LAMPIRAN 1
Uraian Tugas dan Tanggung Jawab
Adapun tugas dan tanggung jawab masing-masing manager dalam struktur organisasi PT. Riau Andalan Pulp and Paper adalah sebagai berikut :
1. Mill General Manager
Tugas dan tanggung jawabnya adalah mengorganisir operasi dan administrasi. Untuk mengadakan kebijaksanaan operasi dibantu oleh 6 manajer.
2. Finance Manager
Tugas dan tanggung jawabnya adalah untuk mengadakan pembukuan semua keuangan yang dinilai dengan uang untuk semua barang, baik yang ada pada unit produksi maupun non produksi serta melayani urusan keuangan unit bisnis karyawan.
3. Procurement Manager
Tugas dan tanggung jawabnya adalah membantu kelancaran aktivitas produksi pabrik dan penyediaan saprepart, penyimpanan material dan logistic.
4. Personel Manager (Human Resources Development/ HRD)
Tugas dan tanggung jawabnya adalah mengawasi bagian personil administrasi, training, keamanan, transportasi, kesehatan, dan pelayanan umum.
5. Technical Manager
Tugas dan tanggung jawabnya adalah mengawasi bagian-bagian penelitian proses dan pengembangan produk, operasi dan produk, pelayanan konsumen serta pengendalian kualitas operasi produk.
6. Production Manager
Tugas dan tanggung jawabnya adalah mengkoordinir bagian-bagian pemeliharaan (maintenance) pabrik.
8. Finance Accounting
Tugas dan tanggung jawabnya adalah :
a. Menyusun kegiatan perencanaan, pengarahan dan pelaksanaan operasional keuangan PT. Riau Andalan Pulp and Paper.
b. Mendistribusikan tugas kerja kepada personil di lingkungan bagian keuangan.
c. Memberikan petunjuk pelaksanaan tugas kepada personil dilingkungan bagian keuangan. d. Memeriksa hasil kerja personil untuk mengetahui perkembangan, hambatan, dan upaya
serta tindak lanjutnya di lingkungan bagian keuangan. e. Menilai prestasi kerja personil di bagian keuangan.
f. Membuat usulan pengembangan dan pembinaan personil di lingkungan bagian keuangan. g. Membuat laporan bulanan/tahunan berkaitan dengan perkembangan, hambatan dan pelaksanaan kegiatan tahun berjalan, serta mengusulkan rencana strategis dan target di tahun berikutnya.
h. Mengendalikan kegiatan kerja di lingkungan bagian keuangan.
i. Melaksanakan tugas lain berhubungan dengan perusahaan yang di berikan atasan. 9. Superintendent Material, Storages, Logistic, Weight Bridges
Tugas-tugas Superintendent Material, Storages, Logistic, Weight Bridges adalah : a. Merencanakan sistem pengadaan dan persediaan bahan.
b. Menetapkan permintaan kebutuhan bahan dan menetapkan standar bahan. c. Memperbaharui perjanjian kontrak.
Tugas dan tanggung jawab dari administrasi training adalah :
a. Menerima laporan dari supervisor setiap hari dan dibuat dalam daftar nomor, harga dan nomor kontrak.
b. Membuat rencana dan program perekrutan karyawan baru serta menyiapkan program
training.
11. Security
Tugas-tugas dari Security adalah :
a. Memeriksa kehadiran karyawan, mencatat jumlah ketidakhadiran dan identitas karyawan dan melaporkannya ke bagian personalia.
b. Memeriksa dan mengawasi tamu-tamu yang masuk. c. Mencatat data-data tamu yang keluar masuk.
d. Mengontrol situasi pabrik siang dan malam.
e. Melakukan pengamanan terhadap inventaris perusahaan. f. Pengawasan tenaga kerja dalam dan luar kerja.
12. Transport Poll
Tugas-tugas dari Transport Pool adalah : a. Melakukan keliling pabrik setiap 15 menit. b. Mengkoordinasi driver.
13. Transportation Departement
Tugas-tugas dari Transportation Departement adalah :
Tugas-tugas dari Health Care adalah :
a. Selalu tersediab dokter atau perawat dalam keadaan darurat di PT.RAPP
b. Selalu melayani setiap anggota ataupun karyawan ataupun karyawan dalam memeriksa kesehatan.
c. Melakukan pemeriksaan rutin setiap 6 bulan pada karyawan PT.RAPP d. Menyediakan obat-obatan.
15. General Services
Tugas-tugas dari General Services adalah :
a. Terselengaranya pelaksanaan tugas dan fungsi bagian pemasaran dengan lancer, berdayaguna dan berhasilguna.
b. Terciptanya suasana kerja yang berdisiplin, serasi dan selaras di lingkungan bagian pemasaran.
c. Terjaminnya keselamatan kerja, kebersihan dan kesehatan di lingkungan bagian pemasaran.
16. Research, Process, and Product Development Customer Service Tugas-tugasnya adalah :
a. Mengkoordinir pembagian tugas bawahannya.
b. Merencanakan pembagian bahan baku dan bahan additive. c. Melakukan perencanaan pekerjaan dan waktu.
d. Bertanggung jawab kepada research manager.
e. Mengadakan pemeriksaan, penelitian, analisa, serta evaluasi pekerjaan bawahannya.
Tugas-tugasnya adalah :
a. Memastikan pemakaian raw material dengan benar, baik kualitas fisik maupun komposisi yang tercantum pada chemical.
b. Melakukan analisa sampel bahan baku untuk mengetahui kelayakan bahan baku untuk digunakan sesuai dengan standar mutu yang telah ditetapkan.
c. Melakukan analisa produk berdasarkan sampel dari setiap produk yang di produksi. 18. Woodroom
Tugas-tugasnya adalah :
a. Memeriksa jumlah dan kualitas kayu yang masuk ke departemen woodyard. b. Mengawasi proses yang terjadi baik pengujian kualitas sampai kayu diproses. c. Mengawasi pemeriksaan mesin-mesin.
d. Memeriksa hasil produk akhir, dan memastikannya terkirim ke departemen yang membutuhkan.
19. Fiberline
Tugas-tugas dari Fiberline adalah :
a. Melakukan pemeriksaan terhadap tugas bawahannya.
b. Memastikan proses produksi pulp (bubur kertas) berjalan dengan baik.
c. Memberi jalan solusi jika terjadi kendala atau permasalahan pada proses produksi. d. Memriksa jumlah produk akhir setiap harinya.
e. Memastikan produk terkirim dengan baik ke pulp machine.
Tugas-tugas dari Pulp Machine adalah :
a. Memeriksa proses produksi agar berjalan dengan baik. b. Menerima laporan dari bagian finishing dan memeriksanya.
c. Memeriksa jumlah produk akhir apakah sudah mencapai target produksi d. Memastikan pengepakan barang dan jumlahnya sampai ke tangan konsumen. 21. Chemical Plant
Tugas-tugas dari Chemical Plant adalah :
a. Memeriksa proses produksi berjalan dengan baik. b. Memriksa laporan dari bagian technical.
c. Memastikan apakah hasil produk akhir sudah sesuai dengan standar mutu yang telah ditetapkan.
d. Memastikan pengiriman produk dengan baik dengan jumlah yang benar ke departemen yang membutuhkan.
22. Chemical Recovery
Tugas-tugas dari Chemical Recovery adalah :
a. Menentukan komposisi pada setiap bahan baku yang digunakan. b. Melakukan penelitian agar diperoleh komposisi yang pas. c. Memastikan bahan baku tersedia.
23. Shift Operation Coordinator
Tugas-tugas dari Shift Operation Coordinator adalah :
a. Melakukan penjadwalan shift karyawan agar terkoordinasi dengan baik. b. Memeriksa daftar harian hadir karyawan shift.
