67
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Gambaran Umum Perusahaan 4.1.1 Profil Perusahaan
PT. APM ARMADA AUTOPARTS merupakan salah satu perusahaan
manufaktur komponen interior otomotif di indonesia yang berkembang pesat.
Karena konsistensinya dalam industri interior otomotif, perusahaan yang sudah
memasuki umur operasi ke delapan tahun ini pun memiliki rekanan bisnis delapan
pabrikan otomotif nasional. Dengan dukungan sumber daya manusia unggul
sebanyak lebih dari 500 orang yang tersebar dalam berbagai struktur perusahaan,
maka perusahaan ini memiliki visi untuk menjadi perusahaan interior otomotif
ternama di tahun 2015. Produk yang dihasilkan oleh perusahaan cukup beragam,
pada dasarnya hampir 80% dari komponen interior otomotif di buat oleh
perusahaan ini. Produk-produk yang dihasilkan dari proses produksi perusahaan
ini berupa : Headlining Assy, Trim Door Assy, Carpet Floor dan Floor Mat, Sunvisor, Package Tray Trim, Luggage Compartment dan Trim Pillar. Sebagai
vendor dari pabrikan otomotif, maka perusahaan perlu mengikuti perubahan dan perkembangan yang terjadi dalam industri otomotif saat ini. Untuk mengantisipasi
68
President Director
Technical Advisor
Finance/Acc Dept Marketing Dept PPIC Dept
Quality Dept HRD & GA Dept
Purchasing Dept Production Dept
Maintenance Dept General Manager
Engineering Dept
Kaizen Dept Secretary
Finance & Admin Director
IT
hal tersebut, maka pada awal tahun 2010 perusahaan mendirikan seksi
Research and Development sebagai design center dan terciptanya produk-produk inovasi baru, sekaligus juga meningkatkan dan berperan serta dalam cost reduction program dari aktivitas quality improvement dan process improvement
yang berkaitan dengan produk. Dan untuk memperbaiki proses produksi yang
sedang berjalan, pada waktu yang sama juga perusahaan mendirikan departement
Kaizen yang bertugas untuk melakukan continous improvement dan perbaikan secara radikal terutama pada lini produksi perusahaan. Dan sebagai hasil kerja
keras dari seluruh elemen perusahaan, pada awal tahun 2011 kemarin perusahaan
mendapatkan penghargaan dari salah satu pabrikan otomotif nasional sebagai
“Best Quality and Delivery Improvement Vendor 2010”. Berikut adalah struktur organisasi perusahaan.
69
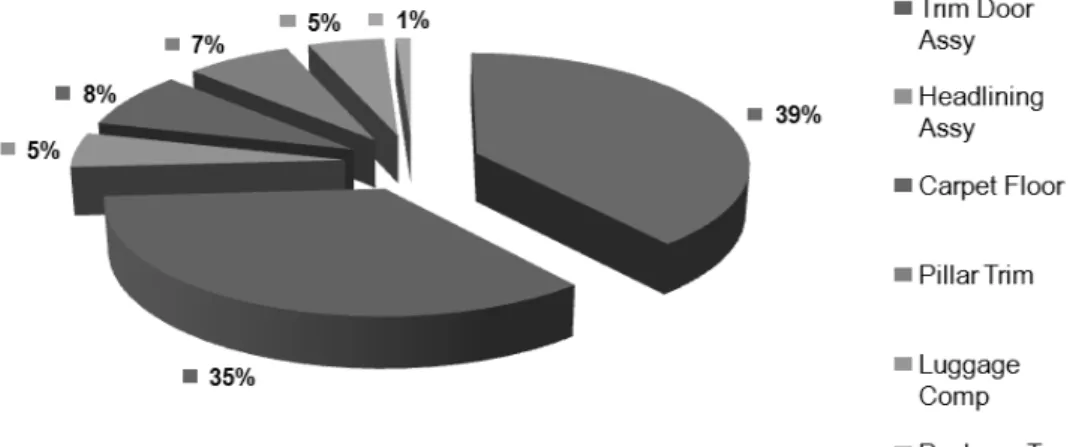
Grafik di bawah ini adalah ilustrasi dari beberapa costumer perusahaan ditinjau berdasarkan prosentase jumlah produk tiap costumer yang di produksi di lini produksi perusahaan. Data diambil tahun 2009.
Gambar 4.2 Pie Diagram Costumer
Berdasarkan data diatas, costumer terbesar dari perusahaan adalah PT. A, hal ini berkorelasi langsung dengan banyaknya masalah kualitas dan pengiriman.
Dan dari data yang didapat, masalah kualitas dan pengiriman terbesar perusahaan
adalah pada saat melakukan pelayanan terhadap PT. A dibandingkan dengan
kasus yang terjadi kepada costumer lain. Maka untuk memfokuskan program perbaikan kinerja terhadap quality dan delivery, perusahaan menjadikan kasus-kasus kualitas dan pengiriman yang terjadi dalam melakukan pelayanan terhadap
PT. A sebagai pilot project dari penerapan metode Lean Sigma untuk perbaikan kinerja Quality dan Delivery.
70 4.1.2 Profil Produk
Perusahaan memproduksi beberapa produk dengan varian yang beragam,
dan untuk kebutuhan beberapa costumer, namun produk yang dihasilkan tetap merupakan jenis yang sama satu sama lain. Beberapa produk tersebut adalah :
Dari beberapa jenis produk yang dihasilkan tersebut, produk terbanyak yang
juga merupakan produk yang memiliki masalah kualitas dan pengiriman terbesar
adalah produk Sunvisor Assy, maka untuk selanjutnya akan dijadikan bahan Gambar 4.3 Carpet Floor Gambar 4.4 Headlining Assy
Gambar 4.5 Trim Door Assy
71
penelitian dan pilot project dari penerapan metode Lean Sigma untuk memperbaiki kinerja Quality dan Delivery di perusahaan.
Berikut ilustrasi dari prosentase jumlah produk yang disupply ke PT. A berdasarkan data tahun 2009 :
Gambar 4.8 Pie Diagram Product Quantity Percentage
Berikut adalah gambar dari produk Sunvisor Assy PT. A :
72 13 14 15 17 16
Gambar 4.10 adalah struktur dari Sunvisor Assy, dimana material penyusunnya dijabarkan dalam tabel 4.1
73
Tabel 4.1 Sunvisor Assy Part Structure
1 2 3 ● Sunvisor Assy 01 ● Cover PVC Sheet A 02 ● Cover PVC Sheet B 03 ● Pad 04 ● Corrugated Carton 05 ● Pivot Shaft 06 ● Bracket 07 ● Spring 08 ● Washer 1 09 ● Hexagonal Nut 10 ● Adhesive -11 ● Washer 2 12 ● Screw 13 ● Tube Visor 14 ● Wire Frame 15 ● Mirror 16 ● Retainer Plate 17 ● Clip No Part Level
74 R e c e iv e M a t e r ia l I n s p e c tio n W a r e h o u s e C la im T o S u p p lie r M a t e r ia l P r e p a r a t io n S p o t W e ld in g A s s y C lip + W ir e F r a m e P a d G lu e d + A s s y w ir e f r a m e s e t C u tt in g C o v e r A s s y C o r r u g a t e d + W ir e F r a m e s e t M a t e r ia l P r e p a r a t io n W e ld M ir r o r + C o v e r H ig h F r e q u e n c y W e ld in g M a t e r ia l P r e p a r a t io n A s s y B r a c k e t A s s y P iv o t S h a f t + S u n v is o r U lt r a s o n ic W e ld I n s p e c t io n P a c k in g S h ip p in g & D e liv e r y R e c e iv e M a t e r ia l I n s p e c t io n W a r e h o u s e R e c e iv e M a t e r ia l I n s p e c t io n W a r e h o u s e Y e s N o I n s p e c t io n R e p a ir & R e je c t Y e s N o R e p a ir & R e je c t Y e s N o I n s p e c tio n R e je c t / W a s t e Y e s In s p e c t io n R e je c t /W a s t e Y e s N o N o 1 2 3 4 5 6 7 8 9 1 0 1 1 1 2
Assy Line
Sub Assy 1
Sub Assy 2
Process Flow dari produk Sunvisor Assy adalah sebagai berikut :
75
No Nama Mesin Jumlah Mesin
(unit) Proses
1 Spot Welding 1
Welding Retainer Plate dan Wire
Frame
2 High Frequency Welding 2 Welding PVC
Cover dan Mirror
3 Ultrasonic Welding 1 Welding Tube
Visor
1 2 3 4 5 ...30
1 Spot Welding Main Line 19 21 17 19 18 20
