PRA RANCANGAN PABRIK
PEMBUATAN GLUKOSA
DARI TEPUNG SAGU
DENGAN KAPASITAS 2000 TON/TAHUN
TUGAS AKHIR
Diajukan Untuk Memenuhi Persyaratan Ujian Sarjana
Oleh
IQBAL FAUZA
080425020
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
LEMBAR PENGESAHAN
PRA RANCANGAN PABRIK PEMBUATAN GLUKOSA
DARI TEPUNG SAGU
DENGAN KAPASITAS 2000 TON/TAHUN
Diajukan Untuk Memenuhi Persyaratan Sarjana
oleh
:
IQBAL FAUZA
080425020
Disetujui/Telah Diperiksa :
Dosen Pembimbing I Dosen Pembimbing II
Prof. Dr. Ir. Setiaty Pandia Mersi Suriani S, ST, MT Nip 130 937 214 Nip 19680806 199802 2 001
Dosen Penguji I Dosen Penguji II Dosen Penguji III
Mersi Suriani S, ST, MT Dr.Halimatuddahliana ST, MSc Ir. Netty Herlina, MT Nip 19680806 199802 2 001 Nip 19730408 199802 2 002 Nip 19610425 199003 2 000
Mengetahui, Kordinator Tugas Akhir
Dr. Eng. Ir. Irvan, Msi Nip 19980820 199501 1 001
KATA PENGANTAR
Syukur alhamdulillah penulis ucapkan kehadirat Allah SWT atas rahmat dan
anugerah-Nya sehingga penulis dapat menyelesaikan Tugas Akhir yang berjudul Pra
Rancangan Pabrik Pembuatan Glukosa dari Sagu dengan Kapasitas 2000
Ton/Tahun. Tugas Akhir ini dikerjakan sebagai syarat untuk kelulusan dalam sidang
sarjana.
Selama mengerjakan Tugas akhir ini penulis begitu banyak mendapatkan
bantuan dari berbagai pihak. Oleh karena itu, dalam kesempatan ini perkenankanlah
penulis mengucapkan terima kasih kepada:
1. Ibu Prof. Dr. Ir. Setiaty Pandia sebagai Dosen Pembimbing I yang telah
membimbing dan memberikan masukan selama menyelesaikan tugas akhir ini.
2. Ibu Mersi Suriani S, ST MT sebagai Dosen Pembimbing II yang telah
memberikan arahan selama menyelesaikan tugas akhir ini.
3. Bapak Dr. Ir. Irvan, MSi sebagai Koordinator Tugas Akhir Departemen Teknik
Kimia FT USU.
4. Seluruh Dosen Pengajar Departemen Teknik Kimia, Fakultas Teknik, Universitas
Sumatera Utara yang telah memberikan ilmu kepada penulis selama menjalani
studi.
5. Para pegawai administrasi Departemen Teknik Kimia yang telah memberikan
bantuan kepada penulis selama mengenyam pendidikan di Deparetemen Teknik
Kimia.
6. Dan yang paling istimewa Orang tua penulis yaitu Ibunda dan Ayahanda , yang
tidak pernah lupa memberikan motivasi dan semangat kepada penulis.
7. Kakak tercinta yang selalu mendoakan dan memberikan semangat.
8. Teman-teman stambuk ‘04 tanpa terkecuali. Thanks buat kebersamaan dan
semangatnya.
9. Teman seperjuangan Nonie sebagai partner penulis dalam penyelesaian Tugas
Akhir ini.
10.Seluruh Pihak yang tidak dapat disebutkan satu per satu namanya yang juga turut
Penulis menyadari bahwa Tugas Akhir ini masih terdapat banyak kekurangan
dan ketidaksempurnaan. Oleh karena itu penulis sangat mengharapkan saran dan
kritik yang sifatnya membangun demi kesempurnaan pada penulisan berikutnya.
Semoga laporan ini dapat bermanfaat bagi kita semua.
Medan, 20 Februari 2010
Penulis,
Iqbal Fauza
INTISARI
Salah satu upaya peningkatan nilai tambah pada sub sector agroindustri
adalah pemanfaatan sagu sebagai bahan baku pembuatan glukosa. Pabrik pembuatan
glukosa ini direncanakan akan berproduksi dengan kapasitas 2000 ton/tahun dan
beroperasi selama 300 hari dalam setahun. Pabrik ini diharapkan dapat mengurangi
ketergantungan indonesi terhadap produk import.
Lokasi pabrik direncanakan di daerah Selat Panjang Kabupaten Bengkalis
Propinsi Riau dengan luas areal 7600 m2. Tenaga kerja yang dibutuhkan 90 orang
dengan bentuk badan usaha Perseroan Terbatas (PT). yang dipimpin oleh seorang
Direktur dengan struktur organisasi sistem garis.
Hasil analisa ekonomi pabrik pembuatan glukosa ini adalah sebagai berikut:
Total modal investasi : Rp 22.603.126.186
Biaya produksi : Rp 14.904.560.102
Hasil penjualan /tahun : Rp 24.199.993.224
Laba bersih : Rp 6.374.269.169
Profit Margin : 38,21 %
Break Event Point (BEP) : 46,34 %
Return of investment (ROI) : 28,2008 %
Pay Out Time (POT) : 3,54 tahun
Internal Rate of Return (IRR) : 47,0013
Dari hasil analisa aspek ekonomi dapat disimpulkan bahwa Pabrik Pembuatan
DAFTAR ISI
Hal
KATA PENGANTAR ... i
INTISARI ... iii
DAFTAR ISI ... iv
DAFTAR TABEL ... vii
DAFTAR GAMBAR ... xiii
DAFTAR LAMPIRAN ... xiv
BAB I PENDAHULUAN ... I-1
1.1 Latar Belakang ... I-1
1.2 Perumusan Masalah ... I-2
1.3 Tujuan Pra Rancangan Pabrik ... I-3
BAB II TINJAUAN PUSTAKA DAN DESKRIPSI PROSES ... II-1
2.1 Stirena ... II-1
2.2 Sifat – sifat Bahan baku, Bahan Penyerta, dan Produk ... II-3
2.3 Proses Pembuatan Stirena ... II-3
2.3.1 Hidroperoksida ... II-4
2.3.2 Dehidrogenasi ... II-4
2.4 Pemilihan Proses ... II-5
2.5 Deskripsi Proses ... II-5
BAB III NERACA MASSA ... III-1
3.1 Tangki Pencampur (V-101) ... III-1
3.2 Pencampur Gas (M-101) ... III-1
3.3 Reaktor 1 (R-101) ... III-2
3.4 Reaktor 2 (R-102) ... III-2
3.5 Knock Out Drum (KO-101) ... III-2
3.6 Dekanter (D-101) ... III-3
3.7 Kolom Destilasi 1 (T-101) ... III-3
3.8 Kondensor 1 (E-106) ... III-3
3.9 Reboiler 1 (E-108) ... III-4
3.11 Kondensor 2 (E-109) ... III-4
3.12 Reboiler 2 (E-110) ... III-5
BAB IV NERACA ENERGI ... IV-1
4.1 Vaporizer 1 (E-101) ... IV-1
4.2 Pencampur Gas (M-101) ... IV-1
4.3 Reaktor 1 (R-101) ... IV-1
4.4 Heater 1 (E102) ... IV-2
4.5 Reaktor 2 (R-102) ... IV-2
4.6 Waste Heat Boiler (E-103) ... IV-2 4.7 Kondensor 1 (E-104) ... IV-2
4.8 Heater 2 (E-105) ... IV-3
4.9 Destilasi 1 (T-101) ... IV-3
4.9.1 Kondensor 2 (E-106) ... IV-3
4.9.2 Reboiler 1 (E-108) ... IV-3
4.10 Cooler 1 (E-107) ... IV-3
4.11 Destilasi 2 (T-102) ... IV-4
4.9.1 Kondensor 3 (E-109) ... IV-4
4.9.2 Reboiler 2 (E-110) ... IV-4
4.12 Cooler 2 (E-111) ... IV-4
BAB V SPESIFIKASI PERALATAN ... V-1
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA ... VI-1
6.1 Instrumentasi ... VI-1
6.2 Keselamatan Kerja Pabrik ... VI-9
BAB VII UTILITAS ... V11-1
7.1 Kebutuhan Uap (Steam) ... VII-1
7.2 Kebutuhan Air ... VII-4
7.3 Kebutuhan Listrik ... VII-14
7.4 Kebutuhan Bahan Bakar ... VII-15
7.5 Unit Pengolahan Limbah ... VII-16
7.6 Spesifikasi Peralatan Utilitas ... VII-29
8.2 Tata Letak Pabrik ... VIII-6
8.3 Perincian luas tanah ... VIII-7
BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN ... IX-1
9.1 Organisasi Perusahaan ... IX-1
9.2 Manajemen Perusahaan ... IX-3
9.3 Bentuk Hukum Badan Usaha ... IX-4
9.4 Uraian Tugas, Wewenang dan Tanggung Jawab ... IX-6
9.5 Sistem Kerja ... IX-8
9.6 Jumlah Karyawan dan Tingkat Pendidikan ... IX-9
9.7 Sistem Penggajian ... IX-11
9.8 Fasilitas Tenaga Kerja ... IX-12
BAB X ANALISA EKONOMI ... X-1
10.1 Modal Investasi ... X-1
10.2 Biaya Produksi Total (BPT)/Total Cost (TC) ... X-4 10.3 Total Penjualan (Total Sales) ... X-5
10.4 Bonus Perusahaan ... X-5
10.5 Perkiraan Rugi/Laba Usaha ... X-5
10.6 Analisa Aspek Ekonomi ... X-5
BAB XI KESIMPULAN ... XI-1
DAFTAR TABEL
Hal
Tabel 1.1 Ekspor Stirena Indonesia ... I-2
Tabel 2.1 Sifat-Sifat Bahan Baku, Bahan Penyerta, dan Produk ... II-3
Tabel 3.1 Neraca Massa pada Tangki Pencampur (V-101) ... III-1
Tabel 3.2 Neraca Massa pada Pencampur Gas (M-101) ... III-1
Tabel 3.3 Neraca Massa pada Reaktor 1 (R-101) ... III-2
Tabel 3.4 Neraca Massa pada Reaktor 2 (R-102) ... III-2
Tabel 3.5 Neraca Massa pada Knock Out Drum (KO-101) ... III-2
Tabel 3.6 Neraca Massa pada Dekanter (D-101) ... III-3
Tabel 3.7 Neraca Massa pada Kolom Destilasi 1 (T-101) ... III-3
Tabel 3.8 Neraca Massa pada Kondensor 1 (E-106) ... III-3
Tabel 3.9 Neraca Massa pada Reboiler 1 (E-108) ... III-4