Tugas-tugas dari Mechanical Maintenance adalah :
a. Bertanggung jawab akan perawatan mesin-mesin produksi secara mechanical. b. Menjalankan jadwal pelumasan dan lain-lain sesuai petunjuk.
c. Memberitahukan cara pengoperasian mesin secara mechanical yang baik kepada operator. d. Memeriksa kebocoran pada aliran-aliran udara, oli, dan casing-casing mesin.
e. Membuat laporan kerja dan laporan bulanan pada atasan. 25. Engineering Departement
Tugas-tugas dari Engineering Departement adalah :
a. Mengadakan pemeriksaan, penelitian, analisa, serta evaluasi pekerjaan bawahannya. b. Mengkoordinir pembagian tugas karyawannya.
c. Melakukan perencanaan kerja dan waktu. 26. Electrical Maintenance
Tugas-tugas dari Electrical Maintenance adalah :
a. Bertanggung jawab akan perawatan-perawatan electrical system sesuai dengan garisan-garisan yang telah ditentukan.
b. Memberikan aturan-aturan pengoperasian alat electrical yang baik kepada operator. c. Memberikan bimbingan kepada operator dalam mengatasi masalah.
d. Menjaga alat-alat kerja dan kebersihan electrical system.
LAMPIRAN 2
Data Historis Kerusakan Electric Motor Machine Di Fiberline Area Tahun 2015
No TANGGAL KERUSAKAN ELECTRIC MOTOR
1 02/01/2015 Cooling Fan Fiberline Cooking Rusak
2 02/01/2015 Shaft Fiberline Cooking Rusak
3 11/01/2015 Kumparan Fiberline Cooking (winding failure)
4 11/01/2015 Bearing Fiberline Cooking damage
5 19/01/2015 Terminal Block Fiberline Cooking Rusak
6 22/01/2015 Mounting Base Fiberline Cooking rusak
7 23/01/2015 Kumparan Fiberline Bleaching (winding failure)
8 31/01/2015 Shaft Fiberline Bleaching Rusak
9 09/02/2015 Cooling Fan Fiberline Cooking Rusak
10 09/02/2015 Cooling Fan Fiberline Washing Rusak
11 15/02/2015 Terminal Block Fiberline Washing rusak
12 15/02/2015 Kumparan Fiberline Cooking (winding failure)
13 27/02/2015 Bearing Fiberline Cooking damage
14 27/02/2015 Shaft Fiberline Cooking Rusak
15 05/03/15 Kumparan Fiberline Washing (winding failure)
16 07/03/2015 Bearing Fiberline Washing damage
17 10/03/15 Cooling Fan Fiberline Washing Rusak
18 10/03/15 Kumparan Fiberline Cooking (winding failure)
19 28/03/15 Bearing Fiberline Cooking damage
20 28/03/15 Cooling Fan Fiberline Cooking Rusak
21 28/03/15 Mounting Base Fiberline Cooking rusak
22 30/03/15 Terminal Block Fiberline Cooking rusak
23 11/04/2015 Shaft Fiberline Cooking Rusak
24 11/04/2015 Shaft Fiberline Bleaching Rusak
25 21/04/2015 Kumparan Fiberline Bleaching (winding failure)
26 30/04/2015 Cooling Fan Fiberline Cooking Rusak
27 30/04/2015 Mounting Base Fiberline Washing rusak
28 03/05/2015 Kumparan Fiberline Cooking (winding failure)
29 12/05/2015 Bearing Fiberline Cooking damage
30 18/05/2015 Cooling Fan Fiberline Bleaching Rusak
31 21/05/2015 Shaft Fiberline Washing Rusak
32 21/05/2015 Bearing Fiberline Bleaching damage
33 25/05/2015 Kumparan Fiberline Cooking (winding failure)
No TANGGAL KERUSAKAN ELECTRIC MOTOR
34 25/05/2015 Cooling Fan Fiberline Cooking Rusak
35 25/05/2015 Terminal Block Fiberline Bleaching rusak
36 08/06/2015 Bearing Fiberline Cooking damage
37 10/06/2015 Shaft Fiberline Cooking Rusak
38 10/06/2015 Kumparan Fiberline Cooking (winding failure)
39 11/06/15 Cooling Fan Fiberline Washing Rusak
40 24/06/2015 Bearing Fiberline Washing damage
41 24/06/15 Kumparan Fiberline Cooking (winding failure)
42 02/07/2015 Shaft Fiberline Washing Rusak
43 02/07/2015 Mounting Base Fiberline Washing rusak
44 06/07/2015 Cooling Fan Fiberline Cooking Rusak
45 06/07/2015 Bearing Fiberline Cooking damage
46 19/07/2015 Kumparan Fiberline Cooking (winding failure)
47 20/07/2015 Terminal Block Fiberline Cooking rusak
48 20/07/2015 Cooling Fan Fiberline Washing Rusak
49 25/07/2015 Shaft Fiberline Cooking Rusak
50 30/07/2015 Shaft Fiberline Bleaching Rusak
51 30/07/2015 Kumparan Fiberline Cooking (winding failure)
52 13/08/15 Terminal Block Fiberline Washing rusak
53 18/08/15 Bearing Fiberline Cooking damage
54 19/08/15 Kumparan Fiberline Cooking (winding failure)
55 19/08/15 Cooling Fan Fiberline Bleaching Rusak
56 23/08/15 Shaft Fiberline Washing Rusak
57 28/08/15 Bearing Fiberline Bleaching damage
58 30/08/15 Terminal Block Fiberline Cooking rusak
59 11/09/2015 Kumparan Fiberline Cooking (winding failure)
60 11/09/2015 Cooling Fan Fiberline Cooking Rusak
61 19/09/2015 Shaft Fiberline Cooking Rusak
62 19/09/2015 Bearing Fiberline Cooking damage
63 28/09/2015 Bearing Fiberline Washing damage
64 28/09/2015 Mounting Base Fiberline Cooking rusak
65 30/09/2015 Terminal Block Fiberline Bleaching rusak
66 30/09/2015 Kumparan Fiberline Cooking (winding failure)
67 03/10/2015 Cooling Fan Fiberline Cooking Rusak
68 07/10/2015 Mounting Base Fiberline Bleaching rusak
69 16/10/2015 Kumparan Fiberline Cooking (winding failure)
70 16/10/2015 Bearing Fiberline Washing damage
No TANGGAL KERUSAKAN ELECTRIC MOTOR
71 19/10/2015 Terminal Block Fiberline Cooking rusak
72 08/11/2015 Bearing Fiberline Cooking damage
73 11/11/2015 Cooling Fan Fan Fiberline Cooking Rusak
74 24/11/2015 Kumparan Fiberline Cooking (winding failure)
75 24/11/2015 Bearing Fiberline Bleaching amage
76 24/11/2015 Kumparan Fiberline Bleaching (winding failure)
77 29/11/2015 Terminal Block Fiberline Cooking rusak
78 29/11/2015 Cooling Fan Fiberline Cooking Rusak
79 09/12/2015 Shaft Fiberline Washing Rusak
80 14/12/2015 Bearing Fiberline Cooking damage
81 22/12/2015 Kumparan Fiberline Bleaching (winding failure)
82 29/12/2015 Mounting Base Fiberline Cooking rusak
83 29/12/2015 Kumparan Fiberline Cooking (winding failure)
84 30/12/2015 Shaft Fiberline Bleaching Rusak
85 30/12/2015 Shaft Fiberline Cooking Rusak
LAMPIRAN 3
KUESIONER PENYEBAB KEGAGALAN MESIN ELECTRIC MOTOR DI
PT. RAPP
Kuesioner ini bertujuan untuk mengetahui probabilitas dari penyebab kegagalan mesin electric
DATA RESPONDEN (AHLI) MAINTENANCE DI PT.RAPP
NAMA
POSISI
PENGALAMAN KERJA
Keterangan rating probabilitas :
RATING
PROBABILITAS KETERANGAN
50 Kemungkinan penyebab kegagalan terjadi 50 % dari seluruh kegagalan 40 Kemungkinan penyebab kegagalan terjadi 40 % dari seluruh kegagalan 30 Kemungkinan penyebab kegagalan terjadi 30 % dari seluruh kegagalan 20 Kemungkinan penyebab kegagalan terjadi 20 % dari seluruh kegagalan 10 Kemungkinan penyebab kegagalan terjadi 10 % dari seluruh kegagalan
Petunjuk pengisisan kuesioner :
Pengisian kuesioner dengan menggunakan tanda checklist ( ) pada tempat pengisian rating probabilitas masing-masing basic event penyebab kerusakan mesin electric motor.
