas 22.000 ton/tahun dengan 330 hari kerja
dalam satu tahun. Proses yang digunakan adalah mencampurkan stirena , etil benzena
dan polibutadiena kemudian larutan hasil pencampuran ini direaksikan dengan
penambahan inisiator benzoil peroksidapada reaktor selama 7,6 jam dengan kondisi
operasi 137oC pada tekanan 1 atm. Produk yang dihasilkan berbentuk slurry yang
kemudian dialirkan menuju devolatilizer pada suhu 150oC untuk memisahkan dengan
sisa pereaktan berdasarkan perbedaan titik didihnya, kemudian didinginkan pada cooler
sampai suhu 30oC dan dikeringkan pada rotary dryer. Selanjutnya HIP yang telah
mengering tersebut dipotong menjadi bentuk pellet.
Lokasi pabrik direncanakan berada di daerah Merak, Banten dengan luas tanah
24475 m2, tenaga kerja yang dibutuhkan berjumlah 150 orang dengan bentuk badan
usaha Perseroan Terbatas (PT) dan struktur organisasi sistem garis dan staf.
Hasil analisa ekonomi pabrik High Impact Polystyrene adalah sebagai berikut :
- Modal investasi : Rp. 286.193.007.017,-
- Biaya produksi : Rp. 116.216.388.075,-
- Hasil penjualan : Rp. 270.000.000.000,-
- Laba bersih : Rp. 107.666.028.347.-
- Profit Margin (PM) : 56,96 %
- Break Even Point (BEP) : 32,63 %
- Return on Investment (ROI) : 37,62 %
- Pay Out Time (POT) : 3 Tahun
- Internal Rate of Return (IRR) : 40,59 %
Dari analisa ini diperoleh kesimpulan bahwa pabrik ini layak untuk didirikan.
1.1. Latar Belakang
Polimer dapat didefenisikan sebagai molekul raksasa atau makromolekul
yang tersusun dari perulangan unit-unit kimia yang kecil dan sederhana. Unit-unit
yang berulang tersebut disebut monomer. Panjang dari rantai polimer ditentukan
oleh jumlah dari unit yang berulang pada rantai tersebut yang disebut derajat
polimerisasi. Derajat polimerisasi inilah yang menentukan besarnya Berat
Molekul (BM) dari sebuah polimer. Polimer mempunyai BM antara 10.000
sampai dengan 1 juta gram/mol.
Polistirena adalah polimer thermoplastik yang berwujud kristal yang
mempunyai banyak kelebihan. Polistirena berwujud kristal yang bening,
transparan, tidak beracun, memiliki permukaan yang halus dan menghasilkan
warna yang tidak terbatas. Selain sifat fisis diatas, polistirena juga mempunyai
sifat mekanik, elektris dan sifat optik yang baik. Namun, polistirena ini
mempunyai beberapa kelemahan, yaitu rapuh dan melunak di bawah suhu 100 oC.
Karena itu, untuk menutupi kelemahan ini, diproduksi High Impact Poliystyrene
(HIP) yang mempunyai daya tahan yang lebih baik dibandingkan dengan
polistirena kristal.
Kegunaan dari HIP ini cukup luas, antara lain untuk isolasi atau bahan
pelapis pada kawat/kabel, peralatan rumah tangga dari plastik, botol, perabotan
rumah tangga, mainan anak-anak, bagian dari refrigerasi, radio, televisi, AC,
Dari kegunaan tersebut, dapat dilihat bahwa HIP merupakan produk yang
penting. Tetapi saat ini kebutuhan akan HIP belum dapat terpenuhi secara
keseluruhan oleh produksi dalam negeri, sehingga untuk mencukupi kebutuhan
tersebut Indonesia harus mengimpor dari negara lain. Dengan mempertimbangkan
data diatas, terutama besarnya peluang ekspor HIP ke luar negeri, maka pendirian
pabrik High Impat Polystyrene (HIP) di Indonesia sangat tepat. Berikut data
impor HIP di Indonesia :
(Sumber : BPS Sumut tahun 2002 – 2006)
1.2. Perumusan Masalah
Proses pembuatan High Impact Polystyrene dilakukan dengan proses bulk
continous dimana pada proses ini menggunakan reaktor tangki berpengaduk
(CSTR) yang diperkirakan produk yang dihasilkan lebih seragam, kemurniannya
lebih tinggi dan pengontrolan suhu lebih mudah.
1.3. Tujuan Pra Rancangan
Tujuan rancangan pabrik pembuatan High Impact Polystyrene dengan
proses bulk continous adalah untuk memenuhi permintaan dalam negeri sehingga
dapat mengurangi impor. Tujuan lain yang ingin dicapai adalah terbukanya Tabel 1.1. Data impor HIP di Indonesia
Tahun Kebutuhan (ton)
2002 3588.404
2003 2920.937
2004 3701.271
2005 4502.293
2006 4511.303
1.4. Manfaat Pra Rancangan 1. Manfaat bagi Pemerintah:
Untuk menambah pendapatan daerah dan Negara.
2. Manfaat bagi Perguruan Tinggi:
a. Sebagai bahan acuan untuk penelitian dan perancangan selanjutnya.
b. Sebagai bahan aplikasi bagi mahasiswa dari teori-teori yang didapat dari
perkuliahan.
3. Manfaat bagi Masyarakat :
a. Meningkatkan kesempatan kerja yang berarti menurunkan jumlah
pengangguran di Indonesia.
b. Membuka pemikiran masyarakat Indonesia terhadap pengembangan
II-4
BAB II
TINJAUAN PUSTAKA
2.1. Sejarah Polistirena
Polistirena pertama kali diperkenalkan oleh Ostromislensky dari
Naugatuck Chemical Company pada tahun 1925. Pada saat yang hampir
bersamaan I.C. Farbenindustrie juga mengembangkan polistirena yang berhasil
dikomersialkan di Eropa. Pengembangan produk dan proses polistirena juga
dikembangkan oleh Dow Chemical Company dan pertama kali dikomersialkan di
Amerika Serikat pada tahun 1944.
Produk polistirena yang pertama kali diproduksi untuk dikomersialkan
adalah homopolimer stirena yang juga dikenal sebagai polistirena kristal.
Polistirena kristal ini juga dikenal sebagai General Purpose Polystyrene (GPP),
yang lebih tahan panas daripada produk polimer thermoplastik lainnya.
Perkembangan lebih lanjut dari polistirena ini adalah Expanable Polystyrene (EP).
Produk polistirena lain yang tak kalah pentingnya adalah polistirena dengan
modifikasi karet atau High Impact Polystyrene (HIP). Produk HIP ini bersifat
tidak tembus cahaya, lebih keras dan lebih mudah dalam pembuatannya
dibandingkan dengan produk polimer thermoplastik lainnya.