Tabel 3.10 Neraca Massa pada Kolom Destilasi 2 (T-102) ... III-4
Tabel 3.11 Neraca Massa pada Kondensor 2 (E-109) ... III-4
Tabel 3.12 Neraca Massa pada Reboiler 2 (E-110) ... III-5
Tabel 4.1 Neraca Energi pada Vaporizer 1 (E-101) ... IV-1 Tabel 4.2 Neraca Energi pada Pencampur Gas (M-101) ... IV-1
Tabel 4.3 Neraca Energi pada Reaktor 1 (R-101) ... IV-1
Tabel 4.4 Neraca Energi pada Heater 1 (E-102) ... IV-2
Tabel 4.5 Neraca Energi pada Reaktor 2 (R-102) ... IV-2
Tabel 4.6 Neraca Energi pada Waste Heat Boiler (E-103) ... IV-2 Tabel 4.7 Neraca Energi pada Kondensor 1 (E-104)... IV-2
Tabel 4.8 Neraca Energi pada Heater 2 (E-105) ... IV-3
Tabel 4.9 Neraca Energi pada Kondensor 2 (E-106)... IV-3
Tabel 4.10 Neraca Energi pada Reboiler 1 (E-108) ... IV-3
Tabel 4.11 Neraca Energi pada Cooler 1 (E-107) ... IV-3
Tabel 4.12 Neraca Energi pada Kondensor 3 (E-109)... IV-4
Tabel 4.13 Neraca Energi pada Reboiler 2 (E-110) ... IV-4
Tabel 4.14 Neraca Energi pada Cooler 2 (E-111) ... IV-4
Tabel 7.1 Kebutuhan Uappada 300 oC, 225 kPa ... VII-1
Tabel 7.2 Kebutuhan Uappada 750 oC, 225 kPa ... VII-2
Tabel 7.3 Kebutuhan Air Pendingin pada Alat ... VII-4
Tabel 7.4 Kebutuhan air proses pada alat ... VII-5
Tabel 7.5 Pemakaian Air Untuk Berbagai Kebutuhan ... VII-6
Tabel 7.6 Kualitas Air Sungai Silau, Batu Bara ... VII-7
Tabel 7.7 Perincian Kebutuhan Listrik ... VII-14
Tabel 8.1 Perincian Luas Tanah ... VIII-7
Tabel 9.1 Jadwal Kerja Karyawan Shift ... IX-9 Tabel 9.2 Jumlah Karyawan dan Kualifikasinya ... IX-9
Tabel 9.3 Perincian Gaji Karyawan ... IX-11
Tabel LA.1 Derajat Kebebasan Kolom Destilasi T-102 ... LA-3
Tabel LA.2 Neraca Massa Kolom Destilasi 2 (T-102) ... LA-4
Tabel LA.3 Konstanta Antoine Komponen ... LA-5
Tabel LA.4 Titik Didih Umpan Masuk Destilasi ... LA-5
Tabel LA.5 Dew Point Destilat ... LA-6 Tabel LA.6 Boiling Point Produk Bawah ... LA-6 Tabel LA.7 Omega Point Destilasi ... LA-7
Tabel LA.8
Φ α
.x
α
i iD
i ... LA-7
Tabel LA.9 Neraca Massa Kondensor 2 (E-109)... LA-9
Tabel LA.10 Neraca Massa Reboiler 2 (E-110) ... LA-10
Tabel LA.11 Derajat Kebebasan Kolom Destilasi 1 (T-101) ... LA-11
Tabel LA.12 Neraca Massa Kolom Destilasi 1 (T-101) ... LA-13
Tabel LA.13 Konstanta Antoine Komponen ... LA-14
Tabel LA.14 Titik Didih Umpan Masuk Destilasi ... LA-14
Tabel LA.15 Dew Point Destilat ... LA-15 Tabel LA.16 Boiling Point Produk Bawah ... LA-15 Tabel LA.17 Omega Point Destilasi ... LA-16
Tabel LA.18
Φ α
.x
α
i iD
i ... LA-16
Tabel LA.20 Neraca Massa Reboiler 1 (E-108) ... LA-19
Tabel LA.21 Derajat Kebebasan Dekanter D-101 ... LA-20
Tabel LA.22 Neraca Massa Dekanter D-101 ... LA-23
Tabel LA.23 Derajat Kebebasan Reaktor 2 (R-102) ... LA-24
Tabel LA.24 Neraca Massa Reaktor 2 (R-102) ... LA-28
Tabel LA.25 Derajat Kebebasan Knock Out Drum KO-101 ... LA-29
Tabel LA.26 Konstanta Antoine Komponen ... LA-30
Tabel LA.27 Tekanan Uap Komponen ... LA-30
Tabel LA.28 Neraca Massa Knock Out Drum KO-101 ... LA-31
Tabel LA.29 Derajat Kebebasan Reaktor 1 (R-101) ... LA-32
Tabel LA.30 Neraca Massa Reaktor 1 (R-101) ... LA-35
Tabel LA.31 Derajat Kebebasan Pencampur Gas M-101 ... LA-36
Tabel LA.32 Neraca Massa Pencampur Gas M-101 ... LA-37
Tabel LA.33 Derajat Kebebasan Tangki Pencampur V-101 ... LA-37
Tabel LA.34 Neraca Massa Tangki Pencampur V-101 ... LA-38
Tabel LB.1 Kapasitas Panas Gas ... LB-1
Tabel LB.2 Kapasitas Panas Cairan ... LB-1
Tabel LB.3 Panas Laten ... LB-2
Tabel LB.4 Panas reaksi pembentukan fasa gas ... LB-2
Tabel LB.5 Tekanan Uap Antoine ... LB-2
Tabel LB.6 Panas Masuk Vaporizer (E-101) ... LB-4 Tabel LB.7 Panas Keluar Vaporizer (E-101) ... LB-5 Tabel LB.8 Neraca panas Vaporizer (E-101) ... LB-6 Tabel LB.9 Panas Masuk Pencampur Gas M-101 (Alur 5) ... LB-7
Tabel LB.10 Panas Keluar Pencampur Gas (M-101) ... LB-8
Tabel LB.11 Neraca Panas Pencampur Gas (M-101) ... LB-8
Tabel LB.12 Panas Keluar Reaktor 1 (R-101) pada Trial 1 ... LB-10
Tabel LB.13 Neraca Panas Reaktor 1 (R-101) Trial 1 ... LB-11
Tabel LB.14 Panas Keluar Reaktor 1 (R-101) pada Trial 2 ... LB-12
Tabel LB.15 Neraca Panas Reaktor 1 (R-101) Trial 2 ... LB-13
Tabel LB.18 Panas Keluar Reaktor 2 (R-102) pada Trial 1 ... LB-17
Tabel LB.19 Neraca Panas Reaktor 2 (R-102) pada Trial 1 ... LB-18
Tabel LB.20 Panas Keluar Reaktor 2 (R-102) pada Trial 2 ... LB-19
Tabel LB.21 Neraca Panas Reaktor 2 (R-102) pada Trial 2 ... LB-21
Tabel LB.22 Panas Keluar Waste Heat Boiler (E-103) ... LB-21
Tabel LB.23 Neraca Panas Waste Heat Boiler(E-103) ... LB-22
Tabel LB.24 Panas Masuk Kondensor 1 (E-104) ... LB-23
Tabel LB.25 Panas Keluar Kondensor 1 (E-104) ... LB-23
Tabel LB.26 Neraca Panas Kondensor 1 (E-104) ... LB-24
Tabel LB.27 Panas Masuk Heater 2 (E-105) ... LB-25
Tabel LB.28 Panas Keluar Heater 2 (E-105) ... LB-25
Tabel LB.29 Neraca panas Heater 2 (E-105) ... LB-26
Tabel LB.30 Titik Didih Umpan Masuk Destilasi ... LB-27
Tabel LB.31 Dew Point Destilat ... LB-28 Tabel LB.32 Panas Masuk Kondensor 2 (E-106) ... LB-28
Tabel LB.33 Panas Keluar Kondensor 2 (E-106) (Alur 20) ... LB-29
Tabel LB.34 Panas Keluar Kondensor 2 (E-106) (Alur 21) ... LB-29
Tabel LB.35 Neraca Panas Kondensor 2 (E-106) ... LB-30
Tabel LB.36 Boiling Point Produk Bawah ... LB-31 Tabel LB.37 Panas Masuk Reboiler 1 (E-108) ... LB-31
Tabel LB.38 Panas Keluar Reboiler 1 (E-108) (Alur 26) ... LB-32
Tabel LB.39 Panas Keluar Reboiler 1 (E-108) (Alur 27) ... LB-32
Tabel LB.40 Neraca panas Reboiler 1 (E-108) ... LB-33
Tabel LB.41 Panas Masuk Cooler 1 (E-107) ... LB-34
Tabel LB.42 Panas Keluar Cooler 1 (E-107) ... LB-34
Tabel LB.43 Neraca Panas Cooler 1 (E-107) ... LB-35
Tabel LB.44 Titik Didih Umpan Masuk Destilasi ... LB-36
Tabel LB.45 Dew Point Destilat ... LB-37 Tabel LB.46 Panas Masuk Kondensor 3 (E-109) ... LB-37
Tabel LB.47 Panas Keluar Kondensor 3 (E-109) (Alur 29) ... LB-38
Tabel LB.48 Panas Keluar Kondensor 3 (E-109) (Alur 30) ... LB-38
Tabel LB.50 Boiling Point Produk Bawah ... LB-40 Tabel LB.51 Panas Masuk Reboiler 2 (E-110) ... LB-40
Tabel LB.52 Panas Keluar Reboiler 2 (E-110) (Alur 34) ... LB-41
Tabel LB.53 Panas Keluar Reboiler 2 (E-110) (Alur 35) ... LB-41
Tabel LB.54 Neraca panas Reboiler 2 (E-110) ... LB-42
Tabel LB.55 Panas Masuk Cooler 2 (E-111) ... LB-43
Tabel LB.56 Panas Keluar Cooler 2 (E-111) ... LB-43
Tabel LB.57 Neraca Panas Cooler 2 (E-111)... LB-44
Tabel LC.1 Data pada Alur 1 ... LC-1
Tabel LC.2 Data pada Alur 12 ... LC-4
Tabel LC.3 Data pada Alur 22 ... LC-6
Tabel LC.4 Data pada Alur 36 ... LC-9
Tabel LC.5 Data pada Alur 3 ... LC-12
Tabel LC.6 Data pada Alur 15 ... LC-14
Tabel LC.7 Komposisi Gas pada Knock-out Drum (KO-101) ... LC-17 Tabel LC.8 Data Komposisi pada Dekanter D-101 ... LC-21
Tabel LC.9 Komposisi Bahan pada Alur Vd Kolom Destilasi T–101 ... LC-25
Tabel LC.10 Komposisi Bahan pada Alur Lb Kolom Destilasi T–101 ... LC-26
Tabel LC.11 Komposisi Bahan pada Alur Vd Kolom Destilasi T–102 ... LC-32
Tabel LC.12 Komposisi Bahan pada Alur Lb Kolom Destilasi T–102 ... LC-32
Tabel LD.1 Data pada TP-06 ... LD-37
Tabel LD.2 Perhitungan Entalpi dalam Penentuan Tinggi Menara Pendingin LD-43
Tabel LE.1 Perincian Harga Bangunan, dan Sarana Lainnya ... LE-1
Tabel LE.2 Harga Indeks Marshall dan Swift ... LE-3 Tabel LE.3 Estimasi Harga Peralatan Proses ... LE-8
Tabel LE.4 Estimasi Harga Peralatan Utilitas dan Pengolahan Limbah ... LE-8
Tabel LE.5 Biaya Sarana Transportasi ... LE-12