No. Basic Event 10 20 30 40 50 60 70 80 90 100
1
Overheat karena Excessive starting yang dapat
2
Overload karena Kotor/ debu yang terakumulasi pada permukaan fan 3
Overload karena kontaminasi oli pada permukaan terminal block
4
tegangan tidak stabil akibat kenaikan dan penurunan tegangan drastis 5 Kontaminasi oli (winding insert grease) 6 Rotor menyentuh stator (rotor touching stator)
7 Ball bearing pecah 8 Aus pada bearing 9 Aus pada shaft 10
Pemasangan shaft tidak seimbang (rotor unbalance)
11 Vibrasi yang berlebihan
Atas kesedian saudara meluangkan waktu mengisi kuesioner ini, peneliti mengucapkan terima kasih.
LAMPIRAN 4
Rekapitulasi Kuesioner Probabilitas FTA
No. Basic Event Responden
1 Responden 2 Responden 3 Responden 4 Responden 5 Responden 6 1 Overheat karena Excessive starting yang dapat menimbulkan arus awal 5 kali lebih besar
2
Overload karena Kotor/ debu yang terakumulasi pada permukaan fan
0,3 0,4 0,2 0,4 0,2 0,3
3
Overload karena kontaminasi oli pada permukaan terminal block
0,3 0,4 0,3 0,3 0,4 0,2
4
tegangan tidak stabil akibat kenaikan dan penurunan tegangan drastis
0,1 0,3 0,2 0,2 0,1 0,2
5 Kontaminasi oli (winding
insert grease) 0,2 0,3 0,4 0,3 0,3 0,4
6 Rotor menyentuh stator
(rotor touching stator) 0,2 0,4 0,3 0,3 0,4 0,3
7 Ball bearing pecah 0,3 0,4 0,5 0,5 0,3 0,2
8 Aus pada bearing 0,2 0,3 0,4 0,4 0,2 0,3
9 Aus pada shaft 0,2 0,2 0,3 0,2 0,3 0,3
10
Pemasangan shaft tidak seimbang (rotor unbalance)
0,2 0,3 0,4 0,2 0,2 0,3
11 Vibrasi yang berlebihan 0,3 0,2 0,3 0,2 0,3 0,2
Rekapitulasi Pembobotan Kuesioner Probabilitas FTA
No. Basic Event Responden
1 Responden 2 Responden 3 Responden 4 Responden 5 Responden 6 Total Bobot Probabilitas 1 Overheat karena Excessive starting yang dapat menimbulkan arus awal 5 kali lebih besar
0,02 0,12 0,12 0,08 0,12 0,08 0,54
2
Overload karena Kotor/ debu yang terakumulasi pada permukaan fan
0,03 0,16 0,08 0,16 0,08 0,12 0,63
3
Overload karena kontaminasi oli pada permukaan
0,03 0,16 0,12 0,12 0,16 0,08 0,67
4
tegangan tidak stabil akibat kenaikan dan penurunan tegangan drastis
5 Kontaminasi oli (winding insert grease)
0,02 0,12 0,16 0,12 0,12 0,16 0,7
6 Rotor menyentuh stator
(rotor touching stator)
0,02 0,16 0,12 0,12 0,16 0,12 0,7
7 Ball bearing pecah 0,03 0,16 0,2 0,2 0,12 0,08 0,79
8 Aus pada bearing 0,02 0,12 0,16 0,16 0,08 0,12 0,66
9 Aus pada shaft 0,02 0,08 0,12 0,08 0,12 0,12 0,54
10
Pemasangan shaft tidak seimbang (rotor unbalance)
0,02 0,12 0,16 0,08 0,08 0,12 0,58
11 Vibrasi yang berlebihan 0,03 0,08 0,12 0,08 0,12 0,08 0,51
Rekapitulasi Probabilitas Cut Set FTA
No. Top Event Basic Event Total Probabilitas
Event Probabilitas Cut Set
1
Mesin Electric motor bermasalah
Overheat karena Excessive starting yang dapat menimbulkan arus awal 5 kali lebih besar
0,54
0,830 Cooling fan rusak (P(A))
0,830
2 Overload karena Kotor/ debu yang
terakumulasi pada permukaan fan 0,63
3 Overheat karena kontaminasi oli pada
permukaan terminal block 0,67
0,275 Terminal block rusak
(P(B)) 0,275
4 tegangan tidak stabil akibat kenaikan dan
penurunan tegangan drastis 0,41
5 Kontaminasi oli (winding insert grease) 0,7
0,910 Kumparan rusak (winding
failure) (P(C)) 0,910
6 Rotor menyentuh stator (rotor touching
stator) 0,7
7 Kelebihan minyak pelumas (over grease) 0,79
0,929 Bearing rusak (P(D)) 0,929
8 Aus pada bearing 0,66
9 Aus pada shaft 0,54
0,807 Shaft Rusak (P(E)) 0,807
10 Pemasangan shaft tidak seimbang (rotor
LAMPIRAN 5
Mesin dan Peralatan Utama, meliputi: Screw conveyor
Blower MP Steam Electric motor
Batasan Fisik Primer, meliputi: Start with:
- Pengisian serpihan kayu (chip) dari chip silo ke digester dengan screw conveyor. Pada saat pengisian udara dalam digester dihilangkan melalui sirkulasi udara dengan blower.
- Pengisian Warm Black Liquor (WBL) ke dalam digester sebagai pemanasan tahap awal (tekanan 3 bar) dengan suhu cairan adalah 95-100º C.
- Pengisian Hot Black Liquor (HBL) ke dalam digester sebagai cairan yang digunakan untuk proses pemasakan (cooking) dengan menaikkan panas dari WBL menjadi 140-145º C.
- Cairan dalam digester disirkulasikan sehingga temperatur dalam digester merata dan sambil di panaskan (heating) sampai temperatur mencapai 160ºC-170º C dengan menggunakan MP
steam.
- Cairan kimia (liquor) yang sudah disirkulasi diaduk dengan chip kayu menggunakan
electric motor sampai chip dimasak (cooking) berubah menjadi pulp (bubur kertas).
- Penambahan cairan black liquor setelah pemasakan pulp (bubur kertas) yang merupakan
filtrat dari washing plant dipompakan ke digester sehingga menurunkan suhu di dalam
digester menjadi 100º C dan pulp (bubur kertas) siap diproses ke tahap selanjutnya
Terminate with:
Hasil pemasakan pulp (bubur kertas) dilanjutkan ke proses pencucian dan penyaringan pulp (bubur kertas)
Gambaran Luar Batasan (Boundary Overview) RCM-System Analysis
Step 2-1 System Boundary Definition Plant ID : Information : Boundary Overview System ID : Plant : Pulp (bubur kertas) PT. RAPP Rev no. :
System : Fiberline Area Cooking Date : 23/03/2016
Analyst : Rumata Panjaitan
System : Fiberline Area Cooking Wed, 23 Mar 2016 Page 1 of 1
LAMPIRAN 6
Tipe Batasan Sistem Lokasi Perhubungan
IN Pengisian Chip Pengisian serpihan kayu (chip) dari chip silo ke digester dengan
screw conveyor.