2 Cutting Cover Sub Assy 1 5 4 5 6 4 5
3 Assy Bracket Sub Assy 2 20 17 17 19 23 24
4 Welding Mirror Sub Assy 1 30 33 32 30 34 31
5 Assy Clip Main Line 24 23 23 26 25 24
6 Assy Carton Main Line 31 34 35 30 33 35
7 Pad Glued Main Line 35 34 33 34 34 35
8 High Frequency Welding Main Line 35 38 37 33 34 39
9 Ultrasonic Welding Main Line 14 16 13 13 14 15
10 Assy Pivot Shaft Main Line 11 12 10 12 13 12
11 Inspection Main Line 14 15 12 14 17 16
12 Packing Main Line 11 12 10 13 11 11
Pengamatan Ke Stasiun Kerja Line
Process No
Untuk mesin produksi yang digunakan dalam pembuatan produk Sunvisor Assy ini adalah sebagai berikut :
Tabel 4.2 Tabel Data Mesin
4.2 Cycle Time Process
Untuk menghitung cycle time proses dari tiap stasiun kerja line Sunvisor Assy, maka dilakukan pengamatan langsung di line Sunvisor Assy. Untuk mengukur waktu siklus kerja, diambil 30 sampel pengamatan waktu kerja dari
stasiun kerja Line Sunvisor Assy berikut :
76 4.3 Data permintaan kebutuhan PT. A
Tingkat permintaan barang (Sunvisor Assy) dari PT. A versus finish good shipped pada tahun 2009 :
Tabel 4.4 Tabel jumlah pesanan Sunvisor Assy PT. A tahun 2009
Gambar 4.12 Grafik rasio perbandingan jumlah pesanan, jumlah produksi dan
77
Hour Second Hour Second Hour Second Hour Second
1 08.00 - 17.00 8 28800 1 3600 0,35 1260 6,65 23940 2 11.00 - 08.00 8 28800 1 3600 0,35 1260 6,65 23940
Hour Second Hour Second Hour Second Hour Second
1 08.00 - 17.00 12 43200 1,5 5400 0,35 1260 10,15 36540 17.00-20.00 2 11.00 - 08.00 8 28800 1 3600 0,35 1260 6,65 23940
Hour Second Hour Second Hour Second Hour Second
1 08.00 - 20.00 12 43200 1,5 5400 0,35 1260 10,15 36540 17.00-20.00 2 20.00 - 08.00 12 43200 1,5 5400 0,35 1260 10,15 36540 05.00-08.00
Waktu Effektif
Over Time
Shift Time Waktu Effektif
Over Time
Jam Kerja Waktu Effektif
Shift Time Jam Kerja Istirahat Allowance
Shift Time Istirahat Allowance
Jam Kerja Istirahat Allowance
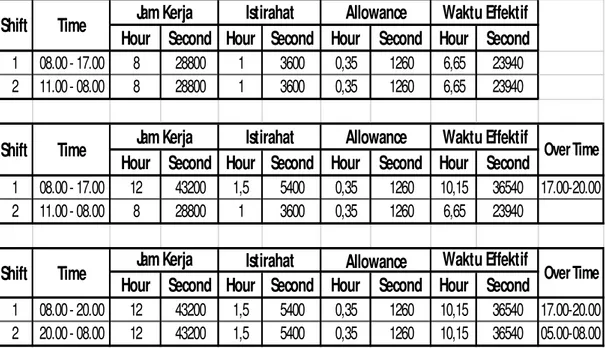
4.4 Data waktu kerja dan jumlah karyawan
Perhitungan waktu kerja perusahaan adalah sebagai berikut :
Tabel 4.5 Tabel jam kerja line produksi
Tabel di atas menjelaskan, bahwa jika perusahaan bekerja normal 8 jam
kerja dalam satu shift perhari, maka waktu efektif untuk melakukan suatu
pekerjaan adalah 6,65 jam atau 23940 second. Namun jika perusahaan
memberlakukan over time pada salah satu shift baik itu di shift 1 atau 2, maka total jam kerja efektif shift 1 dan 2 adalah 10,15 jam + 6,65 Jam = 16,8 Jam. Jika
perusahaan melemburkan shift 1 dan 2, maka total waktu kerja efektif menjadi
10,15 jam + 10,15 jam = 20,3 jam.
Jumlah karyawan dari line Sunvisor Assy baik dalam kondisi kerja normal (normal shift) atau pun over time adalah 11 orang.
78
Jenis Reject
Keterangan
Alat Uji
Standard
Torque axis X Out Spec Torsi lemah dan tidak sesuai standar saat
di check dengan push&pull meter
Push & Pull
meter 5 kgf/ cm
Torque axis Y Out Spec Torsi lemah dan tidak sesuai standar saat
di check dengan push&pull meter
Push & Pull
meter 5 kgf/ cm
Dimensi Out Spec Ukuran produk yang diluar standar Jig Check Dimensi sesuai jig check
Cover lepas Kekuatan hasil welder HF welding lemah Push & Pull
meter 2,5 kgf/ cm
Burry Sisa hasil welder cover menonjol keluar Visual 0,5 mm
Bunyi Timbul bunyi saat pivot shaft atau
bracket diputar Visual
Tidak menimbulkan bunyi aneh saat pivot shat atau bracket diputar Keriput, kotor, scratch, sobek,
wave
Segala bentuk cacat penampilan
(appereance) Visual
Tidak keriput, kotor, scratch, sobek, wave
4.5 Pengumpulan Data Biaya
Biaya merupakan faktor penting dalam setiap bisnis, karena semua proses
perbaikan berhilir kepada efisiensi dan efektifitas yang pada akhirnya adalah
efisiensi pengeluaran. Perusahaan perlu memperhatikan hal ini karena terkait cash flow dan perkembangan perusahaan kedepan. Berikut adalah beberapa data biaya yang didapat penulis.
Biaya produksi satu unit Sunvisor Assy adalah : Rp. 13.000 Biaya rework untuk satu unit Sunvisor Assy adalah : Rp. 1500
Biaya tenaga kerja rata-rata (operator lini sunvisor assy) adalah sebagai berikut :
- Biaya tenaga kerja di jam kerja normal = Rp. 10.800 / jam
- Biaya tenaga kerja saat over time = Rp. 21.600 / jam
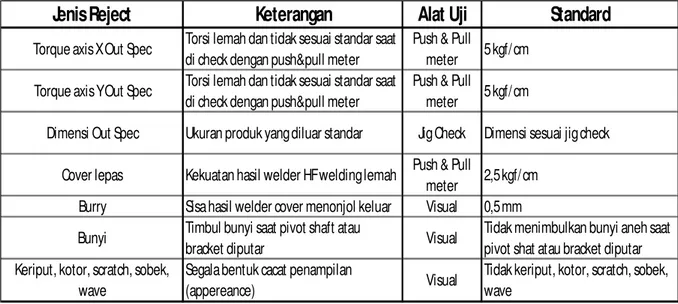
4.6 Pengumpulan Data Jenis Cacat Produk dan Deskripsi Cacat
Tabel 4.6 menunjukkan beberapa jenis ketidakterimaan produk yang di
tentukan oleh costumer eksternal.
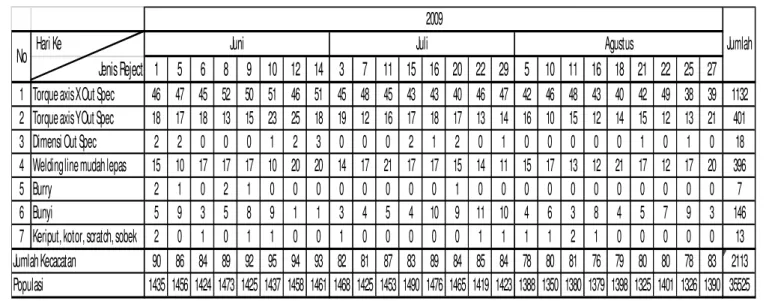
79
Hari Ke
Jenis Reject 1 5 6 8 9 10 12 14 3 7 11 15 16 20 22 29 5 10 11 16 18 21 22 25 27 1 Torque axis X Out Spec 46 47 45 52 50 51 46 51 45 48 45 43 43 40 46 47 42 46 48 43 40 42 49 38 39 1132 2 Torque axis Y Out Spec 18 17 18 13 15 23 25 18 19 12 16 17 18 17 13 14 16 10 15 12 14 15 12 13 21 401 3 Dimensi Out Spec 2 2 0 0 0 1 2 3 0 0 0 2 1 2 0 1 0 0 0 0 0 1 0 1 0 18 4 Welding line mudah lepas 15 10 17 17 17 10 20 20 14 17 21 17 17 15 14 11 15 17 13 12 21 17 12 17 20 396
5 Burry 2 1 0 2 1 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 7
6 Bunyi 5 9 3 5 8 9 1 1 3 4 5 4 10 9 11 10 4 6 3 8 4 5 7 9 3 146
7 Keriput, kotor, scratch, sobek 2 0 1 0 1 1 0 0 1 0 0 0 0 0 1 1 1 1 2 1 0 0 0 0 0 13 90 86 84 89 92 95 94 93 82 81 87 83 89 84 85 84 78 80 81 76 79 80 80 78 83 2113 1435 1456 1424 1473 1425 1437 1458 1461 1468 1425 1453 1490 1476 1465 1419 1423 1388 1350 1380 1379 1398 1325 1401 1326 1390 35525 Jumlah No Jumlah Kecacatan Populasi
Juni Juli Agustus
2009
Berikut adalah grafik reject ratio (jumlah reject finish good/jumlah hasil produksi). Data diambil pada tahun 2009.
Gambar 4.13 Grafik Reject Ratio tahun 2009
Dari grafik terlihat, bahwa tingkat reject yang paling besar adalah ketika produksi di bulan Juni-Agustus 2009. Penulis memfokuskan untuk menganalisa
jenis-jenis defect produk yang terjadi pada bulan-bulan tersebut sebagai acuan untuk memperbaiki kualitas dari Sunvisor Assy.