Tabel LE.6 Perincian Gaji Pegawai ... LE-15
Tabel LE.7 Perincian Biaya Kas ... LE-17
Tabel LE.8 Perincian Modal Kerja ... LE-18
Tabel LE.10 Perhitungan Biaya Depresiasi Sesuai UU RI
No. 17 Tahun 2000 ... LE-20
Tabel LE.11 Data Perhitungan BEP ... LE-28
DAFTAR GAMBAR
Hal
Gambar 2.1 Struktur Stirena ... II-1
Gambar 2.2 Pemanfaatan Stirena ... II-2
Gambar 6.1 Instrumentasi Pompa ... VI-5
Gambar 6.2 Instrumentasi Tangki Cairan ... VI-6
Gambar 6.3 Instrumentasi Reaktor ... VI-6
Gambar 6.4 Instrumentasi Cooler dan Condenser ... VI-6 Gambar 6.5 Instrumentasi Knock out drum (KO Drum) ... VI-7
Gambar 6.6 Instrumentasi Dekanter ... VI-7
Gambar 6.7 Instrumentasi Blower ... VI-8
Gambar 6.8 Instrumentasi Kompresor ... VI-8
Gambar 6.9 Instrumentasi Kolom Distilasi ... VI-8
Gambar 6.10 Instrumentasi Waste Heat Boiler ... VI-9
Gambar 7.1 Kebutuhan Air Tambahan Ketel ... VII-3
Gambar 7.2 Diagram Alir Pengolahan Air Pra Rancangan Pabrik
Pembuatan Stirena dari Etil Benzena dengan Proses
Dehidrogenasi………. ...VII-39
Gambar 8.1 Tata Letak Pra Rancangan Pabrik Pembuatan Stirena ... VIII-9
Gambar 9.1 Bagan Struktur Organisasi Perusahaan Pra Rancangan
Pabrik Pembuatan Stirena ... IX-13
Gambar LD.1 Sketsa Sebagian Bar Screen ... LD-2 Gambar LD.2 Grafik Entalpi dan Temperatur Cairan pada Cooling Tower ... LD-43 Gambar LD.3 Kurva Hy terhadap 1/(Hy*– Hy) ... LD-44
Gambar LE.1 Harga Peralatan untuk Tangki Penyimpanan (Storage)
dan Tangki Pelarutan ... LE-5
Gambar LE.2 Harga Peralatan untuk Kolom Distilasi ... LE-6
DAFTAR LAMPIRAN
Hal
LAMPIRAN A PERHITUNGAN NERACA MASSA ... LA-1
LAMPIRAN B PERHITUNGAN NERACA PANAS ... LB-1
LAMPIRAN C PERHITUNGAN SPESIFIKASI PERALATAN ... LC-1
LAMPIRAN D PERHITUNGAN SPESIFIKASI ALAT UTILITAS ... LD-1
INTISARI
Salah satu upaya peningkatan nilai tambah pada sub sector agroindustri
adalah pemanfaatan sagu sebagai bahan baku pembuatan glukosa. Pabrik pembuatan
glukosa ini direncanakan akan berproduksi dengan kapasitas 2000 ton/tahun dan
beroperasi selama 300 hari dalam setahun. Pabrik ini diharapkan dapat mengurangi
ketergantungan indonesi terhadap produk import.
Lokasi pabrik direncanakan di daerah Selat Panjang Kabupaten Bengkalis
Propinsi Riau dengan luas areal 7600 m2. Tenaga kerja yang dibutuhkan 90 orang
dengan bentuk badan usaha Perseroan Terbatas (PT). yang dipimpin oleh seorang
Direktur dengan struktur organisasi sistem garis.
Hasil analisa ekonomi pabrik pembuatan glukosa ini adalah sebagai berikut:
Total modal investasi : Rp 22.603.126.186
Biaya produksi : Rp 14.904.560.102
Hasil penjualan /tahun : Rp 24.199.993.224
Laba bersih : Rp 6.374.269.169
Profit Margin : 38,21 %
Break Event Point (BEP) : 46,34 %
Return of investment (ROI) : 28,2008 %
Pay Out Time (POT) : 3,54 tahun
Internal Rate of Return (IRR) : 47,0013
Dari hasil analisa aspek ekonomi dapat disimpulkan bahwa Pabrik Pembuatan
BAB I
PENDAHULUAN
1.1Latar Belakang
Perkembangan industri di Indonesia sebagai Negara yang sedang berkembang
merupakan usaha jangka panjang untuk merombak struktur perekonomian nasional.
Menuju era globalisasi yang lebih menitikberatkan pada sub agroindustri sesuai
dengan kekayaan alam yang dimiliki.
Pembangunan agroindustri ditingkatkan agar mampu menjamin pemanfaatan
hasil pertanian secara optimal dengan memberikan nilai tambah yang tinggi melalui
pengembangan dan penguasaan teknologi pengolahan, melalui keterkaitan yang
menguntungkan antara petani, produsen dengan pihak industri (GBHN 1993).
Salah satu upaya peningkatan nilai tambah pada sub sektor agroindustari adalah
pemanfaan pati sagu sebagai bahan baku pembuatan glukosa. Selain untuk
pengolahan glukosa, sagu dapat juga diolah menjadi bahan makanan. Hal ini
tentunya akan menguntungkan pihak petani sagu karena akan mempermudah bagi
pemasaran hasil tanamannya dan juga menguntungkan pihak industri.
Menurut data statistik, banyaknya pati sagu secara umum yang digunakan
sebagai bahan baku industri pangan pada tahun 2007 sebanyak 3.889.264 kg dengan
nilai kurang lebih US $1.113.102. (Badan Pusat Statistik Indonesia 2007).
Dari data tersebut, maka nilai sagu dapat lebih berharga jika diolah sedemikian
rupa dengan cara yang tepat maka akan lebih bernilai tambah, sehingga dapat lebih
meningkatkan pendapatan nasional dan menigkatkan taraf hidup petani melalui
pemberdayaan sumber pertanian yaitu sagu.
Kebutuhan glukosa di Indonesia ditunjukkan pada tabel berikut :
Tahun Jumlah (kg) Nilai (US$)
2003
2004
2005
2006
2007
950.436
1.320.436
1.800.386
2.334.954
3.889.264
392.485
515.696
759.570
1.112.721
1.133.102
Dari beberapa gambaran mengenai glukosa tesebut di atas, dapat disimpulkan
bahwa, besar peluang untuk dapat meningkatkan jumlah produksi glukosa, dengan
pemanfaatan pati sagu sehingga dapat meningkatkan perekonomian negara.
1.2Perumusan Masalah
Kebutuhan pasar menyebabkan pentingnya pertimbangan pembangunan pabrik
glukosa mononidrat dalam proses yang efisien, ekonomis dan ramah lingkungan. Pra
rancangan pabrik glukosa monohidrat dari tepung sagu diharapkan dapat menjadi
solusi yang tepat untuk memenuhi kriteria tersebut, selain sebagai pemanfaatan
potensi alam yang belum dimanfaatkan. Pertimbangan umtuk mendirikan pabrik
diharapkan untuk memenuhi kebutuhan gula dalam negeri tanpa harus melakukan
impor dari luar negeri.
1.3Tujuan Perancangan
Tujuan pembuatan pra rancangan pabrik glukosa monohidrat dari pati sagu
adalah untuk menerapkan disiplin ilmu teknik kimia industri khususnya perancangan,
proses dan operasi teknik kimia.
1.4Manfaat Perancangan
Manfaat pra rancangan pabrik glukosa monohidrat dari tepung sagu ini adalah
memberi gambaran kelayakan (feasibility) pabrik ini untuk dikembangkan di
Indonesia. Dimana nantinya gambaran tersebut menjadi patokan untuk pengambilan
keputusan terhadap pendirian pabrik.
Manfaat yang lain yang dapt diproleh adalah dapat membuka lapangan kerja dan
dapat memicu rakyat untuk meningkatkan produksi dalam negeri.
BAB II
TINJAUAN PUSTAKA
2.1 Sagu
Pati adalah satu jenis polisakarida yang amat luas tersebar di alam. Pati ini
disimpan sebagai cadangan makanan bagi tumbuhan di dalam biji buah (padi,
jagung), didalam umbi (ubi kayu, ubi jalar, garut) dan pada batang (sagu, aren).
Tanaman sagu termasuk dalam keluarga Palmae dari genus Metroxylon. Potensi tanaman sagu di Indonesia sangat besar, khususnya di wilayah Indonesia bagian
timur. Tanaman sagu terutama terdapat di Irian Jaya (980.000 ha), Maluku (30.000
ha), Sulawei Selatan (30.000 ha), dan Riau (32.000 ha).
Penggunaan sagu sejauh ini untuk bahan tradisional atau campuran tepung terigu
dalam pembuatan kue yang umumnya diproduksi dalam skala industri kecil.
Kandungan pati yang cukup tinggi dari tepung sagu memungkinkan sagu
dipergunakan sebagai:
a. Bahan baku untuk produksi glukosa
b. Bahan baku high fructose syrup, sorbitol dan lain-lain
c. Bahan baku industri alkohol
d. Bahan baku industri tekstil
e. Bahan baku industri lem untuk plywood
Sagu kering yang ada dipasaran, pada umumnya dengan kandungan sagu yaitu
pati diatas 80% ( syarat mutu tepung sagu menurut SII. 0231-79 adalah kadar pati
minimum 80%, serat kasar maksimum 0,5%, abu maksimum 1,5%, air maksimum
14% dan tidak mengandung logam berbahaya). Pemakaian glukosa dalam negeri,
peningkatannya tiap tahun rata-rata sebesar 7,7% (Jurnal Teknik Kimia Indonesia
Vol.3, Agustus 2004).