Kegunaan dari HIP ini cukup luas, antara lain untuk isolasi atau bahan
pelapis pada kawat/kabel, peralatan rumah tangga dari plastik, botol, furniture,
mainan anak-anak, bagian dari refrigerasi, radio, televisi, AC, bahan pembuat
kontainer, tempat baterai dan sebagainya. ( U.S. Patent, 1983)
2.2. Macam-macam Proses Produksi High Impact Polystyrene
Secara umum, High Impact Polystyrene dapat diproduksi dengan tiga
macam proses, yaitu :
1. Polimerisasi bulk (larutan)
Dalam industri umunya, polimerisasi bulk (larutan) disebut
polimerisasi massa. Sebagian besar polistirena yang diproduksi sekarang
ini menggunakan proses ini. Pada proses ini menggunakan sejumlah
solvent yang biasanya adalah monomer stirena itu sendiri dan Etil
Benzena. Ada 2 jenis polimerisasi bulk, yaitu :
• Polimerisasi bulk batch
Beberapa produsen polistirena masih menggunakan proses
ini, dimana proses ini terdiri dari unit polimerisasi yang
didalamnya terdapat tangki polimerisasi berpengaduk dengan
konversi di atas 80%. Larutan polimer kemudian dipompa ke
bagian finishing untuk devolatilisasi ataupun proses polimerisasi
akhir dan grinding. ( U.S. Patent, 1983)
• Polimerisasi bulk continuous
Proses ini merupakan proses pembuatan polistirena yang
paling banyak digunakan. Ada beberapa jenis desain dimana
beberapa diantaranya sudah mendapatkan lisensi. Secara umum
proses ini terdiri dari satu atau lebih reaktor tangki berpengaduk
(CSTR). CSTR ini biasanya diikuti oleh satu atau lebih reaktor
yang didesain untuk menangani larutan yang kental (viskositas
II-4
langsung melalui koil maupun pendingin uap. Dengan
menggunakan proses ini, konversi monomer stirena menjadi
polistirena dapat mencapai lebih dari 85% berat.
Polimerisasi diikuti terjadinya devolatilisasi yang terus
menerus. Devolatilisasi ini dapat terjadi melalui preheating dan
vacuum flash chambers, devoitizing extruders atau peralatan yang
sesuai. Tingkat volatilitas dari 500 ppm stirena atau kurang dapat
tercapai dengan peralatan khusus, meskipun polistirena yang
umum dikomersialkan mempunyai tingkat volatilitas sekitar 2000
ppm stirena. ( U.S. Patent, 1983)
2. Polimerisasi Suspensi
Polimerisasi suspensi adalah sistem batch yang sangat popular
untuk tahapan khusus pembuatan polistirena. Proses ini dapat digunakan
untuk memproduksi kristal maupun HIP. Untuk memperoduksi HIP,
stirena dan larutan karet diolah dengan bulk polymerized melalui fase
inverse. Kemudian disuspensikan ke dalam air untuk mendapatkan
suspense air dan minyak dengan menggunakan sabun atau zat pesuspensi.
Kemudian butiran suspense ini dipolimerisasi lagi sampai selesai dengan
menggunakan inisiator dan pemanasan bertahap. Fase air digunakan
sebagai heat sink dan media perpindahan panas terhadap jaket yang
dikontrol suhunya.
3. Polimerisasi Emulsi
Polimerisasi emulsi biasanya digunakan pada proses
kopolimerisasi stirena dengan monomer atau polimer lain. Proses ini
merupakan metode komersial yang jarang digunakan untuk memproduksi
polistirena kristal atau HIP. Proses ini mempunyai persamaan dengan
proses polimerisasi suspense kecuali bahwa butiran monomer yang
digunakan dalam polimerisasi emulsi ini dalam ukuran mikroskopis. Air
digunakan sebagai carrier dengan agen pengemulsi untuk memberikan
partikel yang sangat kecil dan aktalis untuk mempercepat kecepatan
reaksi.(Meyer,1984).
2.3. Dasar Reaksi
High Impact Polystyrene terbentuk dengan suatu reaksi polimerisasi
adisi terhadap molekul stirena sebagai monomer dengan melibatkan partikel cis
1-4 polibutadiena, melalui suatu mekanisme yang disebut grafting. Grafting
adalah mekanisme dimana rantai polistirena terikat secara kimia terhadap rangka
polibutadiena.
Polimer yang dihasilkan berwujud padatan yang berwarna putih dan
bersifat thermoplastik.
Reaksi :
CH=CH CH-CH2
n
II-4
2.4. Sifat-sifat Bahan Baku, Bahan Pembantu dan Produk
2.4.1. Sifat-sifat Bahan Baku
1. Stirena
• Bentuk : Cair
• Warna : Jernih
• Impur itas : Minimal 0,4% Ethyl Benzene
• Kemurnian : Minimal 99,6%
• Densitas (30oC) : 0,906 gr/cm3
• Rumus molekul : NC6H5CH7CH2
• Berat molekul : 104,14
• Titik didih (1 atm) : 145,2 oC • Titik lebur (1 atm) : -30,6oC
• Temperatur kritis : 369,0oC
• Tekanan kritis : 37,6 atm
• Volume kritis : 3,55 cm3/gr
• Kelarutan dalam
• 100 bagian di : - Air : Sangat sedikit
- Alkohol : -
- Eter : -
(Sumber : Immergut, 1975)
2.4.2. Sifat-sifat Bahan Pembantu
1. Etil Benzena
• Bentuk : Cair
• Warna : Jernih
• Kemurnian : Minimal 98%
• Impur itas : Maksimal 2% benzene
• Densitas (30oC) : 0,867 gr/cm3
(Sumber : Kirk Othmer, 1987)
1. Cis 1-4 Polibutadiena
• Bentuk : Padat
• Warna : Putih
• Kemurnian : Minimal 80%
• Impur itas : Maksimal 7% benzene
• Densitas : 890 Kg/m3
• Titik Nyala : 260oC
(Sumber : Immergut,1975)
2. Benzoil Peroksida
• Bentuk : Padat
• Warna : Putih
• Kemurnian : Minimal 10%
• Rumus Molekul : (C6H5CO)2 O2 atau C14H10O4
• Berat Molekul : 242,23
• Densitas : 1344 Kg/m3
• Tingkat Kelarutan : Rendah
• Titik lebur : 103-105oC
II-4
2.4.3. Sifat-sifat Produk
1. High Impact Polystyrene
• Bentuk : Padat
• Warna : Putih
• Kemurnian : Minimal 98%
• Impur itas : Maksimal 2% zat volatile
• Berat molekul : 100.000- 200.000 gram/mol
• Indeks refraksi : 1,58
• Densitas : 1050 Kg/m3
• Spesific gravity : 1,05
• Tensile strength : 4000 psi • Elongation, % : 10
• Modulus elasticity : 20000 psi
• Compressive strength : 6000 psi
(Sumber : Immergut,1975)
2.5. Deskripsi Proses
Kelebihan dan kekurangan berbagai proses produksi High Impact Polystyrene
yaitu:
Jenis Proses Produksi Kelebihan Kekurangan
1. Polimerisasi Bulk :
- Bulk batch - Prosesnya mudah.
- Kemurnian Produk.
- Sangat eksotermis.
- Waktu pengerjaan lama.
Jenis Proses Produksi Kelebihan Kekurangan
- Bulk continuous
2. Polimerisasi suspensi
3. Polimerisasi emulsi
tinggi.
- Alat-alat sederhana.
- Produk yang dihasilkan
lebih seragam.
- Kemurnian produk
tinggi.
- Pengontrolan suhu lebih
mudah.
- Tidak ada kesulitan
dengan panas
polimerisasi.
- Ketel untuk proses
polimerisasi sederhana.
- Volatilitas dapat
dikurangi sampai pada
tingkat yang rendah
dengan pemilihan
katalis dan suhu yang
tepat.
- Prosesnya cepat dan
tidak ada kesulitan
dengan panas
polimeriasi.
- Membutuhkan
pengadukan dan alat
recycle.
- Dimungkinkan adanya
kontaminasi dari air
dengan agen penstabil.
- Dimungkinkan
terjadinya kontaminasi
polimer dengan air dan
II-4
Jenis Proses Produksi Kelebihan Kekurangan
- Beberapa proses
polimerisasi yang tidak
mungkin dilakukan
dengan teknik lain tapi
dengan mudah
dilakukan dengan proses
ini.
- Dapat diterapkan untuk
polimeriasi secara
kontinyu.
- Berat molekul polimer
tinggi untuk proses
pembentukan yang cepat
dengan menggunakan
injeksi.