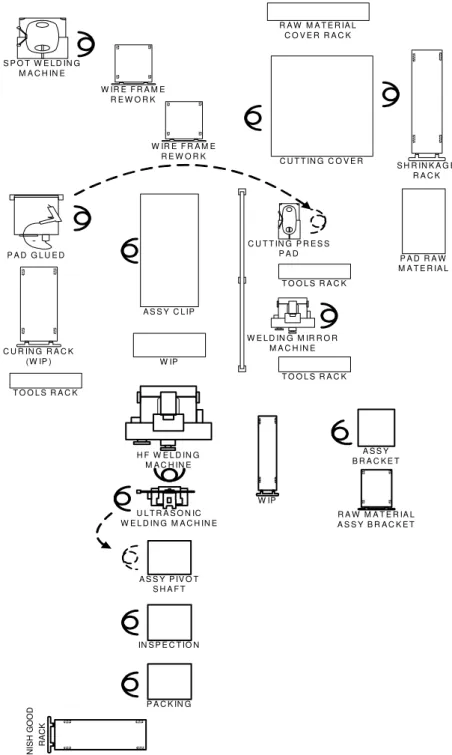
80 A S S Y B R A C K E T C U T T IN G C O V E R R A W M A T E R IA L C O V E R R A C K A S S Y C L IP P A D G L U E D S P O T W E L D IN G M A C H IN E C U T T IN G P R E S S P A D H F W E L D IN G M A C H IN E W IP S H R IN K A G E R A C K W E L D IN G M IR R O R M A C H IN E U L T R A S O N IC W E L D IN G M A C H IN E IN S P E C T IO N A S S Y P IV O T S H A F T P A C K IN G F IN IS H G O O D R A C K C U R IN G R A C K (W IP ) W IR E F R A M E R E W O R K P A D R A W M A T E R IA L T O O L S R A C K R A W M A T E R IA L A S S Y B R A C K E T W IR E F R A M E R E W O R K T O O L S R A C K T O O L S R A C K W IP 4.5.3 Production Line Layout
Berikut adalah sketsa layout lini produksi sunvisor assy saat ini :
81 4.6 Pengolahan Data
4.6.1 Tahap Define
1. Penentuan waktu standar kerja
Dari hasil pengamatan waktu siklus kerja sebelumnya dengan menggunakan
metode jam henti, maka dilakukan pengukuran waktu standar kerja dengan
menggunakan metode westinghouse. Namun, sebelum dilakukan pengukuran waktu standar dengan menggunakan metode westinghouse, dilakukan analisa terhadap variasi data dengan menggunakan control chart untuk mengetahui apakah data yang digunakan memiliki variasi yang besar sehingga harus diambil
sampel yang lebih banyak lagi. Dan untuk mengetahui apakah jumlah sampel
yang diambil sudah mencukupi untuk dijadikan acuan study waktu, penulis melakukan uji kecukupan data terlebih dahulu. Kedua hal tersebut dilakukan
dengan menggunakan sampel salah satu stasiun kerja yang memiliki nilai cycle time rata-rata paling tinggi, yaitu stasiun kerja high frequency welding.
Analisa data stasiun kerja high frequency welding :
, ∑ xi n x = x = 1074 30 x = 35,8
σ
=
n-1
(x-x)
2σ
=
30-1
144,8
σ
=
29
144,8
σ
=
4,99
,
σ
= 2,23
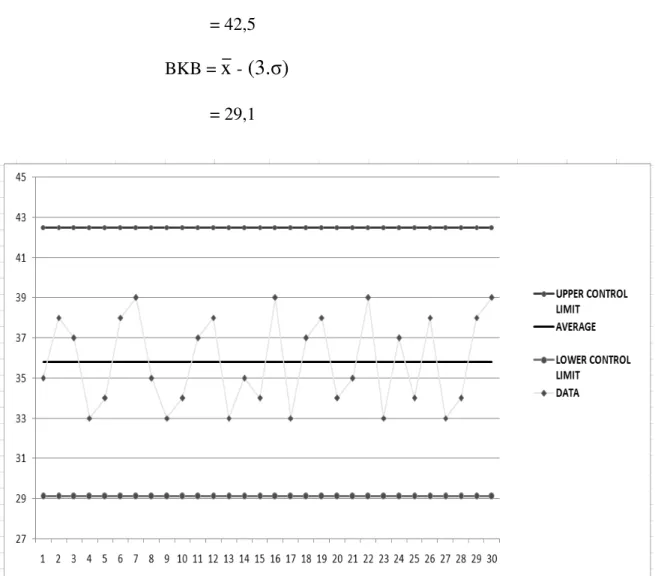
82 BKA =
x
+(3.
σ
)
= 35,8 + (3.2,23) = 42,5 BKB =
x
-(3.
σ
)
= 29,1Gambar 4.15 Cycle Time Control Chart
Dari grafik dapat dilihat bahwa variasi data masih dalam batas kontrol dan
dapat disimpulkan bahwa penyimpangan dari data satu dengan yang lain tidak
begitu jauh (stabil). Jadi data sampel dapat digunakan untuk analisa berikutnya.
Dan untuk menentukan apakah jumlah sampel yang diambil sudah
mencukupi untuk dilakukan analisa, penulis melakukan uji penentuan jumlah
83
Tabel 4.8 Penentuan jumlah sampel
Dari tabel disamping maka dapat
dihitung kecukupan jumlah sampel
sebagai berikut :
- Menggunakan tingkat keyakinan 99%,
z = 2,58.
- Dan kemungkinan kesalahan 3%,
h = 0,03
Maka :
Didapat n = 28,7 , artinya untuk jumlah sampel yang dianggap cukup
untuk digunakan sebagai data analisa adalah sebanyak 29 sampel. Dapat
disimpulkan bahwa pengambilan sampel sebanyak 30 kali pengamatan yang
dilakukan penulis terhadap cycle time produksi sunvisor assy sudah cukup untuk dijadikan acuan dalam melakukan analisa.
Berikut adalah hasil perhitungan waktu standar dari cycle time masing-masing stasiun kerja lini sunvisor assy, yang dicontohkan dan diwakili oleh work station high frequency welding :
No Sampel X X X-X (X-X) 2 1 35 35,8 -0,8 0,64 2 38 35,8 2,2 4,84 3 37 35,8 1,2 1,44 4 33 35,8 -2,8 7,84 5 34 35,8 -1,8 3,24 6 38 35,8 2,2 4,84 7 39 35,8 3,2 10,24 8 35 35,8 -0,8 0,64 9 33 35,8 -2,8 7,84 10 34 35,8 -1,8 3,24 11 37 35,8 1,2 1,44 12 38 35,8 2,2 4,84 13 33 35,8 -2,8 7,84 14 35 35,8 -0,8 0,64 15 34 35,8 -1,8 3,24 16 39 35,8 3,2 10,24 17 33 35,8 -2,8 7,84 18 37 35,8 1,2 1,44 19 38 35,8 2,2 4,84 20 34 35,8 -1,8 3,24 21 35 35,8 -0,8 0,64 22 39 35,8 3,2 10,24 23 33 35,8 -2,8 7,84 24 37 35,8 1,2 1,44 25 34 35,8 -1,8 3,24 26 38 35,8 2,2 4,84 27 33 35,8 -2,8 7,84 28 34 35,8 -1,8 3,24 29 38 35,8 2,2 4,84 30 39 35,8 3,2 10,24 X = 35,8 ∑ (X-X)2 = 144,8
n
= 28,7n = (z.
σ
/h.x)
2 2,58 x 2,23 0,03 x 35,8n =
84
Month Jumlah Produksi (pcs/ month)
Jumlah Hari
Waktu Kerja Efektif (Hour/ Month) Rata Produksi (pcs/ hour) Jan 42.102 27 548,1 77 Feb 42.016 27 548,1 75 Mar 42.740 29 588,7 73 Apr 42.287 28 568,4 73 Mei 42.735 29 588,7 73 Jun 42.738 29 588,7 73 Jul 42.757 29 588,7 73 Aug 42.356 28 568,4 73 Sep 35.467 24 487,2 73 Okt 42.297 28 568,4 73 Nop 42.761 29 588,7 73 Des 39.954 26 527,8 76
Average Finish Good 74
Wn = Ws . p
Wn = 36 . 0,95
Wn = 30,6
Faktor penyesuaian (p) di tentukan berdasarkan pengamatan langsung dengan
mempertimbangkan pengalaman pekerja (sampel) sebesar 95%.
Wb = Wn . (100% : 100% - Allowance %) Wb = 30,6 / (100% : 100% – 2,5%)
Wb = 30,6 / 1,03
Wb = 33 Detik
Untuk lebih lengkap, perhitungan waktu standar seluruh work station lini sunvisor assy dapat dilihat pada tabel 4.9 (lampiran 1).
2. Kapasitas produksi
Berdasarkan data pencapaian produksi tahun 2009, maka dapat di hitung
bahwa kemampuan rata-rata line sunvisor assy untuk memenuhi kebutuhan perbulan costumer adalah dengan menghasilkan 74 pcs/jam dengan menghabiskan waktu 12 jam setiap shift dan beroperasi selama 2 shift.
85
Dari kemampuan rata-rata produksi tahun 2009 sebanyak 74 pcs/jam, dapat
dihitung bahwa cycle time tertinggi di linesunvisor assy saat itu adalah 3600 detik (second) : 74 pcs/jam = 48 detik (second).
Berdasarkan perbandingan antara kebutuhan perbulan costumer dan kemampuan rata-rata produksi line sunvisor assy, diketahui bahwa lini produksi
sunvisor assy harus beroperasi dengan menambah jam kerja (over time) dari jam kerja normal selama sebulan sebesar 13,3 jam kerja/hari x 22 hari kerja (jumlah
hari kerja normal = 293 jam kerja normal selama satu bulan menjadi 41684 Pcs
(jumlah rata-rata produksi pertahun) : 74 Pcs/jam = 563 jam agar kebutuhan
costumer selalu terjaga. Artinya, prosentase over time (kerja lembur) untuk memenuhi kebutuhan costumer adalah 563 jam – 293 jam = 270 jam, maka 270 jam / 293 jam x 100 = 92,15 %. Hal ini belum termasuk apabila terdapat
gangguan produksi seperti mesin rusak, dan lain-lain.