Komposisi bahan baku dimana kandubgan patinya sebanyak 84,7% memungkinkan
Tabel 2.1 Komponen Makronutrien Pati Sagu
Komponen Jumlah ( % )
Pati
Air
Protein
Lemak
Impuritis
84,7 %
14 %
0,7 %
0,2 %
0,4 %
Sumber : Direktorat Gizi, Departemen Kesehatan R.I (1981)
2.2 Gula – Gula Karbohidrat
Karbohidrat merupakan senyawa karbon, hydrogen dan oksigen yang banyak
terdapat di alam yang mempunyai rumus empiris CH2O. Kabohidrat merupakan
sumber energi yang paling utama dalam tubuh makhluk hidup. Disamping sebagai
sumber energi bagi makhluk hidup, karbohidrat memiliki kegunaan yang luas dalam
bidang industi, misalnya industri kertas, industi fermentasi, industri makanan dan
minuman dan sebagainya.
Pada umumnya gula karbohidrat terbagi dalam tiga kelompok :
a. Monosakarida
b. Disakarida
c. Polisakarida
2.3 Glukosa
Glukosa dipergunakan dalam industri makanan dan minuman, terutama
dalam industri permen, selai dan pembuatan buah kaleng.
Tabel 2.2 Syarat mutu Glukosa
KOMPONEN SPESIFIKASI
Gula reduksi dihitung sebagai d-Glukosa
Pati
Sulfur
Pemanis buatan
Maksimum 30%
Tidak nyaa
Untuk kembang gula maksimum 400
ppm, yang lainnya 40 ppm
Kemajuan dalam konversi enzim dapat menghasilkan glukosa dengan kadar
dekstrosa 95%, kadar deksrosa lebih tinggi dapat diperoleh dengan menggunakan
konsentrasi substrat yang lebih rendah, tetapi ada batas ekonomisnya.
Kadar dekstrosa juga bisa berkurang oleh adanya trans-glukosa karena enzim
yang digunakan tidak murni. Dosis enzim yang tinggi dan waktu konversi yang
terlalu panjang mengakibatkan polimerisasi membentuk karena konversi non ideal.
Pada suhu 600C kelarutan dekstrosa sama dengan sukrosa. Pada suhu dibawah
600C kelarutan sukrosa lebih tinggi dibanding dekstrosa lebih tinggi. Suhu transisi
dektrosa adalah pada suhu 500C, pada suhu dibawah ini monohidrat glukosa
membentuk fasa padat.
Dekstrosa tidak mudah mengkristal seperti sukrosa. Inti kristal tidak terbentuk
sampai larutan dekstrosa mencapai kejenuhan 79%. Tetapi pada suhu tinggi sirup
glukosa dapat mengkristal.
2.4 Sifat-sifat Bahan
1. Pati Sagu
Sifat-sifat fisika :
a. Merupakan sumber karbohidrat (pati) yang dominan pada tanaman
sagu
b. Merupakan butiran atau granula
c. Berwarna putih mengkilap
d. Tidak berbau dan tidak mempunyai rasa
Sifat-sifat kimia :
a. Pati sagu merupakan polimer glukosa dengan ikatan 1,4 glukosa b. Pati sagu mengandung sekitar 27% amilosa dan 73% amilopektin
c. Pati tidak larut dalam air dingin
d. Mengalami gelatinitas pada suhu 1050C
e. Dapat dihidrolisa menjadi glukosa monohidrat
2. NaOH (Natrium Hidroksida)
Sifat-sifat fisika :
b. Boiling Point : 139 0C pada tekanan 1 atm
c. Melting Point : 318,80C pada tekanan 1 atm
d. Kelarutan dalam air panas : 3470C
e. Kelarutan dalam air dingin : 400C
f. Spesifikasi grafity : 2,130
g. Denitas : 0,9824 gr/ml
Sifat-sifat kimia :
a. Menstabilkan kondisi pH
b. Merupakan basa kuat
c. Mudah larut dalam air
d. Berwarna putih dalam keadaan padat
(Sumber : Perrys, 1997)
3. HCL (Asam Klorida)
Sifat-sifat fisika :
a. Berat Molekul : 36,5 gr/mol
b. Boiling Point : 114 0C pada tekanan 1 atm
c. Densitas : 1,181 gr/ml
d. Temperatur Kritis : 51,450C
e. Merupakan gas yang tidak berwarna
f. Berbau agak tajam atau khas dan beracun
Sifat-sifat kimia :
a. Merupakan asam kuat
b. Memerahkan kertas lakmus
c. Mudah larut dalam air
d. Sebagai gas yang dapat langung bereaksi dengan amoniak
e. Dalam air akan terionisasi
(Sumber : Perrys, 1997)
4. H2O (Air)
b. Indeks bias : 1,33
c. Titik didih : 100 0C pada tekanan 1 atm
d. Titik beku : 00C pada tekanan 1 atm
e. Densitas : 1 gr/ml
f. Viskositas : 0,0102 poise
g. Panas laten : -2,418 x105 J/mol
h. Panas penguapan : -2,288 x105 J/mol
i. Tidak berbau dan berasa
Sifat-sifat kimia :
a. Bentuk molekul heksagonal
b. Bersifat polar
c. Pelarut yang baik bagi senyawa organik
d. Merupakan elektrolit lemah
e. Memiliki ikatan hidrogen
(Sumber : Perrys, 1997)
5. Glukosa
Sifat-sifat fisika :
a. Berat Molekul : 180,16 gr/mol
b. Spesifik grafity : 1,544
c. Kelarutan dalam air : 82
d. Berasa manis
e. Berfungsi sebagai sumber energi
f. Termasuk mobosakarida
g. Larut dalam air
Sifat-sifat kimia :
a. Dihidrasi oleh asaam menghasilkan suatu molekul d-glukosa
b. Bereaksi negatif dengan reagen Tollen
2.6 Proses yang tersedia
Proses pembuatan glukosa dari pati sagu berdasarkan pada proses hidrolisa
terdiri dari :
a. Proses hidrolisa dengan katalis asam
b. Proses hidrolisa dengan katalis enzim
2.6.1 Proses hidrolisa dengan katalis asam
Slurry mengandung 35% - 40% pati acidief dengan asam (HCl). Tekanan di
konverter mencapai 30 psia dengan pH 4 – 5. Kemudian larutan dinetralisasi dengan
Ca(OH)2 (50 -70) ppm, dimana suhu mencapai 1400C. hasil hidrolisa menjadi
glukosa diukur sebagai dekstosa-equivalen (gula pereduksi) yang memberikan hasil
95 – 96 De dan 92 – 94 % dekstosa/dry basis. Sirup glukosa kotor disaring untuk
dipisahkan dari inert yang tidak larut, kemudian diikuti dengan penambahan karbon
aktif. sirup glukosa murni diuapkan untuk mendapatkan sirup glukosa yang lebih
pekat. kemudian dilakukan pengkristalan guna membentuk sirup glukosa menjadi
kristal glukosa. Kristal glukosa ini kemudian dipisahkan antara kristal glukosa
dengan mother liquor dan akhirnya dilakukan penyaringan serta pengepakan.
2.6.2 Proses hidrolisa dengan katalis enzim
Setelah mencairkan pati, slurry yang mengandung 35% - 40% pati kemudian
dihidrolisa dengan penambahan katalis enzim guna memecah moleku-molekul pati
yang lebih besar menjadi molekul yang lebih kecil atau pemecahan ikatan rantainya.
Ini dilakukan dengan menambahkan enzim α – amilase dan gluko amilase. Dengan
demikian hirolisa pati dengan katalis enzim dilakukan dengan dua tahap, yaitu :
a. Penambahan enzim α – amilase
b. Penambahan enzim gluko – amilase
Tangki yang mengandung pati 35% – 40% dicampur dengan air. Didalam
tangki ini diberikan enzim α – amilase untuk memecahkan ikatan rantai amilase
menjadi α – glukosidic pati, dan juga dinetralkan dengan penambahan Ca(OH)2.
kemudian dilanjutkan ke tahap liquifikasi yang berlangsung dua tahap yaitu tahap
uap panas sampai suhu 1050C. suhu tersebut dipertahankan selama 5 menit, sampai
terjadi proses gelitinasi. Kemudian suhu diturunkan menjadi 950C dan bahan
dialirkan pada alat liquifikasi II. Liquifikasi II berlangsung selama 2 jam dan suhu
dipertahankan pada suhu 950C sampai terbentuk dekstrin. Dekstrin yang diperoleh
dipompa kedalam tangki sakharifikasi dan suhu diturunkan menjadi 600C, pH juga
diturunkan menjadi 4,5 dengan menambah HCl 0,1 N, kemudian ditambahkan enzim
gluko – amilase yang memotong ikatan rantai α – 1 – 6 glukosidic pati selama 72 jam
dan tekanan operasi atm. Hasil hidrolisa menjadi gluksa diukur sebagai dekstrose –
equivalen (gula pereduksi) yang memberikan hasil 98 – 99 De dan 97 – 98,5%
dekstrose.
Sirup glukosa kemudian dijernihkan untuk memisahkan inert yang tidak
larutdenga penambahan karbon aktif yang diteruskan pada alat penukar ion untuk
menghilangkan ion-ion. Sirup glukosa bersuh diuapkan pada evaporator guna
memekatkan larutan glukosa. Hasil dari evaporator yaitu 70 – 78% sirup glukosa
yang siap di kristalkan menjadi butir-butir kristal glukosa. Kemudian larutan glukosa
ini dipisahkan dengan mother-liquor yang dikembalikan ke evaporator. dan akhirnya
dilakukan pengeringan serta pengepakan untuk siap dipasarkan.
2.6 Seleksi Proses
Pada pra rancangan pabrik pembuatan glukosa dari pati sagu ini
menggunakan proses hidrolisa dengan katalis asam pada tekanan 3 atm dan
temperatur 1350C.