Berdasarkan hasil pengamatan kelebihan dan kekurangan proses
pembuatan High Impact Polystyrene diatas, maka pada pra rancangan pembuatan
High Impact Polystyrene ini digunakan proses bulk continuous.
Proses pembuatan High Impact Polystyrene secara berkelanjutan
dilakukan dengan beberapa tahap proses, yaitu :
1. Tahap penyiapan bahan baku
2. Tahap reaksi
3. Tahap akhir
1. Tahap penyiapan bahan baku
a. Stirena
Stirena monomer sebagai bahan baku utama disimpan dalam bentuk cair
dalam tangki penyimpan (T-01) pada suhu 30oC dan tekanan 1 atm,
dialirkan ke dalam mixer 1 (M-01) untuk dicampur dengan arus recycle
dengan menggunakan pompa sentrifugal P-01 dan selanjutnya dialirkan ke
mixer 2 (M-02) yang sebelumnya dipanaskan terlebih dahulu oleh
pemanas HE-01.
b. Etil Benzena
Etil Benzena sebagai pelarut disimpan dalam bentuk cair dalam tangki
penyimpan (T-02) pada suhu 30oC dan tekanan 1 atm, dialirkan ke
mixer 1(M-01) dengan menggunakan pompa sentrifugal P-02 dan
selanjutnya bersama stirena dan arus recycle dialirkan ke mixer 2 (M-02)
yang sebelumnya dipanaskan terlebih dahulu oleh pemanas HE-01.
c. Cis 1-4 polibutadiena
Cis 1-4 polibutadiena yang disimpan dalam bentuk padat dalam gudang
(G-01) pada suhu 30oC dan 1 atm, diangkut dengan menggunakan bucket
elevator BE-01 menuju Hammer mill HM-01 untuk direduksi ukurannya
dari 2,5 cm menjadi 10 µ m, kemudian polibutadiena yang tidak memenuhi
syarat dan yang melebihi ukuran dipisahkan di screner SC-01.
II-4
menggunakan belt conveyor BC-01, sedangkan yang melebihi ukuran akan
menjadi limbah.
Di mixer 2 (M-02) yang dilengkapi dengan pengaduk, polibutadiena
dicampur dengan bahan baku lainnya. Supaya polibutadiena terlarut
sempurna, maka mixer 2 (M-02) dioperasikan pada suhu 105oC dan
tekanan 1 atm dengan waktu tinggal 4,5 jam. (US Patent,1983)
2. Tahap Reaksi
Campuran stirena monomer, Etil Benzena, Polibutadiena dan inisiator
Benzoil Peroksida dimasukkan ke dalam reaktor (R-01) yang berupa
tangki berpengaduk. Reaksi yang terjadi adalah reaksi eksotermis
sehingga diperlukan pendingin dengan menggunakan jaket pendingin.
Sebagai pendingin digunakan air yang masuk pada suhu 30oC dan
keluar pada suhu 45oC. Kondisi operasi dalam reaktor dipertahankan
pada suhu 137oC dan tekanan 1 atm selama 7,6 jam untuk mencapai
konversi sebesar 85% (US Patent,1976).
3. Tahap Akhir
Produk yang keluar dari reaktor berbentuk slurry dengan
menggunakan pompa sentrifugal P-05 dialirkan ke devolatilizer yang
dioperasikan pada suhu 150oC dan tekanan vacuum 0,5 atm untuk
memisahkan sisa pereaktan dengan produk High Impact Polystyrene
berdasarkan titik didihnya. Sisa pereaktan yang berupa Stirena monomer,
Etil Benzena dikondensasikan di kondensor (C-01) dan hasil kondensasi
direcycle kembali sebagai bahan baku
Produk High Impact Polystyrene yang telah terpisah dari sisa
pereaktan dengan suhu 150oC didinginkan terlebih dahulu di cooler
(C-02) sampai suhu 30oC. Kemudian dimasukkan ke Rotary Dryer (RD)
untuk dikeringkan dengan efisiensi 72%. Selanjutnya dalam pellet mill
(PM) strand dipotong menjadi bentuk pellet, kemudian HIP akan di
teruskan ke screner (SC-02) untuk mendapatkan keseragaman ukuran dan
selanjutnya HIP akan dimasukkan ke dalam unit pengantongan pada
III-1
BAB III
NERACA MASSA
Hasil perhitungan neraca massa pada pra rancangan pabrik
pembuatan High Impact Polystyrene Proses Bulk Continuous.
Operasi = 330 hari/tahun
Kapasitas Produksi perhari = 22.000 ton/tahun
= 66666,67 kg/hari
= 2777, 79 kg/jam
Basis = 1 Jam operasi
1. Neraca massa di sekitar Mixer 1 (M-01)
Alur 1
Alur 2
Alur 12
Styrene
2025,52
191,07
Ethyl Benzene
8,1
377,82
2187,83
Total
Komponen
Massa keluar
Alur 3
4779,94
Massa masuk (kg)
2214,99
2564,95
4779,94
2. Neraca massa di sekitar Mixer 2 (M-02)
Alur 4 Alur 5 Styrene 2214,99 -Ethyl Benzene 2564,95 730,95 Polybutadiene - -Total
Komponen Massa masuk (kg) Massa keluar Alur 6
5510,89 5510,89 2214,99 2564,95 730,95
3. Neraca massa di sekitar reaktor (R-01)
Alur 7
Alur 8
Styrene
2214,99
-Ethyl Benzene
2564,95
-Polybutadiene
730,95
-Benzoyl Peroxide
-
8,86
HIP
-
-Total
Massa masuk (kg)
Alur 9
Massa keluar (kg)
Komponen
5519,75
5519,75
232,57
2564,95
-2722,23
4. Neraca massa di sekitar Devolatilizer (DV)
Alur 11
Alur 13
Styrene
191,07
41,86
Ethyl Benzene
2187,83
376,76
HIP
-
2722,23
Total
Komponen
Massa masuk (kg)
Massa keluar
5519,75
5519,75
Alur 10
232,57
2564,95
2722,23
5. Neraca masssa di sekitar Rotary Dryer (RD)
Alur 15 Alur 16
Styrene 36,30 5,56
Ethyl Benzene 326,77 50,00
HIP - 2722,23
Total
Komponen Massa masuk (kg) Massa keluar
3140,85 3140,85 Alur 14
IIIII-1
BAB IV
NERACA PANAS
Kapasitas roduksi yang direncanakan = 22.000 ton/tahun
Direncanakan : 1 tahun = 330 hari kerja
1 hari = 24 jam kerja
Basis : 1 Jam operasi
1. Heat Exchanger 1 (HE-01)
Panas Masuk (kJ) Panas Keluar (kJ)
Umpan
Panas yang diberi steam
40852,36
611508,14
652360,50-
Total 652360,50 652360,50
2. Mixer 2 (M-02)
Panas Masuk (kJ) Panas Keluar (kJ)
Umpan
campuran
660581,40
-5295,08
655286,32
-
Total 655286,32 655286,32
3. Heat Exchanger 2 (HE-02)
Panas Masuk (kJ) Panas Keluar (kJ)
umpan
Panas yang diberi steam
655286,32
463315,48
1118601,80
IV-2
4. Reaktor 1 (R-01)
Panas Masuk (kJ) Panas Keluar (kJ)
Umpan
Panas reaksi
Pendingin
1070711,37
-
- 410099,70
384732,25
275879,42
-
Total 660611,67 660611,67
5. Devolatilizer (DV)
Panas Masuk (kJ) Panas Keluar (kJ)
Umpan
Produk cair
Produk uap
Panas yang diberi steam
Penguapan
384732,25
-
-
801360,30
-
66441,27
318140,72
-
801510,56
Total 11860925,55 11860925,55
6. Kondensor (C-01)
Komponen Panas Masuk (kJ) Panas Keluar (kJ)
Umpan
Pendingin
Kondensat
1119651,28
- 801510,56
-
-
-
318140,72
Total 318140,72 318140,72
7. Cooler (C-02)
Komponen Panas Masuk (kJ) Panas Keluar (kJ)
Umpan
Pendingin
66441,27
- 63465,45
2975,82
-
Total 2975,82 2975,82
8. Rotary Dryer (RD)
Komponen Panas Masuk (kJ) Panas Keluar (kJ)
Umpan
Udara
3498,19
-
2644,70
853,49
V-1
BAB V
SPESIFIKASI PERALATAN
5.1. Tangki Penyimpanan Stirena (T-01)
Fungsi : Sebagai tempat penyimpanan stirena untuk
kebutuhan selama 30 hari.