3. Value Stream Mapping Current State
Gambar 4.16 (lihat lampiran 2) adalah visualisasi dari Value Stream Current State Sunvisor Assy Current State. Value Stream Process Mapping ini sudah meliputi identifikasi jenis waste yang didapat berdasarkan pengamatan dilapangan.
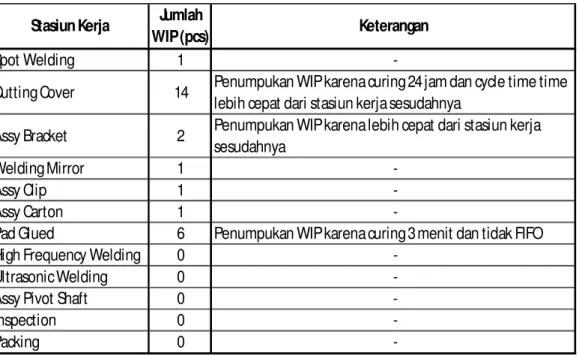
4. Data jumlah Work In Process (WIP)
Saat ini, standar jumlah produk work in process (WIP) dari setiap work station lini sunvisor assy belum pernah ditetapkan, sehingga banyak produk WIP menumpuk di line dan membebankan inventory dan beresiko terhadap rework
86
Spot Welding 1
-Cutting Cover 14 Penumpukan WIP karena curing 24 jam dan cycle time time lebih cepat dari stasiun kerja sesudahnya
Assy Bracket 2 Penumpukan WIP karena lebih cepat dari stasiun kerja sesudahnya
Welding Mirror 1
-Assy Clip 1
-Assy Carton 1
-Pad Glued 6 Penumpukan WIP karena curing 3 menit dan tidak FIFO
High Frequency Welding 0
-Ultrasonic Welding 0
-Assy Pivot Shaft 0
-Inspection 0
-Packing 0
-Stasiun Kerja Jumlah
WIP (pcs) Keterangan
hal ini dan mencoba melakukan penelitian agar setiap work station bisa ditetapkan jumlah maksimum WIP nya yaitu 1 pcs, sesuai dengan prinsip Lean Manufacturing yaitu one piece flow dengan menggunakan sistem produksi tarik sehingga meminimalkan WIP dan artinya pada setiap work station WIP harus sama dengan 1. Dalam mendata WIP lini sunvisor assy, penulis menggunakan metode pengamatan dan wawancara dengan pekerja, dari hasil pengamatan dan
wawancara tersebut, penulis mendapatkan informasi bahwa di lini produksi
sendiri WIP dibedakan menjadi 2 macam. Selain karena pengaruh waktu siklus
tiap stasiun kerja yang berbeda-beda, WIP ini ditimbulkan juga karena
karakteristik material penyusun sunvisor assy yang cukup unik. Secara jelas data WIP digambarkan pada tabel berikut :
87 5. Klasifikasi Waste
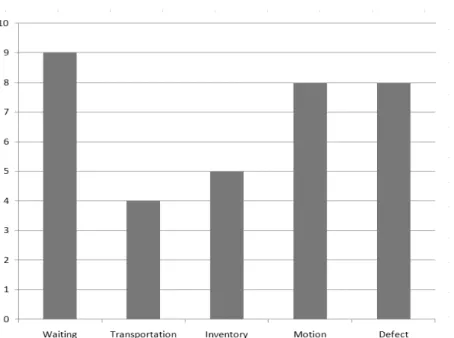
Tabel 4.12 (lihat lampiran 3) menjelaskan tiap waste yang terdapat pada setiap proses (stasiun kerja) line sunvisor assy merujuk pada value stream mapping current state. Grafik dibawah merupakan resume dari jumlah dan jenis
waste yang diidentifikasi melalui pengamatan dan penjabaran process information flow chart.
Gambar 4.17 Grafik jumlah masing-masing jenis waste
Dapat dilihat dari tabel diatas, bahwa jenis waste yang banyak terdapat pada sistem saat ini adalah :
- Waiting sebanyak 9 kasus - Defect sebanyak 8 kasus - Motion sebanyak 8 kasus - Inventory sebanyak 5 kasus - Transportation sebanyak 4 kasus - Over Processing sebanyak 3 kasus
88 Spot Welding Setting jig assy dan setup mesin
Setting jig welding dan setup mesin Menunggu WIP cover setelah dilakukan shrinkage
Setting mesin
Menunggu WIP dari stasiun Pad Glued Ultrasonic Welding Menunggu WIP dari stasiun HF Welding
Assy Pivot Shaft Menunggu WIP dari stasiun Ultrasonic welding Inspection Menunggu WIP dari Assy Pivot Shaft
Packing Menunggu part finish good Welding Mirror
HF Welding
Stasiun Kerja Keterangan
Spot Welding Jarak dari mesin spot welding ke stasiun sesudah nya cukup jauh (±10 meter)
Assy Bracket Jarak dari stasiun assy bracket cukup jauh dan terhalangi oleh stasiun lain (jarak ±3 meter)
Welder Mirror Jarak dari mesin welder mirror ke stasiun berikutnya cukup jauh dan terhalangi (jarak ±3,5 meter)
Pad Glue Jarak dari meja pad glued ke stasiun selanjutnya cukup jauh (±3 meter)
Stasiun Kerja Keterangan
Hasil analisa dari value stream mapping current state, time study yang dilakukan dan dari tabel waste mapping, menghasilkan satu informasi penting guna melakukan perbaikan. Informasi tersebut adalah pengetahuan dan
pengidentifikasian aktivitas yang tidak bernilai tambah (non value added) dan bahkan cenderung membebani sistem dan merugikan yang diklasifikasikan
sebagai waste. Tabel 4.13 akan menjabarkan apa saja aktivitas yang tidak bernilai tambah (non value added) pada sistem saat ini yang perlu untuk dilakukan perbaikan dari tiap stasiun kerja line sunvisor assy :
Tabel 4.13 Tabel Waste “Waiting”
89
Ultrasonic Weld Menghilangkan burry Assy Pivot Shaft Rework akibat over torque
Inspection Rework akibat kotor dan keriput
Stasiun Kerja Keterangan
Cutting Cover Terdapat WIP menumpuk karena dilakukan shrinkage dan perbedaan cycle time
Assy Bracket Terdapat WIP menumpuk karena perbedaan cycle time Pad Glued Terdapat tumpukan WIP akibat dilakukan curing
Stasiun Kerja Keterangan
Spot Welding Gerakan berjalan dari stasiun spot welding ke stasiun berikutnya
Mencari keranjang sampah untuk membuang material reject
Menaruh hasil cutting di rak shrinkage
Assy Bracket Gerakan berjalan dari stasiun assy bracket ke stasiun berikutnya
HF Welding Mencari keranjang sampah untuk membuang material reject
Ultrasonic Weld Mencari keranjang sampah untuk membuang material reject
Assy Pivot Shaft Mencari keranjang sampah untuk membuang material reject
Inspection Mencari tempat produk NG
Stasiun Kerja Keterangan
Cutting Cover
Tabel 4.15 Tabel Waste “Over Processing”
Tabel 4.16 Tabel Waste “Inventory”
90
Jenis Reject Keterangan Alat Uji Standard
Torque axis X Out Spec Torsi lemah dan tidak sesuai standar saat di check dengan push&pull meter
Push & Pull
meter 5 kgf/ cm Torque axis Y Out Spec Torsi lemah dan tidak sesuai standar saat
di check dengan push&pull meter
Push & Pull
meter 5 kgf/ cm
Dimensi Out Spec Ukuran produk yang diluar standar Jig Check Dimensi sesuai jig check Cover lepas Kekuatan hasil welder HF welding lemah Push & Pull
meter 2,5 kgf/ cm Burry Sisa hasil welder cover menonjol keluar Visual 0,5 mm Bunyi Timbul bunyi saat pivot shaft atau
bracket diputar Visual
Tidak menimbulkan bunyi aneh saat pivot shat atau bracket diputar Keriput, kotor, scratch, sobek,
wave
Segala bentuk cacat penampilan
(appereance) Visual
Tidak keriput, kotor, scratch, sobek, wave
Spot Welding Over weld (bolong), Weld Less (weld lepas), Spark Spot Cutting Cover Material sisa, kotor, terpotong, sobek
Welding Mirror Over weld (bolong), Spark, Black Spot, Miring, sisi tidak sama
Pad Glued Defect karena pad tidak rata menempel di carton (wave) HF Welding Spark, Black Spot, Bolong, Weld mudah lepas, keriput Ultrasonic Weld Over weld, miring, pecah
Assy Pivot Shaft Over torque pada nut dan screw
Inspection keriput, less turning load (torque axis X dan Y), sobek, kotor
Stasiun Kerja Keterangan
Tabel 4.18 Tabel Waste “Defect”
6. Penentuan Critical To Quality
Dari hasil pengambilan sampel dan pengamatan yang dilakukan terhadap
jumlah dan jenis defect produk di line sunvisor assy, maka dapat di simpulkan bahwa terdapat tujuh karakteristik mutu yang harus dipenuhi oleh perusahaan agar
produk sunvisor assy terjamin kualitasnya saat sampai ditangan costumer. Tabel 4.19 Critical To Quality (CTQ)
91
Defects Qty (pcs)
:
2.113
Units Inspection (pcs)
:
35.525
Opportunities per Unit
:
7
DPMO
:
8.497
Sigma Level
:
3,89
Sigma Calculator
Sigma Calculator
Sigma Calculator
Sigma Calculator
4.6.2 Tahap Measure1. Pengukuran Level Sigma
Pengukuran level sigma sistem saat ini akan dilakukan melalui perhitungan dengan menggunakan kalkulator sigma. Nilai jumlah reject produk, jumlah sampel yang diinspeksi dari tabel 4.7 serta CTQ dimasukkan ke dalam kalkulator
sigma.