Dasar pemilihan proses tersebut adalah :
Tabel 2.3 Perbandingan proses hidrolisa denga katalis asam dan proses hidrolisa
dengan katalis enzim
No Proses hidrolisa dengan katalis asam Proses hidrolisa dengan katalis enzim
1
2
3
Waktu yang dibutuhkan dalam
mendapatkan produk relatif lebih
singkat
Kemurnian produk yang dihasilkan
lebih besar dari evaporasi
Proses ini tidak mengeluarkan biaya
Waktu yang dibutuhkan dalam
mendapatkan produk relatif lama
Kemurnian produk yang dihasilkan
lebih kecil dari evaporator
4
yang relatif besar dalam penyaluran
bahan baku
Tidak perlu menambah staff tenaga
ahli biologis dalam menaggulangi
proses produksi
relatif besar dalam penyaluran
Perlu menambah staff tenaga ahli
biologis dalam menaggulangi proses
produksi
2.7 Deskripsi Proses
Pabrik pembuatan glukosa monohidrat ini direncanakan akan dibangun di
Kepulauan Riau, dikarenakan potensi sagu yang cukup besar dibandingkan dengan
Sumatera Utara. Bahan baku pati sagu yang diperoleh dari tanaman sagu yang di
ambil dari kebun sagu yang terdapat di Kepulauan Riau diproses terlebih dahulu
sehingga diperoleh patinya, dengan kandungan sagu yaitu pati diatas 80% ( syarat
mutu tepung sagu menurut SII. 0231-79 adalah kadar pati minimum 80%, serat kasar
maksimum 0,5%, abu maksimum 1,5%, air maksimum 14% dan tidak mengandung
logam berbahaya. Tanaman sagu Bahan baku berupa pati sagu dari gudang bahan
baku (GBB) dimasukkan kedalam Mixer, dimana pati sagu dicampur air dengan
perbandingan volume 9 : 1 (US. Patent No. 6.126.754, 3 Okt 2000 ) untuk
membentuk slurry dengan temperatur 300C dan tekanan 1 atm. Kemudian slurry
tersebut dimasukan kedalan Reaktor Hydrolizer untuk menghasilkan sirup glukosa dengan menambahkan katalis asam yaitu HCl dengan perbandingan volume 1 : 10
(Richana et al.1999). Proses ini berlangsung pada suhu 1350C dan pada tekanan 3,1216 atm. Untuk menjaga kondisi ini tetap stabil maka digunakan sirkulasi
pendingin yang dialirkan melalui shell-shell reaktor dan bersilangan dengan
tube-tube dengan temperatur 250C dan tekanan 1 atm. Adapun reaksi yang terjadi dalam
ReaktorHidroylizer adalah sebagai berikut :
C12H22O11 (Pati) + H2O HCl 2C6H12O6 (Glukosa)
Reaksi yang tejadi adalah reaksi endotermis. Pati yang dapat terkonversi
Sirup glukosa kemudian didinginkan dengan Cooler sampai temperatur 500C dan tekanan 1 atm, kemudian sirup glukosa dimasukan kedalam Filter Press-01
dengan asumsi banyaknya larutan C6H12O6 yang ikut terbuang pada buangan filter Press-01 diperkirakan sebanyak 0,1% dari larutan C6H12O6 yang ada dalam umpan Filter Press-01(BERITA-TEKNOLOGI/berita-iptek.blogspot.com, 2009).
Kemudian sirup glukosa dinetralisasi dengan larutan basa yaitu NaOH 1%
dari jumlah reaktan yang digunakan didalam Reaktor Neutralizer. NaOH ini
bereaksi dengan HCl yang membentuk NaCl. Hasil netralisasi kemudian dipisahkan
lagi dari NaCl yang terbentuk. Pemisahan ini menggunakan Dekanter, banyaknya keluaran C6H12O6 yang ikut terbuang pada buangan Dekanter diperkirakan 0,1% dari
larutan C6H12O6 yang ada dalam umpan Dekanter (BERITA-TEKNOLOGI/berita-iptek.blogspot.com, 2009). Sirup glukosa yang diperoleh kemudian dijernihkan dalam Tangki Decolorizing yang berisi karbon aktif sebanyak 2,2% dari bahan baku
(Josedkk,1992) untuk menyerap zat warna yang timbul saat hidrolisasi.
Selanjutnya karbon aktif yang digunakan dipisahkan dengan sirup glukosa
dengan menggunakan Filter Press-02 sehingga diperoleh banyaknya larutan C6H12O6
yang ikut terbuang diperkirakan sebanyak 0,1% lari larutanC6H12O6 yang ada dalam
umpan Filter Press-02 (BERITA-TEKNOLOGI/berita-iptek.blogspot.com, 2009).
Kemudian sirup glukosa diuapkan dalam Evaporator untuk mendapatkan sirup
glukosa yang lebih pekat sampai 78%.
Kemudian dilakukan pengkristalan guna membentuk sirup glukosa menjadi
butiran kristal glukosa dengan jalan mendinginkan sirup glukosa dalam Tangki Crystallizer pada suhu 300C dan tekanan 1 atm. Butiran kristal glukosa yang
terbentuk kemudian dimasukkan kedalam Screw Conveyor untuk mendapatkan
ukuran kristal yang seragam.
Setelah itu butiran kristal glukosa dikeringkan dalam Rotary Dryer dengan temperatur 1100C dan tekanan 1 atm sampai kandungan air dalam kristal glukosa
berkurang sampai 86% dari kristal glukosa keluaran Crystallizer (Kuswurj, 2009).
BAB III
NERACA MASSA
Kapasitas Produksi : 2.000 ton / tahun
Waktu Operasi : 300 hari / tahun
Basis Perhitungan : 277,7777 kg / jam produk
Tabel 3.1 Perhitungan Neraca Massa pada Mixer (MX)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 1 Alur 2 Alur 3
Pati
Air
Lemak
Protein
Impuritis
310
51,2397
0,7320
2,5620
1,4639
679,7100
310
730,9497
0,7320
2,5620
1,4639
Total 365,9976 679,7100 1045,7076
1045,7076 1045,7076
Tabel 3.2 Perhitungan Neraca Massa pada Reaktor Hydrolizer (RH)
Komponen Masuk (kg/jam)
Keluar
(kg/jam)
Alur 3 Alur 4 Alur 5 Alur 6
Pati
Air
Air Hidrolisa
Lemak
Protein
Impuritis
HCl
C6H12O6
310
730,9497
0,7320
2,5620
1,4693
1,83
34,7697
15,3828
46,9336
729,0093
0,7320
2,5620
1,4639
34,7697
277,2196
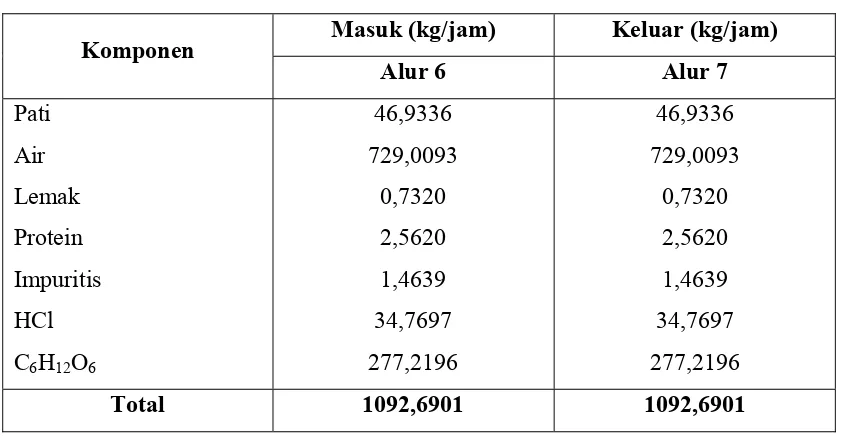
Tabel 3.3 Perhitungan Neraca Massa pada Cooler (CO)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 6 Alur 7
Pati
Air
Lemak
Protein
Impuritis
HCl
C6H12O6
46,9336
729,0093
0,7320
2,5620
1,4639
34,7697
277,2196
46,9336
729,0093
0,7320
2,5620
1,4639
34,7697
277,2196
[image:30.595.112.536.374.609.2]Total 1092,6901 1092,6901
Tabel 3.4 Perhitungan Neraca Massa Pada Filter Press 01 (FP-01)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 7 Alur 8 Alur 9
Pati
Air
Lemak
Protein
Impuritis
HCl
C6H12O6
46,9336
729,0093
0,7320
2,5620
1,4639
34,7697
277,2196
46,9336
0,7291
0,7320
2,5620
1,4639
0,0548
0,2772
728,2802
34,7149
276,9424
Total 1092,6901 52,7526 1039,9375
Tabel 3.5 Perhitungan Neraca Massa pada Reaktor Neutralizer (RN)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 9 Alur 10 Alur 11
C6H12O6
Air
HCl
NaOH
NaCl
276,9424
728,2802
34,7149
38,084
38,084
276,9424
789,3579
49,8052
Total 1039,9375 76,168 1116,1055
1116,1055 1116,1055
Tabel 3.6 Perhitungan Neraca Massa pada Centrifugal Filter (CF)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 11 Alur 12 Alur 13
C6H12O6
Air
NaCl
276,9424
789,3579
49,8052
0,2769
0,7897
49,8052
276,6655
788,5682
Total 1116,1055 50,8718 1065,2337