Bentuk : Silinder tegak dengan alas dan tutup elliptical
dished
Bahan : Carbon steel SA 283 Grade C
Jumlah : 1 unit
Kondisi Operasi
- Temperatur = 30 oC
- Tekanan = 1 atm
- Kapasitas = 1749,48 m3
- Diameter tangki = 11,63 m
- Tinggi tangki = 16,5 m
- Tebal plate = 1 in
5.2. Pompa Stirena (P-01)
Fungsi : Memompa stirena menuju tangki pencampuran
(T-03)
Jenis : Pompa Sentifugal
Jumlah : 1 unit
Bahan Konstruksi : Commercial Steel
Kondisi Operasi
- Debit pompa = 0,02 ft3/s
- Jumlah pompa = 1 unit
- Diameter pipa = 11/4 in
- Schedule number = 40
- Kecepatan alir = 1,923 ft/s
- Total friksi = 6,085 ft.lbf/lbm
- Kerja poros = 30,085 ft.lbf/lbm
- Daya pompa = 1/10 hp
5.3. Tangki Penyimpanan Etil Benzena (T-02)
Fungsi : Sebagai tempat penyimpanan etil benzena untuk
kebutuhan 30 hari
Bentuk : Silinder tegak dengan alas dan tutup elliptical
dished
Bahan : Carbon steel SA 283 Grade C
Jumlah : 1 unit
Kondisi Operasi
- Temperatur = 30 oC
- Tekanan = 1 atm
- Kapasitas = 345,76 m3
- Diameter tangki = 6,77 m
- Tinggi tangki = 9,61m
- Tebal plate = 2 in
5.4. Pompa Etil Benzena (P-02)
Fungsi : Memompa etil benzena menuju tangki
pencampuran (T-03)
Jenis : Pompa Sentifugal
Jumlah : 1 unit
Bahan Konstruksi : Commercial Steel
Kondisi Operasi
- Debit pompa = 0,00392 ft3/s
- Jumlah pompa = 1 unit
- Diameter pipa = ¾ in
- Schedule number = 40
- Kecepatan alir = 1,057 ft/s
- Total friksi = 8,845 ft.lbf/lbm
- Kerja poros = 28,845 ft.lbf/lbm
V-3
5.5. Mixer 1 (M-01)
Fungsi : Untuk mencampur stirena dengan etil benzena.
Bentuk : Tangki berpengaduk flat six blade open turbine
dengan tutup dan alas ellipsoidal.
Bahan : Stainless Steel
Jumlah : 1 unit
Kondisi Operasi
- Temperatur = 30 oC
- Tekanan = 1 atm
- Kapasitas = 142 m3
- Diameter tangki = 4,49 m
- Tinggi tangki = 8,98 m
- Tebal plate = 1/2 in
- Tebal tutup = 1/2 in
- Jenis Pengaduk = Flat six blade open turbine
- Diameter pengaduk = 0,75 m
- Kecepatan Pengaduk = 0,95 rps
- Daya motor Pengaduk = 0,04125 hp
5.6. Pompa Mixer 1 (P-03)
Fungsi : Memompakan larutan campuran stirena dan etil
benzena menuju Heat Exchanger (HE-01)
Jenis : Pompa Sentifugal
Jumlah : 1 unit
Bahan Konstruksi : Commercial Steel
Kondisi Operasi
- Debit pompa = 0,048 ft3/s
- Jumlah pompa = 1 unit
- Diameter pipa = 2 in
- Schedule number = 40
- Kecepatan alir = 2,06 ft/s
- Total friksi = 2,78 ft.lbf/lbm
- Kerja poros = 2,78 ft.lbf/lbm
- Daya pompa = 0,02 Hp
5.7. Heat Exchanger (HE-01)
Fungsi : Memanaskan campuran stirena dan etil benzena
dari tangki pencampuran sebelum masuk ke
mixer
Jenis : Shell and Tube Heat Exchanger
Jumlah : 1 unit
Tekanan Operasi : 1 atm
Shell ID : 12 in
Baffle space : 5 in
BWG : 18
Pitch (PT) : 1 in
Panjang : 20 ft
Rd : 0,054
Pressure drop : - Shell = 0,0067 psi
- Tube = 3,42 psi
5.8. Gudang Polibutadiena (G-01)
Fungsi : Tempat penyimpanan Polibutadiena
Volume gudang = 591,36 m3
Kebutuhan perancangan = 30 hari
Tinggi = 5 m
Panjang = 15,38 m
Lebar = 7,69 m
5.9. Bucket Elevator (BE-01)
Fungsi : Mengangkut Polibutadiena dari gudang (G-01)
menuju screener (SC-01).
V-5
Kondisi operasi
- Temperatur = 30oC
- Tekanan = 1 atm
- Kapasitas = 877,14 kg/jam
Dimensi bucket : Lebar = 6 in
Jarak antar bucket = 12 in
Kecepatan bucket = 225 ft/menit
Elevator center = 35 ft
Daya = 2,5 hp
5.10.Hammer Mill (HM-01)
Fungsi : Untuk memotong-motong polibutadiena sebelum
dimasukkan ke dalam screener.
Jenis : Micro Pulverizer Hammer Mill
Kondisi Operasi
- Temperatur = 300C
- Tekanan = 1 atm
- Kapasitas = 877,14 kg/jam
- Ukuran Hammer Mill = (3x1x1/4)
- Kecepatan = 3500 rpm
- Kecepatan = 900 rpm
- Daya = 25 hp
5.11. Screening (SC-01)
Fungsi : Untuk menyeragamkan ukuran polibutadiena
yang telah dipotong oleh hammer mill.
Jenis : Vibrating gyratory screen
Kondisi Operasi
- Temperatur = 300C
- Tekanan = 1 atm
- Kapasitas = 877,14 kg/jam
- Equivalent designation = 24 mesh
- Sieve opening = 0,278 in
- Dimensi (m) = 1,7 x 1,9 x 2,5
- Kecepatan = 500 rpm
- Daya = 5 hp
5.12. Belt Conveyor (BC-01)
Fungsi : Mengangkut Polibutadiena dari Screener (SC- 01)
ke Rotary Feeder.
Jenis : Flat belt on Countinous flow
Kondisi Operasi
- Temperatur = 300C
- Tekanan = 1 atm
- Jumlah = 1 unit
- Kapasitas = 877,14 kg/jam
- Kecepatan = 200 fpm
- Lebar belt = 8 in
- Panjang belt = 30 ft
- Daya = 1,09 hp
5.13. Rotary Feeder (RF-01)
Fungsi : Menghaluskan Polibutadiena yang akan masuk
ke Mixer (M-01).
Jenis : Sweco
Kondisi Operasi
- Temperatur = 30oC
- Tekanan = 1 atm
- Kapasitas = 877,14 kg/jam
- Diameter = 60 m
- Kecepatan = 400 rpm
V-7
5.14.Mixer 2 (M-02)
Fungsi : Untuk mencampurkan hingga homogen
stirena, etil benzena dan polibutadiena.