OUT Pengisian Chip Pada saat pengisian chip udara dalam digester dihilangkan melalui sirkulasi udara dengan blower.
IN Pengisian cairan
kimia (liquor)
Pengisian Warm Black Liquor (WBL) ke dalam digester sebagai pemanasan tahap awal (tekanan 3 bar) dengan suhu cairan adalah 95-100º C..
IN Pengisian cairan
kimia (liquor)
Pengisian Hot Black Liquor (HBL) ke dalam digester sebagai cairan yang digunakan untuk proses pemasakan (cooking) dengan menaikkan panas dari WBL menjadi 140-145º C.
IN Pengisian cairan
kimia (liquor)
Cairan dalam digester disirkulasikan sehingga temperatur dalam
digester merata dan sambil di panaskan (heating) sampai
temperatur mencapai 160ºC-170º C dengan menggunakan MP
steam.
IN Heating and
cooking
Cairan kimia (liquor) yang sudah disirkulasi diaduk dengan chip kayu menggunakan electric motor sampai chip dimasak (cooking) berubah menjadi pulp (bubur kertas).
OUT Discharging Cairan black liquor setelah pemasakan pulp (bubur kertas) yang
merupakan filtrat dari washing plant
IN Discharging
Penambahan cairan black liquor yang dipompakan ke digester sehingga menurunkan suhu di dalam digester menjadi 100º C dan
pulp (bubur kertas) siap diproses ke tahap selanjutnya
Gambaran Detail Batasan (Boundary Details) RCM-System Analysis
Step 2-1 System Boundary Definition Plant ID : Information : Boundary Overview System ID : Plant : Pulp (bubur kertas) PT. RAPP Rev no. :
System : Fiberline Area Cooking Date : 23/03/2016
Analyst : Rumata Panjaitan
LAMPIRAN 7
Hasil Pengujian Distribusi Menggunakan Software Easy Fit 5.5.
1. Cooling Fan
Goodness of Fit-Summary Kolmogorov Smirnov Test
Rank Distribution Statistic Parameter
1 Gamma 0,14722 =5,9583 ; =6,1353
2 Logormal 0,16991 =0,38905 ; =3,5245
3 Normal 0,18682 =14,976 ; =36,556
4 Weibull 0,20829 =2,7275 ; =37,225
5 Exponential 0,38884 = 0,02736
2. Bearing
Goodness of Fit-Summary Kolmogorov Smirnov Test
Rank Distribution Statistic Parameter
1 Weibull 0,16154 =6,1527 ; =39,753
2 Lognormal 0,17327 =0,16995 ; =3,6404
3 Gamma
0,17997 =29,753; =1,2996
4 Normal 0,20413 =7,0887; =38,667
5 Exponential 0,52763 = 0,02586
I-179
3. Shaft
3. Shaft
Goodness of Fit-Summary Kolmogorov Smirnov Test
Rank Distribution Statistic Parameter
1 Weibull 0,24102 =5,4889 ; =55,573
2 Lognormal 0,25439 =0,29308 ; =4,0525
3 Gamma 0,27208 =0,4155; =8,3978
4 Normal 0,32152 =22,509 ; =60,333
5 Exponential 0,50968 = 0,01657
I-180
LAMPIRAN 8
Rekapitulasi Perhitungan Total Minimum Downtime (TMD)
1. Cooling Fan
T F(t) H(t) D(t) t F(t) H(t) D(t)
0 0 0 1 ... ... ... ...
1 0,00000003 0,00000003 0,088608 149 0,99999767 86,44422229 0,065073
2 0,00000143 0,00000143 0,046358 150 0,99999796 87,44404354 0,065379
3 0,00001394 0,00001394 0,031391 151 0,99999821 88,44388503 0,065682
4 0,00006740 0,00006740 0,023731 152 0,99999843 89,44374452 0,065980
5 0,00022197 0,00022199 0,019078 153 0,99999862 90,44362000 0,066275
6 0,00057349 0,00057362 0,015956 154 0,99999879 91,44350969 0,066566
7 0,00125333 0,00125405 0,013718 155 0,99999894 92,44341199 0,066853
8 0,00242361 0,00242665 0,012040 156 0,99999907 93,44332549 0,067136
9 0,00426901 0,00427937 0,010739 157 0,99999919 94,44324893 0,067416
10 0,00698669 0,00701659 0,009706 158 0,99999929 95,44318119 0,067693
11 0,01077555 0,01085116 0,008870 159 0,99999938 96,44312126 0,067966
12 0,01582594 0,01599767 0,008184 160 0,99999946 97,44306827 0,068235
13 0,02231051 0,02266743 0,007615 161 0,99999952 98,44302142 0,068501
14 0,03037671 0,03106528 0,007141 162 0,99999958 99,44298001 0,068764
15 0,04014121 0,04138821 0,006744 163 0,99999964 100,44294342 0,069024
16 0,05168621 0,05382541 0,006411 164 0,99999968 101,44291110 0,069280
17 0,06505762 0,06855937 0,006132 165 0,99999972 102,44288256 0,069533
18 0,08026493 0,08576784 0,005899 166 0,99999976 103,44285736 0,069784
19 0,09728246 0,10562617 0,005705 167 0,99999979 104,44283511 0,070031
20 0,11605179 0,12830990 0,005547 168 0,99999981 105,44281548 0,070275
21 0,13648504 0,15399742 0,005419 169 0,99999984 106,44279816 0,070517
22 0,15846876 0,18287254 0,005319 170 0,99999986 107,44278289 0,070755
23 0,18186822 0,21512693 0,005244 171 0,99999988 108,44276942 0,070991
24 0,20653177 0,25096232 0,005192 172 0,99999989 109,44275755 0,071224
25 0,23229529 0,29059266 0,005160 173 0,99999991 110,44274708 0,071455
26 0,25898639 0,33424594 0,005148 174 0,99999992 111,44273786 0,071683
27 0,28642833 0,38216584 0,005155 175 0,99999993 112,44272974 0,071908
28 0,31444367 0,43461329 0,005179 176 0,99999994 113,44272259 0,072130
29 0,34285744 0,49186784 0,005220 177 0,99999994 114,44271629 0,072351
30 0,37149983 0,55422865 0,005276 178 0,99999995 115,44271074 0,072568
31 0,40020860 0,62201567 0,005349 179 0,99999996 116,44270586 0,072783
32 0,42883091 0,69557046 0,005437 180 0,99999996 117,44270156 0,072996
33 0,45722469 0,77525668 0,005540 181 0,99999997 118,44269778 0,073207
34 0,48525981 0,86146071 0,005659 182 0,99999997 119,44269446 0,073415
35 0,51281872 0,95459190 0,005792 183 0,99999998 120,44269153 0,073621
36 0,53979690 1,05508265 0,005941 184 0,99999998 121,44268896 0,073824
37 0,56610281 1,16338806 0,006105 185 0,99999998 122,44268670 0,074026
38 0,59165785 1,27998553 0,006285 186 0,99999998 123,44268472 0,074225
39 0,61639607 1,40537411 0,006481 187 0,99999999 124,44268297 0,074422
I-181
2. Bearing
T F(t) H(t) D(t) t F(t) H(t) D(t)
0 0 0 1 41 0,7015922020 1,6739698217 0,01026102
1 0,0000000001 0,0000000001 0,14285714 42 0,7540344883 2,0162654662 0,01125788
2 0,0000000103 0,0000000103 0,07692308 43 0,8023102539 2,4199807119 0,01242593
3 0,0000001245 0,0000001245 0,05263158 44 0,8454689099 2,8914873645 0,01377559