[image:31.595.106.535.101.373.2]1116,1055 847,711
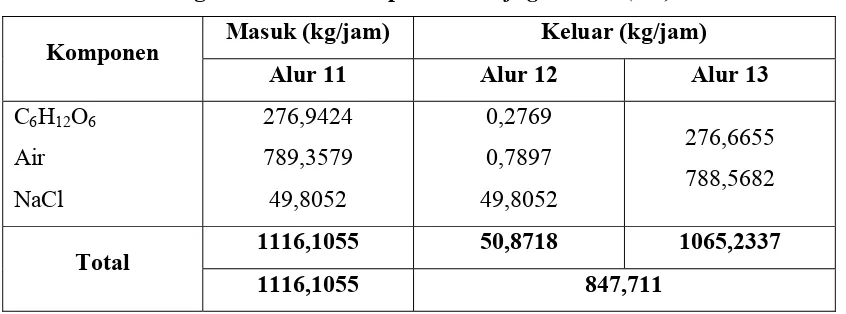
Tabel 3.7 Perhitungan Neraca Massa Pada Tangki Decolorizing (TD)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 13 Alur 14 Alur 15
C6H12O6
Air
Karbon Aktif
276,6655 788,5682
8,0519
276,6655
788,5682
8,0519
[image:31.595.112.535.349.506.2]Tabel 3.8 Perhitungan Neraca Massa pada Filter Press 02 (FP-02)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 15 Alur 16 Alur 17
C6H12O6
Air
Karbon Aktif
276,6655
788,5682
8,0519
0,2766
0,7885
8,0519
276,3889
787,7797
Total 1073,2856 9,117 1064,1686
1073,2856 1073,2856
Tabel 3.9 Perhitungan Neraca Massa pada Evaporator (EV)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 17 Alur 18 Alur 19
C6H12O6
Air
Uap Air
276,3889
787,7797
614,4682
276,3889
173,3115
Total 1064,1686 614,4682 449,7004
1064,1686 1064,1686
Tabel 3.10 Perhitungan Neraca Massa pada Crystalizer (CR)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 19 Alur 20
C6H12O6
H2O
276,3889
173,3115
276,3889
173,3115
Tabel 3.11 Perhitungan Neraca Massa pada Screw Conveyor (SC)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 20 Alur 21
C6H12O6H2O
H2O
276,3889
173,3115
276,3889
173,31153
Total 449,7004 449,7004
Tabel 3.12 Perhitungan Neraca Massa pada Rotary Dryer (RD)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 21 Alur 22 Alur 23
C6H12O6
Air
Uap Air
276,3889
173,3115
171,9227
276,3889
1,3888
Total 449,7004 171,9227 277,7777
449,7004 449,7004
Tabel 3.13 Perhitungan Neraca Massa pada Rotary Cooler (RC)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 21 Alur 23
C6H12O6
Air
276,3889
1,3888
276,3889
1,3888
BAB IV
NERACA PANAS
[image:34.595.114.533.429.754.2]4.1Neraca Panas pada Mixer
Tabel 4.1 Perhitungan Neraca Panas pada Mixer (MX)
komponen Masuk (kkal/jam) Keluar (kkal/jam
Alur 1 Alur 2 Alur 3
Pati
Air
Lemak
Protein
Impuritis
481,275
4,0735
2,2699
14,9121
3,4914
57,3262
481,275
61,3997
2,2699
14,9121
3,4914
Total 506,0219 57,3262 563,3481
563,3481
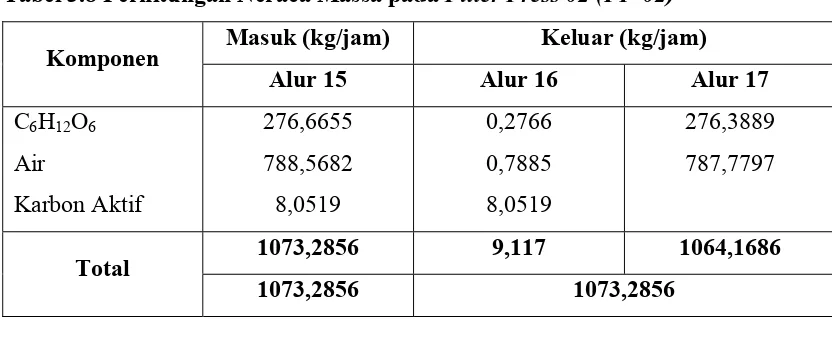
4.2Neraca Panas pada Reaktor Hydrolizer
Tabel 4.2 Perhitungan Neraca Panas pada Reaktor Hydrolizer (RH)
Komponen Masuk (kkal/jam)
Keluar
(kkal/jam)
Alur 3 Alur 4 Alur 5 Alur 6
Pati
Air
Lemak
Protein
Impuritis
HCl
C6H12O6
Panas Reaksi
Steam
481,275
61,3997
2,2699
14,9121
3,4914
5,7966
496629,854
0,2921
36,7341
1,2921
16939,5036
477431,6898
49,9385
328,0666
76,8108
808,1521
1603,0171
Total 497141,6725 36,8878 1,2921 497237,186
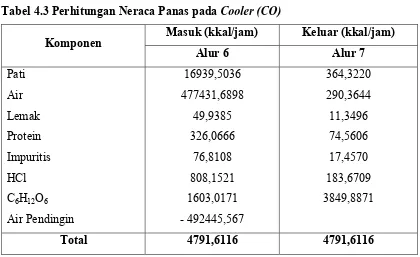
4.3Neraca Panas pada Cooler
Tabel 4.3 Perhitungan Neraca Panas pada Cooler (CO)
Komponen Masuk (kkal/jam) Keluar (kkal/jam)
Alur 6 Alur 7
Pati
Air
Lemak
Protein
Impuritis
HCl
C6H12O6
Air Pendingin
16939,5036
477431,6898
49,9385
326,0666
76,8108
808,1521
1603,0171
- 492445,567
364,3220
290,3644
11,3496
74,5606
17,4570
183,6709
3849,8871
Total 4791,6116 4791,6116
4.4Neraca Panas pada Filter Press
Tabel 4.4 Perhitungan Neraca Panas pada Filter Press01(FP-101)
Komponen Masuk (kkal/jam) Keluar (kkal/jam)
Alur 7 Alur 8 Alur 9
Pati
Air
Lemak
Protein
Impuritis
HCl
C6H12O6
364,3220
290,3644
11,3496
74,5606
17,4570
183,6709
3849,8871
364,3220
0,2904
11,3496
74,5606
17,4570
0,2894
3,8496
13897,42
139,0961 2884,5267
Total 4791,6116 472,1187 4791,4929
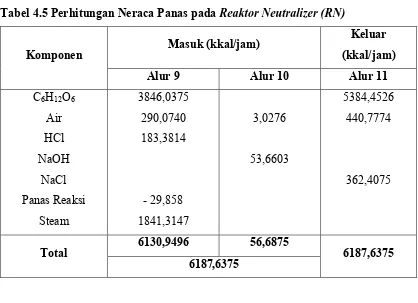
[image:35.595.115.532.437.672.2]4.5. Neraca Panas pada Reaktor Neutralizer
Tabel 4.5 Perhitungan Neraca Panas pada Reaktor Neutralizer (RN)
Komponen Masuk (kkal/jam)
Keluar
(kkal/jam)
Alur 9 Alur 10 Alur 11
C6H12O6
Air
HCl
NaOH
NaCl
Panas Reaksi
Steam
3846,0375
290,0740
183,3814
- 29,858
1841,3147
3,0276
53,6603
5384,4526
440,7774
362,4075
Total 6130,9496 56,6875 6187,6375
6187,6375
[image:36.595.113.531.100.403.2]4.5Neraca Panas pada Dekanter
Tabel 4.6 Perhitungan neraca Panas pada Dekanter (DK).
Komponen Masuk (kkal/jam) Keluar ( kkal/jam)
Alur 11 Alur 12 Alur 13
C6H12O6
Air
NaCl
5384,4526
440,7774
362,4075
5,3837
0,4409
362,4076
5379,0689
440,3364
Total 6187,6375 368,2322 5819,4053
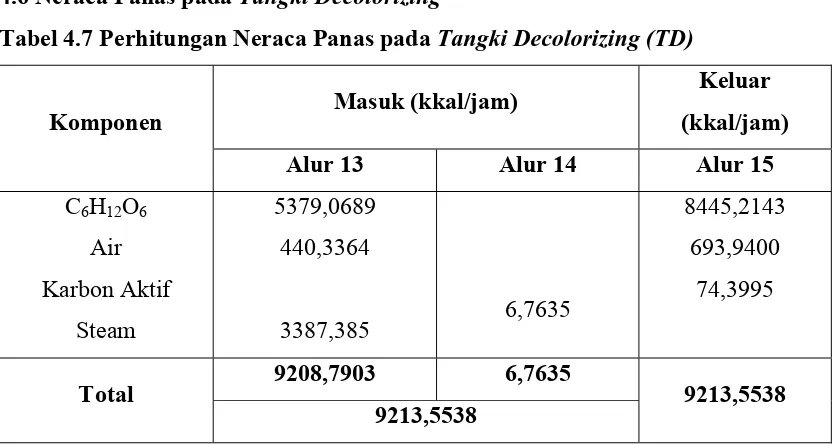
4.6Neraca Panas pada Tangki Decolorizing
Tabel 4.7 Perhitungan Neraca Panas pada Tangki Decolorizing(TD)
Komponen Masuk (kkal/jam)
Keluar
(kkal/jam)
Alur 13 Alur 14 Alur 15
C6H12O6
Air
Karbon Aktif
Steam
5379,0689
440,3364
3387,385 6,7635
8445,2143
693,9400
74,3995
Total 9208,7903 6,7635 9213,5538
9213,5538
4.7Neraca Panas pada Filter Press 02
Tabel 4.8 Perhitungan Neraca Panas pada Filter Press 02(FP -102)
Komponen Masuk (kkal/jam) Keluar ( kkal/jam)
Alur 15 Alur 16 Alur 17
C6H12O6
Air
Karbon aktif
8445,2143
693,9400
74,3995
7,4508
0,6938
72,0468
8440,1163
693,2461
Total 9213,5538 88,1914 9133,3624
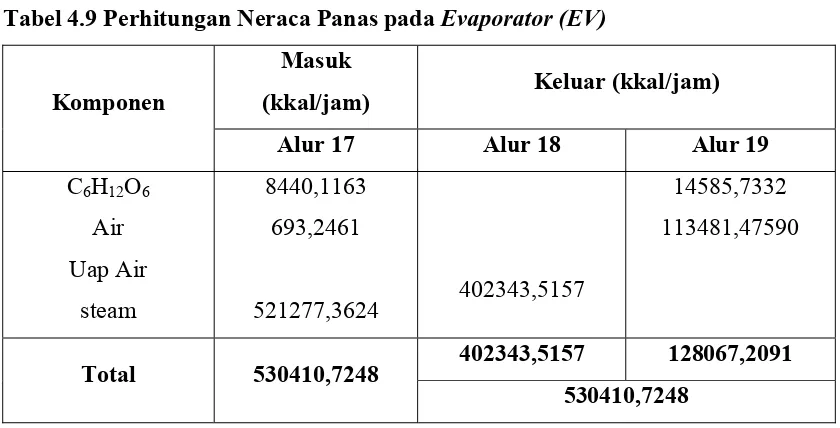
4.8Neraca Panas pada Evaporator
Tabel 4.9 Perhitungan Neraca Panas pada Evaporator (EV)
Komponen
Masuk
(kkal/jam) Keluar (kkal/jam)
Alur 17 Alur 18 Alur 19
C6H12O6
Air
Uap Air
steam
8440,1163
693,2461
521277,3624 402343,5157
14585,7332
113481,47590
Total 530410,7248 402343,5157 128067,2091
530410,7248
4.9Neraca Panas pada Crystalizer
Tabel 4.10 Perhitungan Neraca Panas pada Crystalizer (CR)
Komponen Masuk (kkal/jam) Keluar (kkal/jam)
Alur 19 Alur 20
C6H12O6
Air
Air pendingin
14585,7332
113481,47590
-127286,4518
766,9791
13,7782
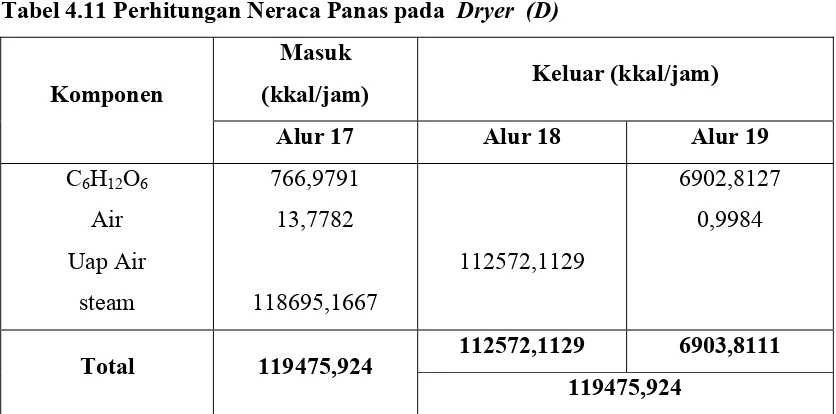
4.10 Neraca Panas pada Dryer
Tabel 4.11 Perhitungan Neraca Panas pada Dryer (D)
Komponen
Masuk
(kkal/jam) Keluar (kkal/jam)
Alur 17 Alur 18 Alur 19
C6H12O6
Air
Uap Air
steam
766,9791
13,7782
118695,1667
112572,1129
6902,8127
0,9984
Total 119475,924 112572,1129 6903,8111
119475,924
[image:39.595.113.531.108.315.2]4.11 Neraca Panas pada Cooler
Tabel 4.12 Perhitungan Neraca Panas pada Cooler(CO)
Komponen Masuk (kkal/jam) Keluar (kkal/jam)
Alur 23 Alur 24
C6H12O6
Air
Udara Pendingin
6902,8127
0,9984
- 6136,0306
767,6701
0,1104
BAB V
SPESIFIKASI PERALATAN
5.1 Gudang Tepung Sagu
Fungsi : Untuk penyimpanan tepung sagu selama 7 hari
Jumlah : 1 unit
Jenis : Segi empat persegi panjang
Bahan konstruksi : Beton
Kondisi penyimpanan : T = 300C, P = 1 atm
Panjang : 5,7678 m
Lebar : 2,8839 m
Tinggi : 2,7210 m
Kapasitas : 48,2254 m3
Jumlah : 1 unit
5.2 Tangki HCl ( T-01)
Fungsi : Untuk penyimpanan HCl selama 7 hari
Jumlah : 1 unit
Jenis : Silinder vertical dengan tutup berbentuk ellipsoidal dan alas
berbentuk datar.