Bentuk : Tangki berpengaduk flat six blade open
turbine dengan tutup dan alas ellipsoidal.
Bahan : Carbon Steel
Jumlah : 1 Unit
Kondisi Operasi
- Temperatur = 30 oC
- Tekanan = 1 atm
- Laju alir massa = 5510,89 kg/jam
- Diameter Tangki = 3 m
- Tinggi Tangki = 4,5 m
- Tebal Shell = 1/2 in
- Tebal tutup = 1/2 in
- Jenis Pengaduk = flat six blade open turbine
- Diameter Pengaduk = 0,75 m
- Kecepatan Pengaduk = 0,95 rps
- Daya motor Pengaduk = 0,04125 hp
5.15.Pompa Mixer 2 (P-04)
Fungsi : Memompa larutan menuju Heat Exchager
(HE-02)
Jenis : Pompa Sentifugal
Jumlah : 1 unit
Bahan Konstruksi : Commercial Steel
Kondisi Operasi
- Debit pompa = 0,056 ft3/s
- Diameter pipa = 2 in
- Schedule number = 40
- Kecepatan alir = 2,40 ft/s
- Total friksi = 2,4 ft.lbf/lbm
- Kerja poros = 14,4 ft.lbf/lbm
- Daya pompa = 1/5 hp
5.16.Heat Exchanger (HE-02)
Fungsi : Memanaskan larutan dari mixer (M-01) sebelum
masuk Reaktor
Jenis : Shell and Tube Heat Exchanger
Jumlah : 1 unit
Tekanan Operasi : 1 atm
Shell ID : 12 in
Baffle space : 5 in
BWG : 18
Pitch (PT) : 1 in
Panjang : 20 ft
Rd : 0,039
Pressure drop : - Shell = 0,001 psi
- Tube = 0,739 psi
5.17.Gudang Benzoil Peroksida (G-02)
Fungsi : Tempat penyimpanan Benzoil Peroksida
Volume gudang = 4,785 m3
Kebutuhan perancangan = 30 hari
Tinggi = 2 m
Panjang = 2,5 m
Lebar = 1,5 m
5.18.Bucket Elevator (BE-02)
Fungsi : Mengangkut Benzoil Peroksida dari gudang
(G-02) menuju Rotary Feeder (RF-02)
Jenis : Semi vertikal Bucket Elevator
Kondisi operasi
V-9
- Tekanan = 1 atm
- Kapasitas = 10,63 kg/jam
Dimensi bucket : Lebar = 6 in
Jarak antar bucket = 12 in
Kecepatan bucket = 225 ft/menit
Elevator center = 45 ft
Daya = 2,5 hp
5.19.Rotary Feeder (RF-02)
Fungsi : Menghaluskan BenzoIl Peroksida yang akan
masuk ke reaktor (R-01).
Jenis : Sweco
Kondisi Operasi
- Temperatur = 30oC
- Tekanan = 1 atm
- Kapasitas = 10,63 kg/jam
- Kecepatan = 100 rpm
- Daya = 0,147 hp
5.20.Reaktor (R-01)
Fungsi : Tempat berlangsungnya reaksi polimerisasi
stirena dengan polibutadiena membentuk HIP
dimana konversi terjadi sebesar 85%.
Bentuk : reaktor alir berpengaduk (CSTR) yang
dilengkapi dengan jaket pendingin.
Jumlah : 1 Unit
Kondisi Operasi
- Temperatur = 137 oC
- Tekanan = 1 atm
- Laju alir massa = 5519,75 kg/jam
- Diameter Tangki = 3,45 m
- Tinggi Tangki = 5,18 m
- Tebal Shell = ½ in
- Tebal tutup = ½ in
- Jenis Pengaduk = Flat six blade open turbin
- Diameter Pengaduk = 0,86 m
- Kecepatan Pengaduk = 0,95 rps
- Daya motor Pengaduk = 0,04125 hp
- Tebal jaket = ¼ in
5.21.Pompa Reaktor (P-05)
Fungsi : Memompa larutan dari reaktor devolatilizer
Jenis : Pompa Sentifugal
Jumlah : 1 unit
Bahan Konstruksi : Commercial Steel
Kondisi Operasi
- Debit pompa = 0,055 ft3/s
- Diameter pipa = 2 in
- Schedule number = 40
- Kecepatan alir = 2,36 ft/s
- Total friksi = 2,36 ft.lbf/lbm
- Kerja poros = 14,36 ft.lbf/lbm
- Daya pompa = 1/5 hp
5.22.Devolatilizer (DV-01)
Fungsi : Untuk memisahkan sisa pereaktan dengan HIP
berdasarkan titik didihnya
Bentuk : Silinder dengan tutup elipsoidal
Bahan : Stainless Steel
Jumlah : 1 Unit
Kondisi Operasi
- Temperatur = 30 oC
- Tekanan = 1 atm
V-11
- Diameter Tangki = 1,87 m
- Tinggi Tangki = 3,73 m
- Tebal tutup = 7/8 in
- Tebal plate = 0,1875 in
5.23.Pompa vakum (VP-01)
Fungsi : Memompa sisa pereaktan yang telah terpisah
dari produk menuju kondensor 1
Jenis : Vacuum pump
Jumlah : 1 unit
Kondisi Operasi
- Debit pompa = 2,5 m3/jam
- Ukuran (mm) = 100 x 360 x 216
- Daya pompa = 1/4 hp
5.24.Condensor (C-01)
Fungsi : Mengkondensasikan fraksi zat yang volatile dari
devolatilizer menuju tangki -04
Bahan konstruksi : Carbon Steel
Jumlah : 1 unit
Jenis : Shell and Tube Heat Exchanger
Jumlah : 1 unit
Tekanan Operasi : 1 atm
Shell ID : 19,25 in
Baffle space : 5 in
BWG : 18
Pitch (PT) : 1 in
Panjang : 20 ft
Rd : 0,049
Pressure drop : - Shell = 0,14 psi
- Tube = 0,258 psi
5.25.Pompa Hasil Kondensasi (P-07)
Fungsi : Memompa larutan dari Kondensor (C-01)
menuju Mixer 1 (M-01)
Jenis : Pompa Sentifugal
Jumlah : 1 unit
Bahan Konstruksi : Commercial Steel
Kondisi Operasi
- Debit pompa = 0,0247ft3/s
- Diameter pipa = 1,25 in
- Schedule number = 40
- Kecepatan alir = 2,375 ft/s
- Total friksi = 24,506 ft.lbf/lbm
- Kerja poros = 42,506 ft.lbf/lbm
- Daya pompa = 1/5 hp
5.26.Pompa Devolatilizer (P-06)
Fungsi : Memompa larutan dari devolatilizer menuju
rotary dryer.