4 0,0000007309 0,0000007309 0,04000003 45 0,8828452729 3,4355812241 0,01531101
5 0,0000028848 0,0000028848 0,03225815 46 0,9141151443 4,0546319709 0,01702796
6 0,0000088570 0,0000088570 0,02702725 47 0,9393134416 4,7478837526 0,01891246
7 0,0000228658 0,0000228660 0,02325630 48 0,9588096911 5,5111266455 0,02094071
8 0,0000519981 0,0000519993 0,02040914 49 0,9732435707 6,3369121456 0,02308080
9 0,0001073251 0,0001073307 0,01818361 50 0,9834313376 7,2153493252 0,02529591
10 0,0002052165 0,0002052385 0,01639653 51 0,9902600819 8,1353324960 0,02754850
11 0,0003688531 0,0003689288 0,01493042 52 0,9945887722 9,0858991310 0,02980428
12 0,0006299388 0,0006301712 0,01370654 53 0,9971721937 10,0573781620 0,03203531
13 0,0010306047 0,0010312542 0,01267019 54 0,9986169789 11,0420855748 0,03422127
14 0,0016254945 0,0016271708 0,01178225 55 0,9993703327 12,0345030671 0,03634933
15 0,0024840109 0,0024880528 0,01101407 56 0,9997346403 13,0310442350 0,03841283
16 0,0036926886 0,0037018762 0,01034426 57 0,9998971052 14,0296005134 0,04040953
17 0,0053576438 0,0053774772 0,00975660 58 0,9999635222 15,0290522665 0,04233992
18 0,0076070243 0,0076479309 0,00923863 59 0,9999882557 16,0288640170 0,04420599
19 0,0105933545 0,0106743718 0,00878074 60 0,9999965904 17,0288059548 0,04601036
20 0,0144956319 0,0146503637 0,00837545 61 0,9999991140 18,0287899815 0,04775583
21 0,0195209794 0,0198069688 0,00801698 62 0,9999997956 19,0287860912 0,04944518
22 0,0259056074 0,0264187189 0,00770088 63 0,9999999585 20,0287852592 0,05108105
23 0,0339147705 0,0348107553 0,00742381 64 0,9999999926 21,0287851042 0,05266594
24 0,0438413400 0,0453674902 0,00718336 65 0,9999999989 22,0287850792 0,05420218
25 0,0560025455 0,0585432404 0,00697791 66 0,9999999999 23,0287850758 0,05569199
26 0,0707343874 0,0748754076 0,00680660
27 0,0883831945 0,0950009222 0,00666923
28 0,1092938175 0,1196768309 0,00656629
29 0,1337940384 0,1498060849 0,00649898
30 0,1621749595 0,1864697553 0,00646923
31 0,1946674473 0,2309670386 0,00647978
32 0,2314151659 0,2848644414 0,00653433
33 0,2724453562 0,3500553504 0,00663761
34 0,3176392781 0,4288306069 0,00679558
35 0,3667050842 0,5239594480 0,00701562
36 0,4191567186 0,6387778415 0,00730667
37 0,4743030683 0,7772773585 0,00767939
38 0,5312518040 0,9441818029 0,00814629
39 0,5889318794 1,1449906431 0,00872159
I-182
3.Shaft
t F(t) H(t) D(t) t F(t) H(t) D(t)
0 0 0 1 41 0,1716970083 0,2016646601 0,005034
1 0,0000000003 0,0000000003 0,145401 42 0,1934711089 0,2324873943 0,005049
2 0,0000000119 0,0000000119 0,078400 43 0,2170288084 0,2674852705 0,005081
3 0,0000001100 0,0000001100 0,053669 44 0,2423734656 0,3072047976 0,005132
4 0,0000005337 0,0000005337 0,040799 45 0,2694838117 0,3522705315 0,005202
5 0,0000018163 0,0000018163 0,032908 46 0,2983110463 0,4033972371 0,005293
6 0,0000049409 0,0000049410 0,027575 47 0,3287762727 0,4614037127 0,005407
7 0,0000115152 0,0000115153 0,023729 48 0,3607684371 0,5272283334 0,005546
8 0,0000239653 0,0000239655 0,020825 49 0,3941429513 0,6019462826 0,005713
9 0,0000457455 0,0000457466 0,018554 50 0,4287211797 0,6867883001 0,005910
10 0,0000815641 0,0000815678 0,016731 51 0,4642909684 0,7831605733 0,006142
11 0,0001376218 0,0001376330 0,015234 52 0,5006083706 0,8926651091 0,006410
12 0,0002218639 0,0002218944 0,013983 53 0,5374006911 1,0171195377 0,006720
13 0,0003442435 0,0003443199 0,012923 54 0,5743709203 1,1585748052 0,007077
14 0,0005169955 0,0005171735 0,012014 55 0,6112035615 1,3193286088 0,007485
15 0,0007549187 0,0007553091 0,011225 56 0,6475717731 1,5019317397 0,007950
16 0,0010756658 0,0010764782 0,010534 57 0,6831456550 1,7091837971 0,008478
17 0,0015000371 0,0015016519 0,009925 58 0,7176014098 1,9441141123 0,009075
18 0,0020522775 0,0020553593 0,009384 59 0,7506310138 2,2099433608 0,009749
19 0,0027603706 0,0027660442 0,008902 60 0,7819519468 2,5100214600 0,010504
20 0,0036563287 0,0036664422 0,008469 ... ... ... ...
21 0,0047764703 0,0047939829 0,008078 71 0,9784412513 8,782536102 0,025100
22 0,0061616819 0,0061912209 0,007726 72 0,9841270056 9,6272579614 0,026906
23 0,0078576539 0,0079063024 0,007406 73 0,9885411545 10,5054818541 0,028747
24 0,0099150832 0,0099934748 0,007115 74 0,9918969614 11,4122524909 0,030609
25 0,0123898304 0,0125136478 0,006851 75 0,9943928301 12,3426548821 0,032480
26 0,0153430209 0,0155350180 0,006611 76 0,9962070501 13,2920468603 0,034347
27 0,0188410737 0,0191337702 0,006392 77 0,9974945735 14,2562391876 0,036202
28 0,0229556437 0,0233948717 0,006193 78 0,9983857327 15,2316115400 0,038035
29 0,0277634572 0,0284129797 0,006012 79 0,9989866472 16,2151631910 0,039841
30 0,0333460232 0,0342934830 0,005848 80 0,9993809533 17,2045062005 0,041615
31 0,0397891979 0,0411537081 0,005701 81 0,9996324357 18,1978148730 0,043354
32 0,0471825804 0,0491243185 0,005570 82 0,9997881427 19,1937476762 0,045057
33 0,0556187168 0,0583509483 0,005453 83 0,9998816170 20,1913570803 0,046722
34 0,0651920909 0,0689961112 0,005351 84 0,9999359544 21,1899998667 0,048351
35 0,0759978798 0,0812414379 0,005263 85 0,9999665000 22,1892565020 0,049942
36 0,0881304568 0,0952903018 0,005189 86 0,9999830824 23,1888641966 0,051497
37 0,1016816285 0,1113709015 0,005129 87 0,9999917637 24,1886649697 0,053017
38 0,1167385976 0,1297398805 0,005083 88 0,9999961401 25,1885677442 0,054503
39 0,1333816553 0,1506865754 0,005052 89 0,9999982614 26,1885222135 0,055955
DAFTAR PUSTAKA
Corder, Antony. 1992. Teknik Manajemen Pemeliharaan. Jakarta: Erlangga.
Ebelling, Charles E.. 1997. Reliability and Maintainability Engineering. London: McGraw Hill Compenies inc.