Bahan konstruksi : Stainless Steel SA-304
Kondisi penyimpanan : T = 300C, P = 1 atm
Diameter tangki : 1,7847 m
Tinggi tangki : 5,8002 m
Tebal plat tangki : 0,1625 in
5.3 Tangki NaOH (T-02)
Fungsi : Untuk penyimpanan NaOH selama 7 hari
Jumlah : 1 unit
Jenis : Silinder vertical dengan tutup berbentuk ellipsoidal dan alas
Bahan konstruksi : Stainless Steel SA-304
Kondisi penyimpanan : T = 300C, P = 1 atm
Bahan konstruksi = Steinless Steel SA-304
Diameter tangki : 2,0941 m
Tinggi tangki : 6,8064 m
Tebal plat tangki : 0,1855 in
5.4 Mixer (MX)
Fungsi : Untuk pembuatan slurry
Jumlah : 1 unit
Jenis : Silinder vertical dengan tutup dan alas berbentuk ellipsoidal
dilengkapi dengan pengaduk
Bahan konstruksi : Stainless Steel SA-304
Diameter = 1,0174 m
Tinggi = 3,5611 m
Tebal plat = 0,1470 in
Pengaduk
Diameter impeller = 0,3391 m
Lebar daun impeller = 0,0678 m
Tinggi impeller dari dasar tangki = 0,3391 m
Panjang daun impeller = 0,0847 m
Daya pengadukan = 0,3816 Hp
5.5 Reaktor Hidrolisa (R-01)
Fungsi : untuk mengubah slurry menjadi larutan glukosa
Jumlah : 1 Unit
Jenis : silinder vertical dengan tutup dan alas berbentuk ellipsoidal serta
dilengkapi dengan pengaduk dan jaket
Bahan konstruksi = Steinless steel SA-304
Diameter = 1,1091 m
Pengaduk
Diameter impeller = 0,373 m
Lebar daun impeller = 0,0746 m
Tinggi impeller dari dasar tangki = 0,373 m
Panjang daun impeller = 0,0932 m
Daya pengadukan = 0,2858 Hp
5.6 Cooler (CO)
Fungsi : Menurunkan temperatur glukosa dari 1350C menjadi 500C
Jumlah : 1 unit
Tipe : Horizontal Shell and Tube Exchanger
Jenis : Double pipe hairpins 12 ft Jumlah tube : 17 tube
Jumlah passes : 2 passes
Ukuran tube
OD : 1 ¼ in
BWG : 18
ID : 1,15 in
a’t : 1,04 in2
a” : 0,3271 ft2/ 1 in ft
L : 5 ft
5.7 Filter Press 01 (FP-01)
Fungsi : Untuk memisahkan sisa pati, protein, lemak, dan impurities yang
bercampur didalam larutan glukosa.
Bahan : Carbon Steel SA – 333
Jenis : Plate and Frame
Jumlah frame = 25 unit
5.8 Reaktor Netralizer (RN-01)
Fungsi : untuk menetralkan suasana asam didalam larutan C6H12O6
Jumlah : 1 unit
Jenis : Slinder vertical dengan tutup dan alas berbentuk ellipsoidal
serta dilengkapi sengan pengaduk dan jaket/
Bahan konstruksi : Stainless steel SA- 304
Diameter = 1,0633 m
Tinggi = 3,7212 m
Tebal plat = 0,1510 in
Pengaduk
Diameter impeller = 0,3544 m
Lebar daun impeller = 0,0708 m
Tinggi impeller dari dasar tangki = 0,3544 m
Panjang daun impeller = 0,0886 m
Daya pengadukan = 0,4078 Hp
5. 9 Dekanter (DK)
Fungsi : Untuk memisahkan NaCl yang bercampur didalam larutan
Glukosa
Jumlah : 1 buah
Tipe : Tangki silinder horizontal dan sisi-sisi berupa ellips
Bahan Konstruksi : Stainless steel SA-304 (Brownell, 1969)
Diameter tangki = 0,7741 m
Tinggi tangki = 2,7093 m
Tebal plat = 0,1422 in
5.10 Tangki Decolorizing (TD)
Fungsi = Tempat penghilang zat pewarna yang terkandung didalam glukosa
dengan menambahkan karbonaktif.
Type = Tangki berbentuk silinder, bottom berbentuk konis dan tutup
Diameter = 1,3506 m
Tinggi = 6,5439 m
Tebal plat = 0,1863 in
Pengaduk
Diameter impeller = 0,4502 m
Lebar daun impeller = 0,9004 m
Tinggi impeller dari dasar tangki = 0,4503 m
Panjang daun impeller = 0,1125 m
Daya pengadukan = 0,6177 Hp
5.11 Filter Press 02 (FP-02)
Fungsi : Untuk memisahkan karbon aktif yang bercampur didalam larutan
glukosa.
Bahan : Carbon Steel SA – 333
Jenis : Plate and Frame
Jumlah frame = 25 unit
Jumlah plat = 25 unit
5.12 Tangki Evaporator (EV)
Fungsi : memekatkan produk glukosa
Jumlah : 1 unit
Tipe : Basket type vertical tube evaporator
Bahan konstruksi : Stainless steel SA-304 (Brownell, 1969)
Diameter : 0,5836 m
Tinggi : 2,325 m
Tebal plat : 0,1384 in
5.13 Crystallizer (CR)
Fungsi : Untuk mengubah cairan glukosa menjadi bituran kristal glukosa
Type : Swenson Walker
Bahan : Stainless steel SA-304
Diameter : 0,5894 m
Tinggi : 1,9646
Tebal plat : ½ in
Waktu tinggal : 0,5 jam
5.14 Dryer (D)
Fungsi : untuk mengeringkan kristal glukosa
Jumlah : 1 unit
Bahan konstruksi : Stainless Steel SA-304 (Brownell, 1969)
Diameter : 0,7658 m
Panjang : 13,4561 ft
Jumlah putaran : 12,6734 rpm
5.15 Cooler (CO)
Fungsi : Menurunkan temperatur glukosa dari 1350C menjadi 500C
Jumlah : 1 unit
Tipe : Horizontal Shell and Tube Exchanger
Jenis : Double pipe hairpins 12 ft Waktu tinggal : 5,5609 menit
5.16 Screw Conveyor (SC)
Fungsi : alat pengangkut butiran glukosa
Jumlah : 4 unit
Bahan konstruksi : Stainless Steel SA-304
Diameter flights : 12 in
Diameter pipa : 2,5 in
Kecepatan : 55 rpm
Kapasitas tenaga putaran : 7,600 lb/in
Diameter masukan bahan : 9 in
Daya untuk panjang 30 ft : 1,69 Hp
Kecepatan maksimum :3,2 Hp
5.17 Belt Conveyor (BC)
Fungsi : mengangkut glukosa yang sudah dikemas ke gudang produk
Lebar belt : 14 in
Luas area : 0,11 ft2
Kecepatan belt : normal 200 ft/min – 300 ft/min (maksimum)
Ukuran lum : 2 mm
Daya motor yang digunakan : 0,44 Hp
5.18 Pompa HCl (L-01)
Fungsi : Memompa cairan HCl dari tangki HCl ke reactor Hydrolizer
Jumlah : 1 unit
Tipe : Pompa sentrifugal
Diameter Nominal : ¼ in
Diameter Dalam (ID) : 0,364 in
Diameter Luar (OD) : 0,540 in
Luas : 0,00072 ft2
Daya Pompa : ¼
5.19 Pompa Mixer (L-02)
Fungsi : Memompa Slurry dari tangki Mixer ke reactor Hydrolizer
Jumlah : 1 unit
Tipe : Pompa sentrifugal
Diameter Nominal : ½ in
Diameter Dalam (ID) : 0,622 in
Diameter Luar (OD) : 0,84 in
Daya Pompa : ¼
5.20 Pompa Cooler (P-03)
Fungsi : Memompa Slurry dari cooler ke filter press 01
Jumlah : 1 unit
Tipe : Pompa sentrifugal
Diameter Nominal : ½ in
Diameter Dalam (ID) : 0,622 in
Diameter Luar (OD) : 0,84 in
Luas : 0,00211 ft2
Daya Pompa : ¼
5.21 Pompa Filter Press 01 (P-04)
Fungsi : Memompa cairan glukosa dari filter press ke reactor neutrallizer
Jumlah : 1 unit
Tipe : Pompa sentrifugal
Diameter Nominal : ½ in
Diameter Dalam (ID) : 0,622 in
Diameter Luar (OD) : 0,84 in
Luas : 0,00211 ft2
Daya Pompa : ¼
5.22 Pompa Raktor Neutralizer (P-05)
Fungsi : Memompa cairan glukosa dari tangki Mixer ke reactor Hydrolizer
Jumlah : 1 unit
Tipe : Pompa sentrifugal
Diameter Nominal : ½ in
Diameter Dalam (ID) : 0,622 in
Diameter Luar (OD) : 0,84 in
Luas : 0,00211 ft2
5.23 Pompa Dekanter (P-06)
Fungsi : Memompa Glukosa dari dekanter ke tangki decolorizing
Jumlah : 1 unit
Tipe : Pompa sentrifugal
Diameter Nominal : ½ in
Diameter Dalam (ID) : 0,622 in
Diameter Luar (OD) : 0,84 in
Luas : 0,00211 ft2
Daya Pompa : ¼
5.24 Pompa NaOH (P-07)
Fungsi : Memompa NaOH dari tangki NaOH
Jumlah : 1 unit
Tipe : Pompa sentrifugal
Diameter Nominal : ½ in
Diameter Dalam (ID) : 0,622 in
Diameter Luar (OD) : 0,84 in
Luas : 0,00211 ft2
Daya Pompa : ¼
5.25 Pompa Tangki Decolorizing (P-08)
Fungsi : Memompa Glukosa dari tangki decolorizing ke evaporator
Jumlah : 1 unit
Tipe : Pompa sentrifugal
Diameter Nominal : ½ in
Diameter Dalam (ID) : 0,622 in
Diameter Luar (OD) : 0,84 in
Luas : 0,00211 ft2
5.26 Pompa Evaporator (P-09)
Fungsi : Memompa Glukosa dari evaporator ke cristalizer
Jumlah : 1 unit
Tipe : Pompa sentrifugal
Diameter Nominal : ½ in
Diameter Dalam (ID) : 0,622 in
Diameter Luar (OD) : 0,84 in
Luas : 0,00211 ft2
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Instrumentasi merupakan suatu system atau susunan peralatan yang dipakai
didalam suatu proses control untuk mengatur jalannya suatu proses agar diperoleh hasil sesuai yang diharapkan. Alat – alat instrumenatsi dipasang pada setiap peralatan
proses dengan tujuan agar para engineer dapat memantau atau mengontrol kondisi lapangan. Dengan adanya instrumenasi ini pula, para engineer dapat segera melakukan tindakan apabila terjadi kajanggalan dalam proses. Namun pada dasarnya,
tujuan pengendalian tersebut adalah agar kondisi proses didalam pabrik mencapai
tingkat kesalahan (error) yang paling minimum sehingga produk dapat dihasilkan secara optimal (Considine, 1985).