Gambar 4.18 Level Sigma Calculation
Dari hasil perhitungan level sigma dengan menggunakan sigma calculator, diketahui bahwa sistem saat ini baru mencapai kinerja 3,89 Sigma.
2. Quality Productivity Ratio
Quality-Productivity Ratio akan meningkat dari waktu ke waktu apabila produktivitas dan/atau kualitas aktual organisasi itu benar-benar meningkat.
Peningkatan kapasitas produksi semata yang hanya meningkatkan output dan/atau kebijakan yang tidak berkaitan dengan peningkatan proses menuju target bebas
cacat dan reduksi biaya terus-menerus tidak akan meningkatkan atau
92 Month Jumlah Produksi Reject Qty (pcs) Rework Qty (pcs) FG Qty (pcs) FPY (%) Production Cost Rework Cost Q-P Ratio Jan 42.102 1.588 1.509 40.514 99,96 Rp 13.000,00 Rp 1.500,00 0,000074 Feb 42.016 920 874 41.096 99,98 Rp 13.000,00 Rp 1.500,00 0,000075 Mar 42.740 1.181 1.122 41.559 99,97 Rp 13.000,00 Rp 1.500,00 0,000075 Apr 42.287 780 741 41.507 99,98 Rp 13.000,00 Rp 1.500,00 0,000075 Mei 42.735 1.103 1.048 41.632 99,97 Rp 13.000,00 Rp 1.500,00 0,000075 Jun 42.738 2.538 2.411 40.200 99,94 Rp 13.000,00 Rp 1.500,00 0,000072 Jul 42.757 2.441 2.319 40.316 99,94 Rp 13.000,00 Rp 1.500,00 0,000072 Aug 42.356 2.300 2.185 40.056 99,95 Rp 13.000,00 Rp 1.500,00 0,000072 Sep 35.467 1.346 1.279 34.121 99,96 Rp 13.000,00 Rp 1.500,00 0,000074 Okt 42.297 560 532 41.737 99,99 Rp 13.000,00 Rp 1.500,00 0,000076 Nop 42.761 1.789 1.700 40.972 99,96 Rp 13.000,00 Rp 1.500,00 0,000073 Dec 39.954 2.158 2.050 37.796 99,95 Rp 13.000,00 Rp 1.500,00 0,000072
digunakan sebagai tolak ukur keberhasilan penerapan metode Lean Sigma dalam suatu proses bisnis.
Berikut adalah salah satu perhitungan Q-P ratio produk sunvisor assy
berdasarkan data tahun 2009 yang dihitung dengan menggunakan sampel bulan
januari. Selanjutnya tabel 4.18 akan menyajikan Q-P ratio selama tahun 2009. Q-P ratio = (Banyaknya unit produk berkualitas) / {( Banyaknya unit
output x ongkos produksi per unit) + (Banyaknya unit
cacat yang diproduksi x ongkos pengerjaan kembali per
unit)} Q-P ratio = (40.514 pcs) / {(42.102 pcs x Rp. 13.000) + (200 pcs x Rp. 1.500)} Q-P ratio = (40.514 pcs) / {(547.326.000) + (300.000)} Q-P ratio = 40.514 pcs / Rp. 547.626.000 Q-P ratio = 0,000074
93
Process Name Value Added Activity Waktu (detik)
Costumer order sampai
start produksi Proses Administrasi 6480
Spot Welding
Melakukan proses dari saat ambil material sampai selesai welding dan menaruh WIP pada box finish good
18
Cutting Cover
Melakukan proses dari saat ambil material sampai selesai cutting dan menaruh WIP pada rak penyusutan
4
Assy Bracket
Melakukan proses dari saat mengambil material sampai selesai assy dan menaruh WIP dalam box
18
Welding Mirror
Melakukan proses dari saat ambil material sampai selesai proses welding dan menaruh WIP pada box
30
Assy Clip
Melakukan proses dari saat ambil material sampai selesai proses assy dan menaruh WIP pada box
30
Assy Carton
Melakukan proses dari saat ambil material sampai selesai proses assy dan menaruh WIP pada box
30
Pad Glued
Melakukan proses dari saat ambil material sampai selesai proses glued dan menaruh WIP di rak
33
High Frequency Welding
Melakukan proses dari saat ambil material sampai selesai proses welding dan menaruh WIP pada box
33
Ultrasonic Welding
Melakukan proses dari saat mengambil material sampai selesai welding dan menaruh WIP di box
13
Assy Pivot Shaft Melakukan proses dari saat ambil material
sampai selesai assy dan menaruh FG di box 11
Inspection
Melakukan proses pengecekan dari saat ambil produk, check dan menaruh produk di box
14
Packing
Melakukan proses dari saat mengambil produk sampai dengan membungkus produk dan menaruhnya di box
11 Delivery Preparation &
Transportation
Melakukan registrasi terhadap part, proses
administrasi hingga part dikirim 2520
3. Pengukuran Process Cycle Efficiency (PCE)
PCE adalah salah satu indikator kinerja dalam metode Lean Sigma. PCE di hitung berdasarkan seberapa besar aktivitas yang bernilai tambah (value added activity) terhadap total lead time. PIFC dan time study dibutuhkan untuk menghitung PCE saat awal dan setelah penerapan Lean Sigma. Biasanya PCE perusahaan Jepang sekitar 50%, Amerika 30%-40%, dan perusahaan indonesia
dibawah 13%. PCE dibawah 13% bisa dikatakan un-lean.
94
Dari data diatas, dapat diketahui bahwa total value added time dari sistem saat ini adalah = 6480+18+30+30+33+33+13+11+14+11+2520 = 9193 detik.
PCE = (Total Value Added Time / Total Lead Time) x 100% PCE = (9193 detik / 96353 detik) x 100%
PCE = 0,095 x 100% , PCE = 9,5%
Total lead time yang digunakan adalah total lead time dari PIFC current state.
Berdasarkan hasil perhitungan, ternyata didapat prosentase PCE dibawah
10%, ini menunjukkan bahwa sistem saat ini bisa dikatakan un-lean. Untuk memperbaiki prosentase PCE, maka perlu dilakukan eliminasi terhadap
aktivitas-aktivitas yang tidak bernilai tambah sehingga total lead time dapat dikurangi.
4. Pengukuran Overall Equipment Effectiveness (OEE)
Berdasarkan data down time, waktu kerja, jumlah reject produk dan pencapaian produksi tahun 2009, maka OEE bisa didapat dengan perhitungan
seperti dibawah. Sampel perhitungan diambil dari data bulan Januari 2009,
selebihnya untuk mempercepat proses perhitungan akan dilakukan dengan
menggunakan OEE Calculator.
Waktu kerja tahun 2009, berdasarkan data pencapaian produksi adalah 2
shift over time setiap hari dengan waktu kerja pukul 08.00 sampai dengan pukul 20.00 (shift 1) dan pukul 20.00 sampai dengan pukul 08.00 (shift 2)
95 Cycle Time Ideal (Waktu Standar) = 33 detik/pcs
Waktu Operasional = 24 jam
Waktu Istirahat = 3 jam/hari = 10800 detik/hari
Waktu Setup / hari = 420 detik = 7 menit = 0,12 jam per hari
Allowance Time per hari = 2520 detik = 0,7 jam per hari
Planned Downtime/day = 3 jam + 0,12 jam + 0,7 jam = 3,82 jam/hari
Planned Production Time = 24 jam – 3,82 jam = 20,18 jam/hari.
Unplanned Downtime = (Output Teoritis – Output Aktual) / Jumlah hari kerja / Output Teoritis per jam. (lihat tabel 4.22)
Output Teoritis/jam = 3600 detik / Cycle Time (Waktu Standar) = 3600 detik / 33 detik
= 109 pcs/jam
Output Teoritis/month = 109 pcs/jam x 20,18 (waktu operasional) x 27 hari kerja dibulan januari.
= 59390 pcs di bulan Januari 2009.
Unplanned Down Time = (59390 pcs – 42102 pcs) / 27 hari / 109 pcs
Unplanned Down Time = 17288 pcs/month : 27 hari : 109 pcs/jam
Unplanned Down Time = 5,9 jam/hari.
Maka, Availability = Operating Time / Planned Production Time
Availability = (Planned Production Time-Unplanned DownTime) / Planned Production Time.