Jenis : Pompa Sentifugal
Jumlah : 1 unit
Bahan Konstruksi : Commercial Steel
Kondisi Operasi
- Debit pompa = 0,0276ft3/s
- Diameter pipa = 1,5 in
- Schedule number = 40
- Kecepatan alir = 1,952 ft/s
- Total friksi = 3,872 ft.lbf/lbm
- Kerja poros = 13,872 ft.lbf/lbm
V-13
5.27.Cooler (C-02)
Fungsi : Mendinginkan larutan yang akan mauk ke dalam
dryer
Bahan konstruksi : Carbon Steel
Jumlah : 1 unit
Jenis : Shell and Tube Heat Exchanger
Jumlah : 1 unit
Tekanan Operasi : 1 atm
Shell ID : 8 in
Baffle space : 5 in
BWG : 18
Pitch (PT) : 1 in
Panjang : 20 ft
Rd : 0,06
Pressure drop : - Shell = 0,10 psi
- Tube = 0,374 psi
5.28.Rotary Dryer (RD)
Fungsi : Untuk mengeringkan Kristal HIP dari
kandungan 13% filtrat menjadi 2% filtrat
Bentuk : Counter current rotary dryer
Bahan konstruksi : Carbon Steel SA-283 grade C
Jumlah : 1 unit
Kondisi operasi
- Laju alir massa masuk = 3140,85 kg/jam
- Diameter = 4,01 ft
- Panjang = 7,39 ft
- Putaran = 6,35 rpm
- Daya = 3 hp
- Time of passage = 4,22 menit
5.29.Blower (BL-01)
Fungsi : Mengalirkan udara ke dalam rotary dyer (RD)
Jenis : Blower sentrifugal
Bahan Konstruksi : Carbon steel
Kondisi Operasi
- Temperatur = 30oC
- Tekanan = 1 atm
- Laju alir udara = 3585 kg/jam
- Daya = 14,2 hp
5.30.Bucket Elevator (BE-03)
Fungsi : Mengangkut HIP dari rotary dryer menuju Bin
(BI-03).
Jenis : Vertikal Bucket Elevator
Kondisi operasi
- Temperatur = 30oC
- Tekanan = 1 atm
- Kapasitas = 3270 kg/jam
Dimensi bucket : Lebar = 6 in
Jarak antar bucket = 12 in
Kecepatan bucket = 225 ft/menit
Elevator center = 35 ft
Daya = 2,5 hp
5.31.Pellet Mill (PM-01)
Fungsi : Untuk menyeragamkan bentuk HIP yang
dihasilkan
Bahan Konstruksi : Baja
Kondisi Operasi
- Temperatur = 30oC
- Tekanan = 1 atm
V-15
- Ukuran lubang bukaan = 1/8 in
- Kecepatan = 3500 rpm
- Daya = 14,2 hp
5.32.Screening (SC-02)
Fungsi : Untuk menyeragamkan ukuran HIP yang telah
berbentuk pellet.
Jenis : Vibrating gyratory screen
Kondisi Operasi
- Temperatur = 300C
- Tekanan = 1 atm
- Kapasitas = 3270 kg/jam
- Equivalent designation = 28 mesh
- Sieve opening = 0,234 in
- Dimensi (m) = 1,7 x 1,9 x 2,5
- Kecepatan = 200 rpm
- Daya = 10 hp
5.33.Belt Conveyor (BC-02)
Fungsi : Mengangkut High Impact Polystyrene dari Screener
(SC- 02) ke gudang (G-03)
Jenis : Flat belt on Countinous flow
Kondisi Operasi
- Temperatur = 300C
- Tekanan = 1 atm
- Jumlah = 1 unit
- Kapasitas = 3270 kg/jam
- Kecepatan = 100 fpm
- Lebar belt = 14 in
- Daya = 2 hp
5.34.Gudang Penyimpanan Produk HIP (G-03)
Fungsi : Tempat penyimpanan High Impact Polystyrene
Volume gudang = 1874,73 m3
Kebutuhan perancangan = 30 hari
Tinggi = 5 m
Panjang = 27,7 m
VI-1
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Instrumentasi adalah suatu alat yang dipakai dalam suatu proses kontrol
untuk mengatur jalannya proses agar diperoleh hasil yang sesuai dengan yang
diharapkan. Instrumentasi digunakan dalam industri kimia untuk mengatur
variabel-variabel proses seperti temperatur, tekanan, densitas, viskositas, panas
spesifik, konduktivitas, pH, kelembaman, titik embun, tinggi cairan (liquid level),
laju alir, komposisi, dan moisture content. Instrumen-instrumen tersebut
mempunyai tingkat batasan operasi sesuai dengan kebutuhan pengolahan.
(Timmerhaus 1991)
Dalam suatu pabrik kimia, pemakaian instrumen merupakan suatu hal
yang sangat penting karena dengan adanya rangkaian instrumen tersebut maka
operasi semua peralatan yang ada di dalam pabrik dapat dikontrol dan dimonitor
dengan cermat, mudah dan efisien, sehingga kondisi operasi berada dalam kondisi
yang diharapkan.
Fungsi instrumentasi adalah sebagai penunjuk (indicator), pencatat
(recorder), pengontrol (regulator), dan pemberi tanda bahaya (alarm). Peralatan
instrumentasi biasanya bekerja dengan tenaga mekanis atau tenaga listrik dan
pengontrolnya dapat dilakukan secara manual ataupun otomatis. Penggunaan
instrumentasi pada suatu peralatan proses tergantung pada pertimbangan
ekonomis dan sistem peralatan itu sendiri. Pada pemakaian alat-alat instrumentasi,
alat-alat tersebut dipasang di atas papan instrumen dengan peralatan proses
(control manual) atau disatukan dalam suatu ruangan kontrol pusat (control room)
yang dihubungkan dengan bangsal peralatan (control otomatis).
((Bernasconi,1995)
6.1.1 Tujuan Pengendalian
Tujuan perancangan sistem pengendalian pada pabrik pembuatan High
Impact Polystyrene dengan proses bulk continous adalah sebagi keamanan operasi
pabrik yang mencakup :
- Mempertahankan variabel-variabel proses seperti temperatur dan tekanan tetap
berada dalam rentang operasi yang aman dengan harga toleransi yang kecil.
- Mendeteksi situasi berbahaya kemungkinan terjadinya kebocoran alat.
Pendeteksian dilakukan dengan menyediakan alarm dan sistem penghentian
operasi secara otomatis (automatic shut down system).
- Mengontrol setiap penyimpangan operasi agar tidak terjadi kecelakaan kerja
maupun kerusakan pada alat proses.
6.1.2 Jenis-jenis Pengendalian dan Alat Pengendali
Sistem pengendali yang digunakan pada pabrik ini menggunakan dan
mengkombinasikan beberapa tipe pengendalian sesuai dengan tujuan dan
keperluannya:
1. Feedback control
Perubahan pada sistem diukur (setelah adanya gangguan), hasil pengukuran
dibandingkan dengan set point, hasil perbandingan digunakan untuk
mengendalikan variabel yang dimanipulasi.
2. Feedforward control
Besarnya gangguan diukur (sensor pada input), hasil pengukuran digunakan
untuk mengendalikan variabel yang dimanipulasi.
3. Adaptive control
Sistem pengendalian yang dapat menyesuaikan parameternya secara otomatis
sedemikian rupa untuk mengatasi perubahan yang terjadi dalam proses yang
dikendalikannya, umumnya ditandai dengan adanya reset input pada
controller (selain set point pada input dari sensor).
4. Inferential control
Seringkali variabel yang ingin dikendalikan tidak dapat diukur secara
langsung, sebagai solusinya digunakan sistem pengendalian di mana variabel
yang terukur digunakan untuk mengestimasi variabel yang terkendalikan,
variabel terukur dan variabel tak terukur tersebut dihubungkan dengan suatu
VI-3
Sistem pengendalian pada pabrik yang hendak dibangun ini terdiri atas
beberapa bagian, yaitu :
1. Sensor (measuring device), berfungsi mengukur perubahan variabel output
atau besarnya gangguan. Syarat dari sensor yang digunakan yaitu hasil
pengukuran dapat ditransmisikan dengan mudah.
2. Pengendali (controller), dengan set point sebagai tolok ukur berfungsi
mengukur perbedaan antara input dari sensor dengan set point.
3. Pengendalian akhir, berfungsi menerjemahkan perintah dari controller
menjadi pengendalian secara mekanis terhadap variabel yang dimanipulasi.