Fungsi instrumentasi adalah sebagai pengontrol, petunjuk, pencatat dan
pemberi tanda bahaya. Peralatan instrumentasi biasanya bekerja dengan tenaga
mekanik atau tenaga listrik dan pengontrolnya dapat dilakukan secara manual atau
otomatis. Penggunaan instrumen pada suatu peralatan proses tergantung pada
pertimbangan ekonomi dan sistem peralatan itu sendiri. Pada pemakaian alat – alat
instrumen juga harus ditentukan apakah alat – alat tersebut dipasang diatas papan
instrumen dekat peralatan proses yang dikontrol secara manual atau disatukan dalam
suatu ruang kontrol yang dihubungkan dengan bangsal peralatan yang dikontrol
secara otomatis (Perry, 1999).
Variabel – variabel proses yang biasanya dikontrol atau diukur oleh instrument
adalah (Considine, 1985) :
1. Variabel utama, seperti temperatur, takanan, laju alir dan level cairan
2. Variabel tambahan, seperti densitas, viskositas, panas spesifik, konduktifitas,
pH, humiditas, titik embun, komposisi kimia, kandungan kimia, kandungan
kelembaban dan variabel lainnya.
Pada dasarnya suatu sistem pengendalian terdiri dari :
1. Elemen Perasa ( Sensing Element / Primary Element )
Elemen yang merasakan (menunjukkan) adanya perubahan dari harga
2. Elemen Pengukur (Measuring Element )
Elemen yang paling sensitif terhadap adanya perubahan temeperatur, tekanan,
laju aliran, maupun ketinggian fluida. Perubahan ini merupakan sinyal dari
proses dan disampaikan oleh elemen pengukur ke elemen pengontrol.
3. Elemen Pengontrol ( Controlling Element )
Elemen yang menerima sinyal kemudian akan segera mengatur perubahan –
perubahan proses tersebut sama dengan nilai set point ( nilai yang
dikehendaki ). Dengan demikian elemen ini dapat segera memperkecil
ataupun meniadakan penyimpangan yang terjadi.
4. Elemen Pengontrol Akhir ( Final Control Element )
Elemen yang akan mengubah masukan yang keluar dari elemen pengontrol
kedalam proses sehingga variabel yang diukur tetap berada dalam batasan
yang diinginkan dan merupakan hasil yang dikehendaki.
Pengendalian peralatan instrumentasi dapat dilakukan secara otomatis dan
semi otomatis. Pengendalian secara otomatis adalah pengendalian yang dilakukan
dengan cara mengatur instrumen pada kondisi tertentu, bila terjadi penyimpangan
variabel yang dikontrol maka instrumen akan bekerja sendiri untuk mengembalikan
variabel pada kondisi semula, instrumen ini bekerja sebagai controller. Pengendalian secara semi otomatis adalah pengendalian yang mencatat perubahan – perubahan
yang terjadi pada variabel yang dikontrol. Untuk mengubah variabel – variabel
kadalam nilai yang diinginkan maka dilakukan usaha secara manual, instrumen ini
bekerja sebagai pencatat (recorder) atau petunjuk (indicator).
Faktor – faktor yang perlu diperhatikan dalam instrumen – instrumen adalah
(Peters, dkk. 2004) :
1. Range yang diperlukan untuk pengukuran
2. Level instrumentasi
3. Ketelitian yang dibutuhkan
4. Bahan konstruksinya
Instrumentasi yang umum digunakan dalam pabrik adalah (Considine, 1985) :
1. Untuk variabel temperatur
a. Temperatur Controller (TC) adalah instrumentasi yang digunakan untuk mengamati temperatur dari suatu alat. Dengan menggunakan
TC para engineer juga dapat melakukan pengendalian terhadap
peralatan sehingga temperatur peralatan tetap berada dalam range
yang diinginkan. TC kadang – kadang juga dapat mencatat temperatur
dari suatu peralatan secara berkala melalui Temperatur Recorder (TR)
b. Temperatur Indicator (TI) adalah instrumentasi yang digunakan untuk mengamati temperatur suatu alat.
2. Untuk variabel ketinggian permukaan cairan
a. Level Controller (LC) adalah instrumentasi yang digunakan untuk mengamati ketinggian cairan didalam suatu alat. Dengan
menggunakan LC para engineer juga dapat melakukan pengendalian ketinggian cairan didalam peralatan tersebut
b. Level Indicator (LI) adalah instrumentasi yang digunakan untuk mengamati ketinggian cairan didalam suatu alat.
3. Untuk variabel tekanan
a. Pressure Controller (PC) adalah instrumentasi yang digunakan untuk mengamati tekanan operasi dari suatu alat. Para engineer juga dapat melakukan perubahan tekanan dari peralatan operasi. PC dapat juga
dilengkapi dengan pencatat tekanan dari suatu peralatan secara
berkala melalui Pressure Recorder (PR)
b. Pressure Indicator (PI) adalah instrumentasi yang digunakan untuk mengamati tekanan operasi dari suatu alat.
4. Untuk variabel aliran cairan
a. Flow Controller (FC) adalah instrumentasi yang digunakan untuk mengamati laju alir larutan atau cairan yang melalui suatu alat dan
bila terjadi prubahan dapat melakukan pengendalian
b. Flow Indicator (FI) adalah instrumentasi yang digunakan untuk mengamati laju alir larutan atau cairan dari suatu alat.
Beberapa instrumen yang digunakan dalam peralatan pabrik adalah :
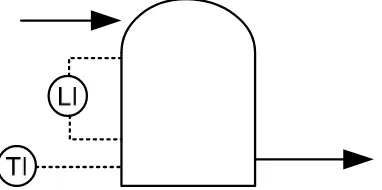
1. Tangki
Instrumen yang digunakan pada tangki adalah Level Indicator (LI) yang berfungsi untuk mengamati ketinggian fluida didalam tangki. Apabila ketinggian
[image:53.595.240.431.239.334.2]fluida didalam tangki menurun, maka supply bahan harus segera ditambahkan. Selain itu digunakan temperatur indicator (TI) yang berfungsi untuk mengamati temperatur bahan didalam tangki.
Gambar 6.1 Tangki penyimpanan beserta instrumentasinya
2. Mixer
Instrumen yang digunakan pada mixer adalah level controller (LC) dan level indicator (LI) yang berfungsi untuk mengamati dan mengatur kettinggian didalam mixer, maka LC akan bergerak sehingga valve akan terbuka. Selain itu terdapat
Temperatur Indicator (TI) yang berfungsi untuk mengamati temperatur bahan
didalam mixer.
[image:53.595.229.409.535.672.2]Tabel 6.1 Daftar instrumentasi pada Pra Rancangan Pabrik Pembuatan Glukosa
Monohidrat
No Nama Alat Jenis Instrumen
1 Tangki Level Indicator (LI)
Temperatur Indicator (TI)
2 Mixer
Level Controller (LC)
Level Indicator (LI) Temperatur Indicator (TI)
6.2 Keselamatan Kerja
Keselamatan kerja merupakan bagian dari kelangsungan produksi pabrik,
oleh karena itu aspek ini harus diperhatikan secara serius dan terpadu. Untuk maksud
tersebut perlu diperhatikan cara pengendalian keselamatan kerja dan keamanan
pabrik pada saat perancangan dan saat pabrik beroperasi.
Salah satu faktor yang penting sebagai usaha keselamatan kerja adalah
dengan menumbuhkan dan meningkatkan kesadaran karyawan akan pentingnya
usaha untuk menjamin keselamatan kerja. Usaha – usaha yang dapat dilakukan
antara lain (Peters, dkk. 2004) :
1. Menigkatkan spesialisai ketrampilan karyawan dalam menggunakan
peralatan secara benar sesuai dengan tugas dan wewenang serta mengetahui
cara – cara mengataasi kecelakaan kerja.
2. Melakukan pelatihan secara berkala bagi karyawan. Pelatihan yang dimaksud
dapat meliputi :
a. Pelatihan untuk menciptakan kualitas Sumber Daya Manuisa (SDM)
yang tinggi dan bertanggung jawab, misalnya melalui pelatihan
kepemimpinan dan pelatihan kepribadian.
b. Studi banding (workshop) antar bidang kerja, sehingga karyawan
diharapkan memiliki rasa kepedulian terhadap semua karyawan.
3. Membuat peraturan tata car