Gaspersz, Vincent. 1992. Analisis Sistem Terapan Berdasarkan Pendekatan Teknik Industri. Tarsito: Bandung
IAEA. 2008. Application of Reliability Centered Maintenance to Optimize Operation and
Maintenance in Nuclear Power Plants.
Jardine, A.K.S. 2006. Maintenance, Replacement and Reliability. Taylor and Francis Group. New York: LLC
Limnios, Nikolaos. 2007. Fault Trees. London : Newport Beach.
Manzini, R. 2010. Maintenance for Industrial Systems. London : Springer.
Palit, Christian Herry. 2012. Perancangan RCM untuk Mengurangi Downtime Mesin Pada
Perusahaan Manufaktur Aluminium. Surabaya: Institut Teknologi Sepuluh November
(ITS).
Rasindyo, Muhammad Riseno. 2015. Analisis Kebijakan Perawatan Mesin Cincinnati Dengan
Menggunakan Metode Reliability Centered Maintenance di PT. Dirgantara Indonesia.
BAB III
LANDASAN TEORI
3.1. Perawatan (Maintenance) 3
Perawatan (Maintenance) adalah hal yang sangat penting agar mesin selalu dalam kondisi yang baik dan siap pakai. Perawatan adalah fungsi yang memonitor dan memelihara fasilitas pabrik, peralatan, dan fasilitas kerja dengan merancang, mengatur, menangani, dan memeriksa pekerjaan untuk menjamin fungsi dari unit selama waktu operasi (uptime) dan meminimisasi selang waktu berhenti (downtime) yang diakibatkan oleh adanya kerusakan maupun perbaikan.
Menurut corder (1992) perawatan (maintenance) adalah suatu kombinasi dari berbagai tindakan yang dilakukan untuk menjaga atau memelihara suatu unit mesin atau barang dalam, atau memperbaikinya sampai suatu kondisi yang bisa diterima. Perawatan (maintenance) menurut The American Management
Association, Inc. (1971) adalah kegiatan rutin, pekerja yang berulang yang
dilakukan untuk menjaga kondisi fasilitas produksi agar dapat dipergunakan sesuai dengan fungsi dan kapasitas sebenarnya secara efesien.
Pemeliharaan (maintenance) adalah suatu kegiatan untuk menjamin bahwa aset fisik dapat secara kontiniu memenuhi fungsi yang diharapkan. Maintenance hanya dapat memberikan kemampuan bawaan dari setiap komponen yang di rawatnya, bukan untuk meningkatkan kemampuannya.
3.1.1. Tujuan Perawatan4
3
Tujuan utama dari perawatan (maintenance) antara lain:
1. Untuk memperpanjang usia kegunaan aset (yaitu setiap bagian dari suatu tempat kerja, bangunan, dan isinya). Hal ini paling penting di negara berkembang karena kurangnya sumber daya modal untuk pergantian.
2. Untuk menjamin ketersediaan optimum peralatan yang dipasang untuk produksi (atau jasa) dan mendapatkan laba investasi (return on investment) maksimum yang mungkin.
3. Untuk menjamin kesiapan operasional dari seluruh peralatan yang diperlukan dalam keadaan darurat setiap waktu, misalnya unit cadangan, unit pemadam kebakaran dan penyelamat, dan sebagainya.
4. Untuk menjamin keselamatan orang yang menggunakan sarana tersebut.
3.1.2. Jenis-jenis Perawatan5
Jenis-jenis perawatan pada dasarnya dapat dibagi menjadi 2 bagian yaitu
planned dan unplanned maintenance.
1. Planned Maintenance, suatu tindakan atau kegiatan perawatan yang pelaksanaannya telah direncanakan terlebih dahulu. Planned maintenance terbagi dua, yaitu preventive maintenance dan predictive maintenance.
a. Preventive Maintenance, suatu sistem perawatan yang terjadwal dari suatu
peralatan/komponen yang didesain untuk meningkatkan keandalan suatu mesin serta untuk mengantisipasi segala kegiatan perawatan yang tidak direncanakan sebelumnya. Ada empat faktor dasar dalam memutuskan 4
Antony Corder. Teknik Manajemen Pemeliharaan. (Jakarta: Erlangga, 1992),h.3
5
penerapan preventive maintenance, yaitu mencegah terjadinya kegagalan, mendeteksi kegagalan, mengungkap kegagalan tersembunyi (hidden failure) dan tidak melakukan apapun karena lebih efektif daripada dilakukan pergantian. Dengan mengidentifikasi keempat faktor dalam melaksanakan
preventive maintenance, terdapat empat kategori dalam preventive
maintenance. Keempat ketegori tersebut adalah sebagai berikut:
1) Time-Directed (TD) adalah perawatan yang diarahkan secara langsung
pada pencegahan kegagalan atau kerusakan.
2) Condition-Directed (CD) adalah perawatan yang diarahkan pada deteksi
kegagalan atau gejala-gejala kerusakan.
3) Failure-Finding (FF) adalah perawatan yang diarahkan pada penemuan
kegagalan tersembunyi.
4) Run-to-Failure (RTF) adalah perawatan yang didasarkan pada
pertimbangan untuk menjalankan komponen hingga rusak karena pilihan lain tidak memungkinkan atau tidak menguntungkan dari segi ekonomi. b. Predictive maintenance didefinisikan sebagai pengukuran yang dapat
mendeteksi degradasi sistem, sehingga penyebabnya dapat dieliminasi atau dikendalikan tergantung pada kondisi fisik komponen. Hasilnya menjadi indikasi kapabilitas fungsi sekarang dan masa depan.
2. Unplanned Maintenance, suatu tindakan atau kegiatan perawatan yang pelaksanaannya tidak direncanakan. Unplanned maintenance terbagi dua, yaitu
a. Corrective Maintenance, suatu kegiatan perawatan yang dilakukan untuk memperbaiki dan meningkatkan kondisi mesin sehingga mencapai standar yang telah ditetapkan pada mesin tersebut.
b. Breakdown Maintenace, yaitu suatu kegiatan perawatan yang pelaksanaannya menunggu sampai dengan peralatan tersebut rusak lalu dilakukan perbaikan.
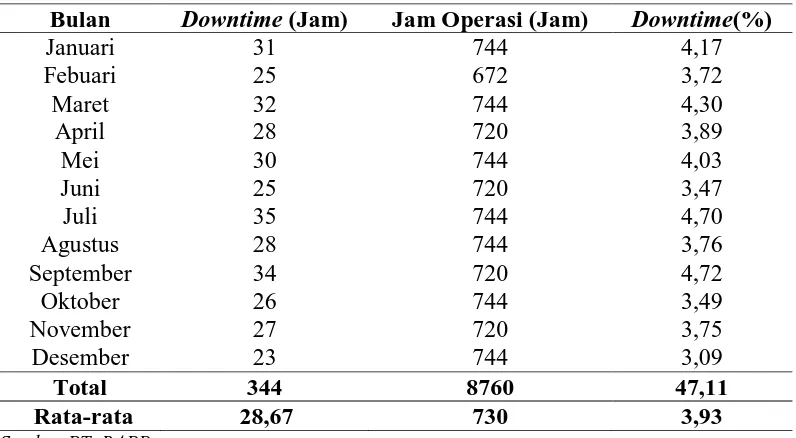
3.2. Downtime6
Pada dasarnya downtime didefinisikan sebagai waktu suatu komponen sistem tidak dapat digunakan (tidak berada dalam kondisi yang baik), sehingga membuat fungsi sistem tidak berjalan. Berdasarkan kenyataan bahwa pada dasarnya prinsip utama dalam manajemen perawatan adalah untuk menekan periode kerusakan (breakdown period) sampai batas minimum, maka keputusan penggantian komponen sistem berdasarkan downtime minimum menjadi sangat penting. Pembahasan berikut akan difokuskan pada proses pembuatan keputusan penggantian komponen sistem yang meminimumkan downtime, sehingga tujuan utama dari manajamen sistem perawatan untuk memperpendek periode kerusakan sampai batas minimum dapat dicapai. Penentuan tindakan preventif yang optimum dengan meminimumkan downtime akan dikemukakan berdasarkan interval waktu penggantian (replacement interval). Tujuan untuk menentukan penggantian komponen yang optimum berdasarkan interval waktu, tp, diantara penggantian preventif dengan menggunakan kriteria meminimumkan total
downtime per unit waktu.