Availability = (20,18-5,9 jam) / 20,18 jam
96 Month Jumlah Produksi Aktual (pcs/ month) Jumlah Hari Kerja Waktu Kerja Efektif (Hour/ Month) Ideal Produksi (pcs/ day) Total Output Teoritis (pcs) Selisih Output (pcs) Down Time (Hour/ Day) Jan 42.102 27 544,9 2.200 59.390 17.288 5,9 Feb 42.016 27 544,9 2.200 59.390 17.374 5,9 Mar 42.740 29 585,2 2.200 63.789 21.049 6,7 Apr 42.287 28 565,0 2.200 61.589 19.302 6,3 Mei 42.735 29 585,2 2.200 63.789 21.054 6,7 Jun 42.738 29 585,2 2.200 63.789 21.051 6,7 Jul 42.757 29 585,2 2.200 63.789 21.032 6,7 Aug 42.356 28 565,0 2.200 61.589 19.233 6,3 Sep 35.467 24 484,3 2.200 52.791 17.324 6,6 Okt 42.297 28 565,0 2.200 61.589 19.292 6,3 Nop 42.761 29 585,2 2.200 63.789 21.028 6,7 Des 39.954 26 524,7 2.200 57.190 17.236 6,1
Performance Rate = (Cycle Time Ideal x Output) / Planned Production Time Performance Rate = ((33 detik x 42102 pcs (output total bulan januari
2009)) / (20,18 jam x 27 hari kerja)
= (0,0091 jam x 42102 pcs) / (544,86) = 383,13 / 544,86
= 70,32 %
Quality Rate = Jumlah produk baik / Output Aktual
Quality Rate = 40514 pcs / 42102 pcs
Quality Rate = 96,23 %
Maka besarnya nilai OEE saat ini adalah :
OEE = Availability x Performance Rate x Quality Rate
OEE = 70,89 % x 70,32 % x 96,23 % = 47,97 %
97
Month :
Januari
Waktu Operasional 648 Total Jam Kerja 648
Waktu Istirahat 81
Jumlah Breaks 0 Total Istirahat 0
Lamanya Breaks 0
Setup + Allowance 22,14 Planned Down Time 103,14
Down Time Tidak Direncanakan 158,60
Cycle Time Ideal 0,0091 Jam/ Unit
Aktual Output 42.102 pcs
Jumlah Produk Reject 1.588 pcs
Quality Ratio = Jumlah good product/ Jumlah Aktual Output 1
Planned Production Time = Waktu Operasional - Planned Downtime 544,86
Actual Run Time = Planned Production Time - Unplanned down time 386,26
Good Pieces Produced = Actual Pieces - Rejected Pieces 40514
Availability Actual Run Time/ Planned Production Time 70,89%
Performance (Cycle Time x Output Aktual)/ Running Time 70,32%
Quality Good Pieces/ Actual Pieces 96,23%
OEE Availability x Performance x Quality 47,97%
90,00% 95,00% 99,90% 85,41%
PERFORMANCE
PERHITUNGAN VARIABLE OEE QUALITY
OEE CALCULATOR
PERHITUNGAN FAKTOR OEE
OEE GRAFIK AVAILABILITY 70,89% 70,32% 96,23% 47,97% 90,00% 95,00% 99,90% 85,41% 0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
Availability Performance Quality OEE
We World Class
98
Januari
70,89%
70,32%
96,23%
47,97%
February
70,75%
70,17%
97,81%
48,56%
Maret
67,00%
66,46%
97,24%
43,30%
April
68,66%
68,10%
98,16%
45,90%
May
66,99%
66,45%
97,42%
43,37%
Juni
67,00%
66,46%
94,06%
41,88%
July
67,03%
66,49%
94,29%
42,02%
Agustus
68,77%
68,21%
94,57%
44,36%
September
67,18%
66,64%
96,20%
43,07%
Oktober
68,68%
68,12%
98,68%
46,17%
November
67,04%
66,49%
95,82%
42,71%
Month
Availability
(%)
Performance
Rate (%)
Quality Rate
(%)
OEE (%)
Tabel 4.23 Tabel Perhitungan OEE tahun 2009
Sebagai pembanding, berikut adalah Availability, Performance Rate, Quality Rate dan OEE perusahaan kelas dunia :
- Availability 90 % - Performance Rate 95 % - Quality Rate 99,9 %
- Overall Equipment Effectivenes 85,41 %
Dari hasil perhitungan OEE, saat ini sistem masih perlu banyak perbaikan
terutama pada variabel-variabel penyusun performance rate. Hal ini berarti perlu perbaikan dalam hal kecepatan kerja dan pengurangan idle time pada sistem. Selanjutnya, yang perlu dilakukan perbaikan segera adalah Availability dari sistem. Hal ini berarti perbaikan perlu dilakukan terhadap variabel penyusun
99
Persentase Kumulatif Perbaikan: 80%
No Jenis Defect Jumlah Kumulatif (%)
1 Torque X axis outspec 1132 53,6%
2 Torque Y axis outspec 401 72,6%
3 Weld Line lepas 396 91,3%
4 Bunyi 146 100,0%
5 Dimensi outspec 18 99,1%
6 Keriput,kotor,scrath,sobek 13 100,0%
7 Burry 7 100,0%
4.6.3 Tahap Analyze
1. Fish Bone Diagram
Metode fishbone atau ishikawa diagram, digunakan untuk mengetahui akar penyebab masalah yang berhubungan dengan defect produk. Data yang digunakan untuk melakukan analisa dalam metode ini adalah data jumlah dan jenis reject
produksi tahun 2009 yang diwakilkan oleh data bulan juni sampai dengan agustus
2009. Hasil dari analisa dengan menggunakan metode ini akan dijadikan acuan
dalam tahap improve memperbaiki sigma level, Q-P ratio dan OEE. Tabel 4.24 Tabel Pareto Diagram Defect Juni-Agustus 2009
100 Faktor Penyebab Mesin Metode Manusia Material Sebab Akibat
Proses manual, operator bekerja tanpa acuan standar
Tekanan terlalu besar terhadap screw driver
Proses manual, operator tidak bisa melihat posisi nut karena terbungkus cover
Posisi pasang screw miring Kebersihan hasil las
hexagonal nut di retainer plate kurang diperhatikan supplier
Lubang nut kotor akibat percikan las masuk ke lubang nut, screw atau ulir nut menjadi aus
Proses masih manual operator, kemungkinan memposisikan screw miring besar
Posisi screw miring terhadap nut Proses pengelasan manual
dengan bantuan centering tanpa memperhatikan
Hasil las nut miring dan tidak flat (rata) Proses manual dengan screw
driver
Tekanan yang diberikan operator tidak konsisten
Dari grafik dapat dilihat bahwa prosentase terbesar reject produksi adalah produk cacat karena torque axis X dibawah standar. Tingkat kecacatan produk akibat ketidaksesuaian ini adalah 1132 pcs selama periode juni sampai dengan
agustus 2009. Berikutnya adalah ketidaksesuaian produk karena torque axis Y dibawah standar yang ditentukan. Tingkat kecacatan adalah sebesar 401 pcs
selama rentang juni-agustus 2009. Dan ketiga adalah ketidak sesuaian hasil
produksi karena cover lepas sebanyak 396 pcs selama rentang tersebut.
Untuk lebih memfokuskan analisa terhadap jenis waste defect, maka analisa akan lebih fokus ke penyebab tiga besar defect produk yaitu defect akibat torque axis X yang out spec, kemudian torque axis Y yang out spec dan terakhir adalah
cover yang lepas. Berikut adalah resume dari hasil analisa fishbone diagram terhadap tiga besar defect produk. Analisa dengan menggunakan fishbone diagram dapat dilihat pada Gambar 4.21-Gambar 4.23 (lampiran 4 sampai lampiran 6).
101 Faktor Penyebab Mesin Metode Akibat Manusia Sebab
Proses manual, operator bekerja tanpa acuan standar Proses manual, operator bekerja tanpa acuan standar
Material
Tekanan yang diberikan operator terlalu besar, sehingga saat pemasangan hex nut bracket retak
Tekanan yang diberikan operator terlalu kecil, sehingga saat pasang hex nut, spring tidak dalam posisi solid length Tekanan spring terhadap bracket kurang besar
Material recycle pada bracket komposisinya terlalu besar
Bracket mudah retak jika diberi tekanan besar
Tekanan yang diberikan operator tidak konsisten
Solid lenght tidak tercapai akibat tekanan kurang saat pasang hex nut
Sumber tekanan adalah
tangan operator Tekanan tidak konsisten
Proses manual dengan screw driver Faktor Penyebab Metode Mesin Akibat Manusia Sebab
Operator tidak pernah ditraining masalah parameter output mesin
Operator tidak mengetahui cara perawatan harian mesin
Umur pakai piston hidrolik sudah tua sehingga cylinder piston rusak
Acuan instalasi PAD hanyalah outline dies welding
Operator memasang PAD melenceng diluar dies welding Umur pakai oscilator sudah tua,
akibatnya oscilator lemah Material
Operator tidak mengetahui cara monitor parameter output mesin
Operator tidak memperhatikan kebersihan mesin
Material cover PVC lembap
Tooling cutting material PAD sudah aus
Dimensi PAD lebih besar dari dies welding, burry
Ampere lemah Kelembapan ruang
penyimpanan cover PVC tidak diperhatikan
Tekanan mesin kurang
Tabel 4.26 Tabel Penyebab Defect Torque Y axis < 5 kgf
102
Ultrasonic Weld Menghilangkan burry
Tooling yang digunakan sudah rusak, sehingga aliran gelombang ultrasonic tidak terpusat pada energi director material.
Assy Pivot Shaft Rework akibat over torque
Ulir pada nut di dalam sunvisor assy melenceng (miring), sehingga saat dilakukan assy, ulir nut dan screw tidak tepat menyatu dan dipaksakan sehingga ulir nut rusak dan terjadi loss torque
Inspection Rework akibat kotor dan keriput
Cover kotor saat perpidahan dari ultrasonic proses ke assy pivot shaft karena saat assy pivot dilakukan manual dengan media tangan operator dan pemukul (palu plastik). Hal dimungkinkannya kotor dan keriput adalah saat operator juga harus memegang sunvisor saat pivot diassy dengan cara dipukul dan saat operator mengambil screw tanpa alas tangan.