Jenis pengendali akhir yang digunakan yaitu control valve dengan tipe
pneumatic. Pemilihan tipe ini berdasarkan pertimbangan bahwa fluida yang
digunakan adalah jenis yang mudah terbakar sehingga dihindari adanya kontak
listrik dengan fluida.
Beberapa alat pengendali yang umum digunakan dalam suatu sistem
pengendali adalah :
1. Flow controller (FC), yaitu alat pengendali laju alir. Laju alir dikendalikan
dengan menggunkan katup (control valve).
2. Pressure controller (PC), yaitu alat pengendali tekanan. Biasanya digunakan
untuk sistem gas atau steam. Tekanan dikendalikan dengan mengatur laju alir
keluaran dari sistem.
3. Temperature controller (TC), yaitu alat pengendali temperatur. Temperatur
aliran keluar dari HE misalnya, dapat dikendalikan dengan mengatur laju alir
aliran pendingin/pemanas.
4. Level controller (LC), yaitu alat pengendali ketinggian (aras) cairan dalam
tangki atau kolom. Ketinggian (aras) cairan dikendalikan dengan mengatur
laju alir keluaran dari tangki atau kolom.
5. Ratio controller (RC), yaitu sebagai alat pengendali rasio antara dua aliran
(umumnya rasio laju alir). Sebagai pengendali akhir digunakan control valve.
Beberapa jenis lain dalam sistem pengendalian antara lain adalah : Level
Indicator (LI) , Pressure Indicator (PI), Flow Indicator (FI), Temperature
Indicator (TI), Level Recorder (LR), Pressure Recorder (PR), Flow Recorder
(FR), dan Temperature Recorder (TR) atau gabungan dari keduanya (Indicator
[image:53.595.114.470.185.402.2]dan Recorder).
Tabel 6.1 Daftar Instrumentasi pada Pra Rancangan Pabrik Pembuatan High
Impact Polystyrene dengan Proses Bulk Continous
No. Nama Alat Jenis Instrumen
1. Tangki Level Indicator (LI)
2 Rotary Feeder Ratio Controller (RC)
3. Pompa Flow Controller (FC)
4. Mixer Temperature controller (TC)
Flow controller (FC)
5. Reaktor
Temperature controller (TC) Flow controller (FC)
Level controller (LC)
6. Devolatilizer
Flow controller (FC) Level controller (LC)
Temperature controller (TC)
7. Kondensor / Heat exchanger Temperature controller (TC)
8. Rotary dryer Temperature controller (TC) Flow controller (FC)
Berikut penjabaran beberapa alat dan instrumentasi pada prarancangan pabrik
High Impact Polystyrene dengan proses Bulk Continous:
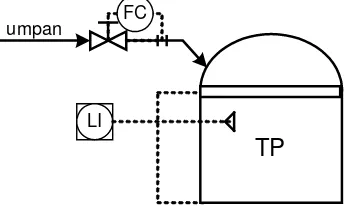
1. Tangki Penyimpanan
Pada tangki penyimpanan ini dilengkapi dengan level indicator sebagai
penunjuk ketinggian cairan dalam tangki.
Level Indicator menggunakan pelampung (floater) sehingga isi tangki
dapat terlihat dari posisi jarum penunjuk dari luar tangki yang digerakkan oleh
pelampung (Kern, 1950)
TP
FC umpan
[image:53.595.215.389.591.694.2]LI
VI-5
2. Pompa
Pompa yang digunakan adalah pompa sentrifugal. Variabel yang dikontrol
pada pompa adalah flow aliran. Untuk mengetahui laju aliran pada pompa
dipasang flow controller. Jika laju aliran pompa lebih besar dari laju alir yang
diinginkan maka secara otomatis katup (control valve) masukan akan menutup
atau memperkecil bukaan tutup.
Demikian juga jika laju aliran pompa lebih kecil dari yang diinginkan,
maka secara otomatis katup keluaran pompa akan memeperbesar bukaan tutup.
[image:54.595.223.412.459.596.2]FC umpan
Gambar 6.2 Instrumentasi pada pompa
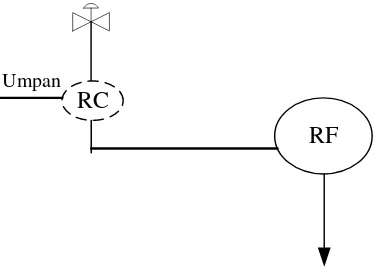
3. Rotary Feeder
Peralatan pengendali yang digunakan pada alat ini adalah ratio
controlleryang berfungsi untuk mengontrol aliran yang mauk ke dalam rotary
feeder. Hal ini perlu dijaga untuk menjamin proses pemasakan valve berjalan
sempurna.
RF RC
Umpan
Gambar 6.3 Instrumentasi pada Rotary feeder
4. Mixer
Mixer adalah suatu alat yang berfungsi untuk pencampuran atau pelarutan
dari suatu komponen terhadap pelarut yang digunakan.
Umpan masuk pada salah satu ujung mixer sedangkan pelarut yang
digunakan masuk dari bottom mixer. Level ketinggian cairan akan ditunjukkan
oleh level indicator. Setelah tercapai ketinggian cairan yang ditunjukkan oleh
level controller maka secara otomatis katup flow controller akan tertutup untuk
menjaga agar level cairan dalam mixer sesuai dengan set point yang diinginkan
(Mc Cabe, 1993)
LC
TC FC steam
M
[image:55.595.209.415.181.322.2]FC umpan
Gambar 6.4 Instrumentasi pada mixer
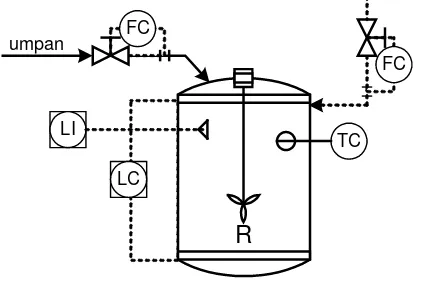
5. Reaktor
Reaktor adalah tempat berlangsungnya reaksi polimerisasi styrene dengan
polybutadiene membentuk High Impact Polystyrene.
Umpan masuk pada salah satu ujung reaktor. Level ketinggian cairan akan
ditunjukkan oleh level indicator. Setelah tercapai ketinggian cairan yang
ditunjukkan oleh level controller maka secara otomatis katup flow controller akan
tertutup untuk menjaga agar level cairan dalam reaktor sesuai dengan set point
yang diinginkan.