6
Ada dua pendekatan yang biasa digunakan untuk merencanakan kegiatan perawatan mesin yaitu pendekatan RCM (reliability centered maintenance) dan TPM (total produktive maintenance). Pendekatan TPM berorientasi pada kegiatan managemen sedangkan RCM berorientasi pada kegiatan teknis. RCM dan TPM berkembang dari metode preventive maintenance, perbedaannya RCM memberikan pertimbangan berupa tindakan yang dapat dilakukan jika preventive maintenance tidak mungkin dilakukan. Hal ini menjadi kelebihan RCM karena kegiatan perawatan mesin dilakukan harus sesuai dengan kebutuhan. RCM juga melakukan pendekatan dengan menggunakan analisa kualitatif dan kuantitatif sehingga memungkinkan menelusuri akar dari penyebab kegagalan fungsi dan memberikan solusi yang tepat sesuai dengan akar permasalahan. RCM adalah suatu pendekatan pemeliharaan yang mengkombinasikan praktek dan strategi dari preventive maintenance dan corrective
maintenance untuk memaksimalkan umur dan fungsi peralatan dengan biaya minimal
Sementara TPM, dilaksanakan dengan menerapkan system penerapan preventif
maintenance yang komprehensif sepanjang umur alat, melibatkan seluruh
departemen, perencana, pemakai, dan pemelihara alat, melibatkan semua karyawan dari top management sampai front-line worker, dan mengembangkan preventive
maintenance melalui managemen motivasi aktivitas kelompok kecil mandiri. Oleh
karena itu, pada penelitian ini digunakan pendekatan RCM (reliability centered
maintenance) untuk mendapatkan suatu rencana perawatan mesin electric motor di
3.3. Reliability Centered Maintenance (RCM)7
Reliability Centered Maintenance (RCM) merupakan sebuah proses teknik
logika untuk menentukan tugas-tugas pemeliharaan yang akan menjamin sebuah perancangan sistem keandalan dengan kondisi pengoperasian yang spesifik pada sebuah lingkungan pengoperasian yang khusus. Penekanan terbesar pada
Reliability Centered Maintenance (RCM) adalah menyadari bahwa konsekuensi
atau resiko dari kegagalan adalah jauh lebih penting dari pada karakteristik teknik itu sendiri. RCM dapat didefinisikan sebagai sebuah proses yang digunakan untuk menentukan apa yang harus dilakukan untuk menjamin bahwa beberapa asset fisik dapat berjalan secara normal melakukan fungsi yang diinginkan penggunanya dalam konteks operasi sekarang (present operating).
Prinsip – Prinsip RCM, antara lain:
1. RCM memelihara fungsional sistem, bukan sekedar memelihara suatu sitem/alat agar beroperasi tetapi memelihara agar fungsi sistem / alat tersebut sesuai dengan harapan.
2. RCM lebih fokus kepada fungsi sistem daripada suatu komponen tunggal, yaitu apakah sistem masih dapat menjalankan fungsi utama jika suatu komponen mengalami kegagalan.
3. RCM berbasiskan pada kehandalan yaitu kemampuan suatu sistem/equipment untuk terus beroperasi sesuai dengan fungsi yang diinginkan
4. RCM bertujuan menjaga agar kehandalan fungsi sistem tetap sesuai dengan kemampuan yang didesain untuk sistem tersebut.
7
IAEA. Application of Reliability Centered Maintenance to Optimize Operation and Maintenance
5. RCM mengutamakan keselamatan (safety) baru kemudian untuk masalah ekonomi.
6. RCM mendefinisikan kegagalan (failure) sebagai kondisi yang tidak memuaskan (unsatisfactory) atau tidak memenuhi harapan, sebagai ukurannya adalah berjalannya fungsi sesuai performance standard yang ditetapkan.
7. RCM harus memberikan hasil-hasil yang nyata / jelas, Tugas yang dikerjakan harus dapat menurunkan jumlah kegagalan (failure) atau paling tidak menurunkan tingkat kerusakan akaibat kegagalan.
Tujuan dari RCM adalah:
1. Untuk membangun suatu prioritas disain untuk memfasilitasi kegiatan perawatan yang efektif.
2. Untuk merencanakan preventive maintenance yang aman dan handal pada level-level tertentu dari sistem.
3. Untuk mengumpulkan data-data yang berkaitan dengan perbaikan item dengan berdasarkan bukti kehandalan yang tidak memuaskan.
4. Untuk mencapai ketiga tujuan di atas dengan biaya yang minimum.
RCM sangat menitikberatkan pada penggunaan preventive maintenance maka keuntungan dan kerugiannya juga hampir sama. Adapun keuntungan RCM adalah sebagai berikut:
1. Dapat menjadi program perawatan yang paling efisien.
3. Minimisasi frekuensi overhaul.
4. Minimisasi peluang kegagalan peralatan secara mendadak.
5. Dapat memfokuskan kegiatan perawatan pada komponen-komponen kritis. 6. Meningkatkan reliability komponen.
7. Menggabungkan root cause analysis.
3.3.1. Langkah-Langkah Penerapan RCM8
Sebelum menerapkan RCM, kita harus menentukan dulu langkah-langkah yang diperlukan dalam RCM. Adapun langkah-langkah yang diperlukan dalam RCM dijelaskan dalam bagian berikut:
3.3.1.1. Pemilihan Sistem dan Pengumpulan Informasi
Berikut ini akan dibahas secara terpisah antara pemilihan sistem dan pengumpulan informasi.
1. Pemilihan Sistem
Ketika memutuskan untuk menerapkan program RCM pada fasilitas ada dua hal yang menjadi bahan pertimbangan, yaitu:
a. Sistem yang akan dilakukan analisis.
Proses analisis RCM pada tingkat sistem akan memberikan informasi yang lebih jelas mengenai fungsi dan kegagalan fungsi komponen.
b. Seluruh sistem akan dilakukan proses analisis dan bila tidak bagaimana dilakukan pemilihan sistem.
8
Biasanya tidak semua sistem akan dilakukan proses analisis. Hal ini disebabkan karena bila dilakukan proses analisis secara bersamaan untuk dua sistem atau lebih proses analisis akan sangat luas. Selain itu, proses analisis akan dilakukan secara terpisah, sehingga dapat lebih mudah untuk menunjukkan setiap karakteristik sistem dari fasilitas (mesin/peralatan) yang dibahas.
2. Pengumpulan Informasi
Pengumpulan informasi berfungsi untuk mendapatkan gambaran dan pengertian yang lebih mendalam mengenai sistem dan bagaimana sistem bekerja. Informasi-informasi yang dikumpulkan dapat melalui pengamatan langsung di lapangan, wawancara dan sejumlah buku referensi.
3.3.1.2.Pendefinisian Batasan Sistem
Jumlah sistem dalam suatu fasilitas atau pabrik sangat luas tergantung dari kekompleksitasan fasilitas, karena itu perlu dilakukan definisi batas sistem. Lebih jauh lagi pendefinisian batas sistem ini bertujuan untuk menghindari tumpang tindih antara satu sistem dengan sistem lainnya.