Stasiun Kerja Keterangan Penyebab
2. Faktor penyebab waste
Analisa ini untuk mengetahui faktor-faktor atau aktivitas apa saja yang
menyebabkan waste terjadi. Metode yang digunakan adalah dengan melakukan wawancara dan brainstorming. Sedangkan sasaran dari analisa ini adalah mengetahui dengan pasti penyebab waste terutama yang berhubungan dengan
Motion, Transportation, Over Processing, Waiting dan Inventory sehingga dapat digunakan untuk acuan dalam tahap improve memperbaiki level PCE dan OEE.
103
Cutting Cover
Terdapat WIP menumpuk karena dilakukan shrinkage dan perbedaan cycle time
Perbedaan cycle time dengan proses selanjutnya dan dilakukannya aktivitas membiarkan material setelah dicutting pada suhu kamar. Harapannya material akan menyusut sampai batas terakhir sehingga tidak ada perbedaan dimensi saat proses selanjutnya.
Assy Bracket Terdapat WIP menumpuk karena
perbedaan cycle time Perbedaan cycle time dengan proses selanjutnya. Pad Glued Terdapat tumpukan WIP akibat dilakukan
curing
Dilakukannya proses curing agar lem (adhesive) dapat melekat kuat sebelum dilakukan proses selanjutnya
Stasiun Kerja Keterangan Penyebab
Spot Welding Gerakan berjalan dari stasiun spot welding ke stasiun berikutnya
Jarak antar stasiun kerja cukup jauh
Mencari keranjang sampah untuk membuang material reject
Stasiun kerja yang tidak rapih dan ringkas
Menaruh hasil cutting di rak shrinkage Adanya aktivitas shrinkage WIP Assy Bracket Gerakan berjalan dari stasiun assy
bracket ke stasiun berikutnya
Jarak antar stasiun kerja cukup jauh
HF Welding Mencari keranjang sampah untuk membuang material reject
Stasiun kerja yang tidak rapih dan ringkas
Ultrasonic Weld Mencari keranjang sampah untuk membuang material reject
Stasiun kerja yang tidak rapih dan ringkas
Assy Pivot Shaft Mencari keranjang sampah untuk membuang material reject
Stasiun kerja yang tidak rapih dan ringkas
Inspection Mencari tempat produk NG Stasiun kerja yang tidak rapih dan ringkas
Stasiun Kerja Keterangan
Cutting Cover
Penyebab
Tabel 4.29 Tabel Penyebab Waste Inventory
104
Spot Welding Setting jig assy dan setup mesin Proses setup yang terlalu lama akibat mencari alat dan proses yang tidak standar
Setting jig welding dan setup mesin Proses setup yang terlalu lama akibat mencari alat dan proses yang tidak standar Menunggu WIP cover setelah
dilakukan shrinkage Adanya aktivitas shrinkage WIP Setting mesin Proses setup yang terlalu lama akibat
mencari alat dan proses yang tidak standar Menunggu WIP dari stasiun Pad
Glued Adanya aktivitas curing adhesive
Ultrasonic Welding Menunggu WIP dari stasiun HF Welding
Cycle time ultrasonic welding lebih cepat dari pada cycle time HF welding
Assy Pivot Shaft Menunggu WIP dari stasiun Ultrasonic welding
Cycle time assy pivot shaft lebih cepat dari pada ultrasonic welding
Inspection Menunggu WIP dari Assy Pivot Shaft Cycle time inspection lebih cepat dari pada cycle time assy pivot shaft
Packing Menunggu part finish good Cycle time packing lebih cepat dari pada cycle time inspection
Welding Mirror
HF Welding
Stasiun Kerja Keterangan Penyebab
Spot Welding Jarak dari mesin spot welding ke stasiun sesudah nya
cukup jauh (±10 meter) Jarak antar stasiun kerja yang jauh Assy Bracket Jarak dari stasiun assy bracket cukup jauh dan terhalangi
oleh stasiun lain (jarak ±3 meter) Jarak antar stasiun kerja yang jauh Welder Mirror Jarak dari mesin welder mirror ke stasiun berikutnya
cukup jauh dan terhalangi (jarak ±3,5 meter)
Jarak antar stasiun kerja yang jauh, layout yang buruk
Pad Glue Jarak dari meja pad glued ke stasiun selanjutnya cukup
jauh (±3 meter) Jarak antar stasiun kerja yang jauh
Stasiun Kerja
Keterangan
Penyebab
Tabel 4.31 Tabel Penyebab Waste Waiting
105
Penyebab Waste
Improvement Tools
Jarak antar stasiun kerja yang cukup jauh
RelayoutPerbedaan cycle time antar proses yang
berkaitan
Line BalancingAdanya aktivitas shrinkage dan curing
yang tidak bernilai tambah bagi produk
Kaizen Blitz, Value Engineering
Pergerakan yang tidak perlu dari operator
(mencari)
SMED, 5SSetup atau setting mesin yang tidak
memiliki standar dan tergantung pada
masing-masing operator
SMED, 5S
Defect produk yang dikarenakan raw
material yang out of control secara
kualitas, parameter meter dan kondisi
mesin yang kurang baik
Quality Improvement, Control Chart, SPC Adanya proses tambahan akibat
abnormalitas mesin, tools, atau material dan juga proses yang tidak standar
Quality Improvement, Process Improvement 4.6.4 Tahap Improve
Dalam tahap ini, semua informasi mengenai penyebab terjadi nya waste
dalam sistem kemudian di perbaiki dengan menggunakan berbagai metode dalam
konsep Lean Sigma. Jika diperhatikan, beberapa penyebab terjadinya waste dalam sistem saat ini dapat dikelompokkan dalam tabel berikut.
Tabel 4.33 Tabel Pengelompokkan Improvement Tools
106 Faktor Penyebab Metode Mesin Pemecahan Masalah
Melakukan training kepada operator, membuat check sheet monitoring harian mesin
Melakukan training dan sosialisasi, membuat check sheet perawatan harian mesin
Menetapkan standar kelembapan ruang penyimpanan cover PVC, menempatkan higrometer dan membuat cheet sheet pemantauan kelembapan ruang
Akibat
Manusia
Sebab
Operator tidak pernah ditraining masalah parameter output mesin
Operator tidak mengetahui cara perawatan harian mesin
Umur pakai piston hidrolik sudah tua sehingga cylinder piston rusak
Acuan instalasi PAD hanyalah outline dies welding
Operator memasang PAD melenceng diluar dies welding Umur pakai oscilator sudah tua,
akibatnya oscilator lemah Material
Operator tidak mengetahui cara monitor parameter output mesin
Operator tidak memperhatikan kebersihan mesin
Material cover PVC lembap
Tooling cutting material PAD sudah aus
Dimensi PAD lebih besar dari dies welding, burry
Ampere lemah
Melakukan periodical check terhadap tooling cutting dan menetapkan standar tumpukan material saat proses cutting PAD
Kelembapan ruang
penyimpanan cover PVC tidak diperhatikan
Menerapkan preventive maintenance dan penerapan trend diagram mesin
Membuat acuan instalasi PAD di welding dies Tekanan mesin kurang
Menetapkan preventive maintenance dan penerapan trend diagram mesin
1. Quality Improvement Activity
Aktivitas ini digunakan untuk melakukan perbaikan terhadap nilai defect
(jumlah kecacatan produk) yang saat ini cenderung besar. Input dari aktivitas ini
adalah hasil dari analisa metode fishbone diagram dari tahap analyze. Tabel 4.34 Tabel Penyelesaian Masalah Defect Cover Lepas
107 Faktor Penyebab Mesin Metode Manusia Material
Sebab Akibat Pemecahan Masalah
Proses manual, operator bekerja tanpa acuan standar
Tekanan terlalu besar terhadap screw
driver Membuat jig dan mesin assy Proses manual, operator tidak
bisa melihat posisi nut karena terbungkus cover
Posisi pasang screw miring Membuat jig dan mesin assy Kebersihan hasil las
hexagonal nut di retainer plate kurang diperhatikan supplier
Lubang nut kotor akibat percikan las masuk ke lubang nut, screw atau ulir nut menjadi aus
Audit proses ke supplier setiap 3 bulan, meminta supplie rmenjaga kebersihan lingkungan kerja dan hasil proses (point check)
Proses masih manual operator, kemungkinan memposisikan screw miring besar
Posisi screw miring terhadap nut Membuat jig dan mesin assy Proses pengelasan manual
dengan bantuan centering tanpa memperhatikan
Hasil las nut miring dan tidak flat (rata)
Menganjurkan pembuatan jig cekam untuk proses welding nut di supplier agar nut tidak terangkat saat diproses
Proses manual dengan screw driver
Tekanan yang diberikan operator tidak
konsisten Membuat jig dan mesin assy Faktor
Penyebab
Mesin Metode
Pemecahan Masalah
Membuat jig dan mesin assy
Membuat jig dan mesin assy
Menetapkan standar solid lenght
Akibat
Manusia
Sebab
Proses manual, operator bekerja tanpa acuan standar Proses manual, operator bekerja tanpa acuan standar
Material
Tekanan yang diberikan operator terlalu besar, sehingga saat pemasangan hex nut bracket retak
Tekanan yang diberikan operator terlalu kecil, sehingga saat pasang hex nut, spring tidak dalam posisi solid length Tekanan spring terhadap bracket kurang besar
Material recycle pada bracket komposisinya terlalu besar
Bracket mudah retak jika diberi tekanan besar
Tekanan yang diberikan operator tidak konsisten
Melakukan audit supplier terhadap komposisi material tiap 3 bulan, komplain ke supplier Solid lenght tidak tercapai
akibat tekanan kurang saat pasang hex nut
Membuat jig dan mesin assy Membuat jig dan mesin assy Sumber tekanan adalah
tangan operator Tekanan tidak konsisten
Proses manual dengan screw driver
Tabel 4.35 Tabel Penyelesaian Masalah Defect Torque X axis
108 2. Kaizen Blitz
Kaizen Blitz digunakan untuk melakukan perbaikan secara cepat. Dari sekian banyak penyebab waste yang bisa di eliminasi dengan menggunakan metode ini adalah mengusulkan eliminasi terhadap aktivitas shrinkage WIP cover
PVC setelah di cutting pada stasiun kerja cutting cover dan eliminasi aktivitas
curing (pengeringan lem) di stasiun kerja Pad Glued. Kaizen Blitz sendiri merupakan sarana untuk melakukan perbaikan, namun dalam hal analisa dan
eksekusi, perlu dilakukan value engineering dan study terhadap material yang terkait usulan Kaizen Blitz ini yaitu material cover PVC (PVC Sheet) dan
Adhesive (Glue). Penulis telah melakukan pengamatan, pengambilan data dan analisa mengenai usulan ini dengan cara :
a. Melakukan pengukuran dimensi PVC sheet setelah dicutting berbanding lurus dengan waktu penyusutan. Hasil yang didapat adalah bahwa
material cover PVC memang benar menyusut setelah dicutting dalam interval waktu setiap 3 jam setelah dicutting dengan penyusutan sebesar 3 mm. Penyusutan ini berlangsung selama 20 jam.