LC LI
TC FC
R
FC umpan
[image:55.595.208.420.531.672.2]VI-7
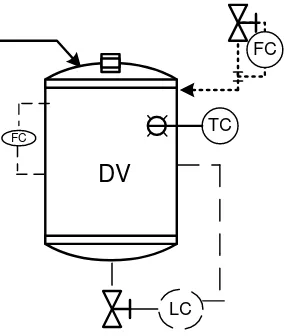
6. Devolatilizer
Devolatilizer adalah suatu alat Memisahkan sisa pereaktan dengan produk
High Impact Polystyrene berdasarkan titik didihnya. Alat ini dilengkapi dengan
sistem pengendali temperature controller yang mengatur temperatur agar sesuai
dengan set point yang diinginkan. Setelah tercapai ketinggian cairan yang
ditunjukkan oleh level controller maka secara otomatis katup flow controller akan
tertutup untuk menjaga agar level cairan dalam devolatilizer sesuai dengan set
point yang diinginkan
FC
DGDV
TC
LC
[image:56.595.291.434.251.419.2]FC
Gambar 6.6. Instrumentasi devolatilizer
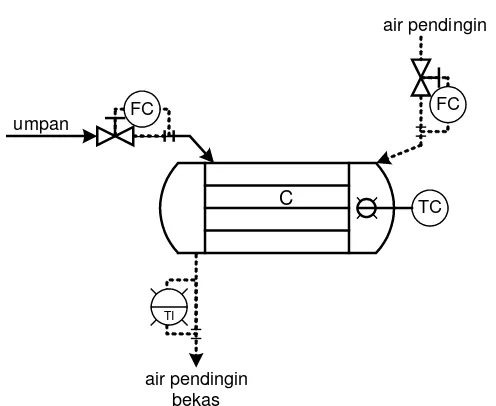
7. Kondensor
Kondensor yang digunakan adalah kondensor jenis double pipe exchanger
berfungsi untuk mengkondensasikan uap metanol. Instrumentasi pengendali yang
digunakan adalah temperature controller untuk mengendalikan temperatur dengan
cara mengatur jumlah air pendingin yang masuk. (Kern, 1950)
FC umpan
FC air pendingin
TI
air pendingin bekas
[image:57.595.182.430.80.283.2]C TC
Gambar 6.7 Instrumentasi kondensor
6.1.3 Variabel-variabel Proses dalam Sistem Pengendalian
1. Tekanan
Peralatan untuk mengukur tekanan fluida adalah kombinasi silikon oil
dalam membran/plat tipis dengan mengukur kuat arus listrik. Prinsipnya adalah
perubahan kuat arus listrik akibat perubahan tekanan. Instrumen ini digunakan
antara lain untuk mengukur tekanan pada reaktor, devolatilizer, dan tekanan
keluaran blower.
2. Temperatur
Peralatan untuk mengukur temperatur adalah thermocouple. Instrumen ini
digunakan antara lain dalam pengukuran temperatur dalam reaktor, kondensor,
mixer, heat exchanger, dan devolatilizer.
3. Laju Alir
Peralatan yang dipergunakan untuk mengukur laju alir fluida adalah
venturimeter. Instrumen ini digunakan antara lain dalam pengukuran laju alir zat
masukan mixer, reaktor, , dan devolatilizer.
4. Perbandingan Laju Alir
Peralatan yang digunakan adalah sambungan mekanik (mechanical
linkage) yang dapat disesuaikan (adjustable), pneumatik, atau elektronik. Hasil
VI-9
lainnya. Instrumen ini digunakan pada pengukuran laju alir umpan reaktor dan
keluaran devolatilizer.
5. Permukaan Cairan
Peralatan untuk mengukur level permukaan cairan adalah pelampung dan
lengan gaya. Prinsipnya adalah perubahan gaya apung yang dialami pelampung
akibat perubahan level cairan. Pelampung yang mengapung pada permukaan
cairan selalu mengikuti tinggi permukaan cairan sehingga gaya apung pelampung
dapat diteruskan ke lengan gaya, sehingga dapat diketahui tinggi cairan.
Penggunaannya adalah untuk mengukur level permukaan fluida seperti pada
tangki.
6.1.4 Syarat Perancangan Pengendalian
Beberapa syarat penting yang harus diperhatikan dalam perancangan
pabrik antara lain :
1. Tidak boleh terjadi konflik antar unit, di mana terdapat dua pengendali pada
satu aliran.
2. Penggunaan supervisory computer control untuk mengkoordinasikan tiap unit
pengendali.
3. Control valve yang digunakan sebagai elemen pengendali akhir memiliki
opening position 70 %.
4. Dilakukan pemasangan check valve pada mixer dan pompa dengan tujuan
untuk menghindari fluida kembali ke aliran sebelumnya. Check valve yang
dipasangkan pada pipa tidak boleh lebih dari satu dalam one dependent line.
Pemasangan check valve diletakkan setelah pompa.
5. Seluruh pompa yang digunakan dalam proses diletakkan di permukaan tanah
dengan pertimbangan syarat safety dari kebocoran.
6. Pada perpipaan yang dekat dengan alat utama dipasang flange dengan tujuan
untuk mempermudah pada saat maintenance. (Bernasconi,1995)
6.2 Keselamatan Kerja
Keselamatan kerja merupakan bagian dari kelangsungan produksi pabrik,
sehingga aspek ini harus diperhatikan secara serius. Keselamatan kerja merupakan
suatu cara untuk mencegah terjadinya kecelakaan ataupun cacat pada saat bekerja
di suatu perusahaan/pabrik. Keselamatan kerja merupakan jaminan perlindungan
bagi keselamatan karyawan dari bahaya cacat jasmani dan kematian. Kecelakaan
dapat disebabkan oleh mesin, bahan baku, produk, serta keadaan tempat kerja,
sehingga harus mendapat perhatian yang serius dan dikendalikan dengan baik oleh
pihak perusahaan.
Salah satu faktor yang penting sebagai usaha menjamin keselamatan kerja
adalah dengan menumbuhkan dan meningkatkan kesadaran karyawan akan
pentingnya usaha menjamin keselamatan kerja. Usaha-usaha yang dapat dilakukan
antara lain :
1. Melakukan pelatihan secara berkala bagi karyawan.
2. Membuat peraturan tentang tata cara dengan pengawasan yang baik dan
memberi sanksi pada karyawan yang tidak disiplin.
3. Membekali karyawan dengan keterampilan peralatan secara benar dan
cara-cara mengatasi kecelakaan kerja. (Bernasconi,1995)
Hal-hal yang perlu dipertimbangkan dalam perancangan pabrik untuk
menjamin keselamatan kerja antara lain :
1. Menanamkan kesadaran dan keselamatan kerja bagi seluruh karyawan.
2. Pada proses yang rawan dipasang papan peringatan.
3. Adanya penerangan yang cukup dan sistem pertukaran udara/ventilasi yang
baik.
4. Menempatkan peralatan keselamatan dan pencegahan kebakaran di daerah
yang rawan akan kecelakaan atau kebakaran.
5. Pemasangan alarm (tanda bahaya), sehingga bila terjadi bahaya dapat segera
diketahui.
6. Penyediaan poliklinik dengan sarana yang memadai untuk pertolongan
VI-11
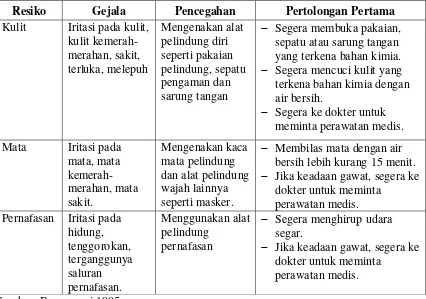
6.3 Keselamatan Kerja pada Pabrik HIP
6.3.1 Bahaya Kerja yang Mungkin Terjadi dalam Pabrik Pembuatan HIP
Bahaya kerja yang mungkin terjadi dalam pabrik pengolahan HIP ini
mencakup
1. Bahaya yang disebabkan oleh mesin, peralatan dan perkakas
- Bahaya karena bagian yang bergerak, seperti tangan menyentuh alat yang
berputar.
- Bahaya cedera karena jatuhnya perkakas, sekrup, atau beban pada saat
reparasi atau perakitan.
- Bahaya karena tekanan lebih dalam peralatan. Timbulnya ledakan pada
bejana-bejana tertutup seperti digester.
- Bahaya karena perkakas yang rusak atau tidak cocok, misalnya mur yang
aus, pahat yang rusak, gagang palu yang longgar dan kunci pas yang tidak
tepat.
2. Bahaya yang berkaitan dengan energi
- Bahaya dalam menggunakan energi listrik. Hal ini dapat terjadi ketika
membuka atau memasukkan tangan ke dalam kotak instalasi istrik, ketika
melakukan reparasi dengan cara yang salah ataupun pada saluran-saluran
listrik dan pembumian (grounding) yang tidak sempurna.
- Bahaya ketika menggunakan energi pemanas. Bahaya kebakaran pada
bagian-bagian yang tidak terisolasi, misalnya pada te