b. Untuk material adhesive yang digunakan pada stasiun kerja Pad Glued, memang benar dalam jangka waktu sebelum 3 menit. Pad akan mudah
sekali lepas karena adhesive belum kering benar jika langsung diproses dibawah 3 menit.
Improvement yang dilakukan untuk mengeliminasi kedua jenis non value added activity tersebut adalah :
109 1 Spot Welding 1 2 Assy Bracket 1 3 Welding Mirror 1 4 Assy Clip 1 5 Assy Carton 1 6 Pad Glued 1
7 High Frequency Welding 0
8 Ultrasonic Welding 0
9 Assy Pivot Shaft 0
10 Inspection 0
11 Packing 0
No Stasiun Kerja Jumlah
WIP (pcs)
a. Mempertimbangkan cycle time yang terpaut jauh dengan cycle time stasiun kerja berikutnya dan saat ini proses cutting yang ada di perusahaan bukan hanya proses cutting material untuk sunvisor assy, maka manajemen menyetujui usulan untuk memindahkan proses cutting cover ini dari lini
sunvisor assy. Artinya stasiun kerja ini akan difungsikan sebagai cutting center bagi semua produk yang membutuhkan material sejenis, termasuk
headlining assy dan terpisah dari lini sunvisor assy. Hasil dari study
penyusutan adalah penyusutan berhenti setelah meterial dicutting dan
didiamkan selama 20 jam, maka perlu ada identifikasi terhadap material
yang sudah didiamkan selama 20 jam dan menerapkan sistem FIFO (First In First Out).
b. Melakukan value engineering dengan mengganti material adhesive (glue)
yang saat ini digunakan dengan material adhesive yang lebih cepat kering. Contoh form usulan Kaizen Blitz dapat dilihat pada lampiran 7.
110 3. Process Improvement Activity
- Line Balancing
Line balancing digunakan untuk menyeimbangkan lini produksi. Cycle time dari tiap work station di line sunvisor assy akan diseimbangkan mengikuti level takt time yang dihitung berdasarkan tingkat permintaan dari costumer atau
forecast dari departement perencanaan dan pengendalian produksi.
Line balancing akan dilakukan terhadap stasiun kerja yang berkaitan namun terdapat perbedaan cycle time. Yang dimaksud disini adalah akan dilakukan perbaikan sistem dengan menggabungkan atau memecah beberapa
aktivitas kerja sehingga setiap stasiun kerja memiliki cycle time yang paling tidak seimbang satu sama lain, pada akhirnya waste waiting dapat di reduksi. Data cycle time yang digunakan untuk improvement ini sudah mengikuti perhitungan waktu standar kerja.
Perlu diketahui, untuk takt time lini sunvisor assy saat ini adalah :
Takt Time = Waktu yang tersedia / jumlah permintaan
Takt Time = (20,3 jam x 3600 detik x 22 hari kerja) / permintaan bulanan
Takt Time = 1607760 detik / 40120 pcs per month
111
Gambar 4.24 Grafik Cycle Time Stasiun Kerja Sebelum Improvement
Dari grafik diatas dapat dilihat adanya perbedaan cycle time dari tiap stasiun kerja lini sunvisor assy. Dari pengamatan dilapangan dan data cycle time yang ada, maka ditarget kan untuk melakukan penggabungan 4 stasiun kerja menjadi 2
stasiun kerja yang berbeda yaitu : stasiun kerja ultrasonic welding digabung dengan stasiun kerja assy pivot shaft, dan stasiun kerja inspection digabung dengan stasiun kerja packing. Hal ini juga mengakibatkan 2 orang manpower dari 4 stasiun kerja tersebut untuk dialihkan ke lini produksi yang lain.
Gambar 4.25 Grafik Cycle Time Stasiun Kerja Setelah Line Balancing
Improvement Target : Menggabungkan
112 AS SY B R AC KE T ASS Y C LIP PA D G LU ED SP O T W E LD IN G M AC H IN E H F W ELD IN G M A C H IN E W ELD IN G M IR R O R M AC H IN E IN SPE C TIO N & P AC K IN G W ELD TU BE & ASS Y SH AFT F IN IS H G O O D R A C K PA D R AW M A TER IA L R A W M A T E R IA L A S S Y B R A C K E T W IR E FR AM E R EW O R K W IP W ir e S e t C O N VE YO R TO O LS R A C K W IP C O V E R W IP C O VE R C O N V EY C O N VE YO R C O N VEY
- Relayout Line Produksi
Relayout floor shop sunvisor assy perlu dilakukan untuk memperbaiki dan mengeliminir non value added time yang timbul akibat transportasi WIP dan
motion atau gerakan yang tidak perlu.
113
- Single Minutes Exchange Dies (SMED)
Metode ini digunakan untuk mengeliminasi waste waiting yang berkaitan dengan setup atau setting mesin. Intinya adalah bagaimana menstandarkan proses
setup atau setting mesin agar waktu yang dibutuhkan oleh operator untuk melakukan setup benar-benar minimum namun hasil setting benar-benar efektif.
Beberapa langkah yang dilakukan untuk mengimplementasikan metode
ini adalah dengan melakukan marking pada meja mesin terhadap posisi dies yang memang sudah beroperasi dengan baik. Tujuannya adalah saat terjadi setup ulang, operator tidak perlu bereksperimen lagi masalah posisi dies yang baik. Selain itu, metode pencekaman manual dengan menggunakan bolt dan nut membutuhkan waktu lama untuk melepaskan, memasang dan mengencangkan sistem clamping,
sehingga diusulkan sistem clamping fix di mesin namun tetap adjustable dengan menggunakan tenaga angin (pneumatik). Hal ini bisa menghemat waktu setup
sebesar 6 kali.
4. Penerapan 5S
5S (Seiri, Seiton, Seisou, Seiketsu, Shitsuke) merupakan suatu tingkatan
budaya dan disiplin perusahaan jepang dalam sistem kerja. 5S di indonesia sendiri
dapat diartikan menjadi (Ringkas, Rapi, Resik, Rawat, Rajin). Penerapan 5S di
line sunvisor assy sebagai upaya untuk melakukan perbaikan budaya dan disiplin kerja karyawan agar segala bentuk non value added activity yang berhubungan dengan motion, transportation dan waiting dapat diminimalisir. 5S akan digunakan dalam mengeliminasi bentuk waste motion dan waiting, terutama saat setup mesin. Dengan prinsip 5S yang mengutamakan lingkungan kerja yang
114
ringkas, bersih dan rapi, diharapkan segala bentuk aktivitas mencari dalam waste
motion dan waiting (saat setting/setup mesin) dapat dieliminasi. Sebagai
aktualisasi dari penerapan 5S ini adalah dengan dibuatnya papan tooling perkakas
didekat mesin agar saat operator melakukan setup (setting) mesin, tidak
membutuhkan waktu lama untuk mencari alat bantu apalagi harus mencari dengan
jarak yang lumayan jauh hal ini berarti mengeliminasi pergerakan yang tidak
perlu, memperpendek waktu setup (setting) mesin dan memperkecil waiting time.
Yang kedua adalah dengan dibuatkannya wadah barang baik dan barang cacat
beserta identifikasi wadah tersebut. Hal ini dapat mengeliminasi waste motion
dengan asumsi operator tidak perlu melakukan pergerakan mencari wadah untuk
barang baik dan cacat, selain itu perbaikan ini juga untuk mencegah barang baik
dan cacat tercampur jadi satu.
5. Future Value Stream Mapping
Gambar 4.27 (lihat lampiran 8) adalah visualisasi dari Value Stream Future State Sunvisor Assy. Value Stream Process Mapping ini dirancang dengan mempertimbangkan segala bentuk improvement yang dilakukan sebelumnya.