3.3.1.3.Deskripsi Sistem dan Diagram Blok Fungsi
1. Deskripsi Sistem
Langkah pendeskripsian sistem diperlukan untuk mengetahui komponen yang terdapat di dalam sistem tersebut dan bagaimana komponen-komponen yang terdapat dalam sistem tersebut beroperasi. Sedangkan informasi fungsi peralatan dan cara sistem beroperasinya dapat dipakai sebagai informasi untuk membuat dasar untuk menentukan kegiatan pemeliharaan pencegahan.
2. Blok Diagram Fungsi
Melalui pembuatan blok diagram fungsi suatu sistem maka masukan, keluaran dan interaksi antara susb-sub sistem tersebut dapat tergambar dengan jelas.
3. System Work Breakdown Structure (SWBS)
System Work Breakdown Structure dikembangkan bersamaan dengan
Program Evaluation and Review Technique (PERT) oleh Departemen
Pertahanan Amerika Serikat (DoD). Pada tahap ini akan digambarkan himpunan daftar peralatan untuk setiap bagian-bagian fungsi sub sistem. Sistem ini terdiri dari dua komponen utama yaitu diagram dan kode dari subsistem/komponen.
3.3.1.4. Fungsi Sistem dan Kegagalan Fungsi
dua atau lebih kondisi yang menyebabkan kegagalan parsial, minor maupun mayor pada sistem.
3.3.1.5.Failure Mode and Effect Analysis (FMEA)
FMEA merupakan suatu metode yang bertujuan untuk mengevaluasi desain sistem dengan mempertimbangkan bermacam-macam mode kegagalan dari sistem yang terdiri dari komponen dan menganalisis pengaruh terhadap keandalan sistem tersebut. Dengan penelusuran pengaruh-pengaruh kegagalan komponen sesuai dengan level sistem, item-item khusus yang kritis dapat dinilai dan tindakan-tindakan perbaikan diperlukan untuk memperbaiki desain dan mengeliminasi atau mereduksi probabilitas dari mode kegagalan yang kritis.
Teknik analisis ini lebih menekankan pada bottom-up approach. Dikatakan demikian karena analisis yang dilakukan, dimulai dari peralatan yang mempunyai tingkat terendah dan meneruskannya ke sistem yang merupakan tingkat yang lebih tinggi. Komponen berbagai mode kegagalan berikut dampaknya pada sistem dituliskan pada sebuah FMEA Worksheet.
Risk Priority Number (RPN) adalah sebuah pengukuran dari resiko yang
bersifat relatif. RPN diperoleh melalui hasil perkalian antara rating Severity,
Occurrence dan Detection. RPN ditentukan sebelum mengimplementasikan
rekomendasi dari tindakan perbaikan, dan ini digunakan untuk mengetahui bagian manakah yang menjadi prioritas utama berdasarkan nilai RPN tertinggi.
RPN = Severity * Occurrence * Detection
Hasil RPN menunjukkan tingkatan prioritas peralatan yang dianggap beresiko tinggi, sebagai penunjuk ke arah tindakan perbaikan. Ada tiga komponen yang membentuk nilai RPN . Ketiga komponen tersebut adalah:
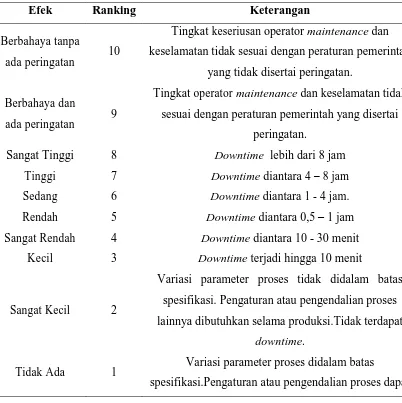
1. Severity (S)
Severity adalah tingkat keparahan atau efek yang ditimbulkan oleh mode
[image:42.595.106.508.353.756.2]kegagalan terhadap keseluruhan mesin. Nilai rating Severity antara 1 sampai 10. Nilai 10 diberikan jika kegagalan yang terjadi memiliki dampak yang sangat besar terhadap sistem. Tingkst severity secara umum dapat dilihat pada Tabel 3.1.
Tabel 3.1. Tingkatan Severity
Efek Ranking Keterangan
Berbahaya tanpa
ada peringatan 10
Tingkat keseriusan operator maintenance dan keselamatan tidak sesuai dengan peraturan pemerintah
yang tidak disertai peringatan. Berbahaya dan
ada peringatan 9
Tingkat operator maintenance dan keselamatan tidak sesuai dengan peraturan pemerintah yang disertai
peringatan.
Sangat Tinggi 8 Downtime lebih dari 8 jam
Tinggi 7 Downtime diantara 4 – 8 jam
Sedang 6 Downtime diantara 1 - 4 jam.
Rendah 5 Downtime diantara 0,5 – 1 jam
Sangat Rendah 4 Downtime diantara 10 - 30 menit
Kecil 3 Downtime terjadi hingga 10 menit
Sangat Kecil 2
Variasi parameter proses tidak didalam batas spesifikasi. Pengaturan atau pengendalian proses lainnya dibutuhkan selama produksi.Tidak terdapat
downtime.
Tidak Ada 1 Variasi parameter proses didalam batas
dilakukan selama maintenance rutin.
Sumber: Dyadem Engineering Corp.
2. Occurrence
Occurence adalah tingkat keseringan terjadinya kerusakan atau kegagalan.
Occurence berhubungan dengan estimasi jumlah kegagalan kumulatif yang
muncul akibat suatu penyebab tertentu pada mesin. Nilai rating Occurence antara 1 sampai 10. Nilai 10 diberikan jika kegagalan yang terjadi memiliki nilai kumulatif yang tinggi atau sangat sering terjadi. Tingkatan frekuensi terjadinya kegagalan (occurrence) dapat dilihat pada Tabel 3.2. berikut ini.
Tabel 3.2. Tingkatan Occurrence
Rating Probability of Occurance
10 Lebih besar dari 50 per 7200 jam penggunaan
9 35-50 per 7200 jam penggunaan
8 31-35 per 7200 jam penggunaan
7 26-30 per 7200 jam penggunaan
6 21-25 per 7200 jam penggunaan
5 15-20 per 7200 jam penggunaan
4 11-14 per 7200 jam penggunaan
3 5-10 per 7200 jam penggunaan
2 Lebih kecil dari 5 per 7200 jam penggunaan
1 Tidak pernah sama sekali
(Sumber: Harpco Systems)
3. Detection
Detection adalah pengukuran terhadap kemampuan mengendalikan atau
Tabel 3.3. Tingkat Detection
Rating Detection Design Control
10 Tidak mampu terdeteksi
9 Kesempatan yang sangat rendah dan sangat sulit untuk terdeteksi 8 Kesempatan yang sangat rendah dan sulit untuk terdeteksi 7 Kesempatan yang sangat rendah untuk terdeteksi 6 Kesempatan yang rendah untuk terdeteksi 5 Kesempatan yang sedang untuk terdeteksi 4 Kesempatan yang cukup tinggi untuk terdeteksi 3 Kesempatan yang tinggi untuk terdeteksi 2 Kesempatan yang sangat tinggi untuk terdeteksi
1 Pasti terdeteksi
(Sumber: Harpco Systems)
3.3.1.6. Logic Tree Analysis (LTA)
Penyusunan Logic Tree Analysis (LTA) memiliki tujuan untuk memberikan prioritas pada tiap mode kerusakan dan melakukan tinjauan dan fungsi, kegagalan fungsi sehingga status mode kerusakan tidak sama. Prioritas suatu mode kerusakan dapat diketahui dengan menjawab pertanyaan-pertanyaan yang telah disediakan dalam LTA.
Pada bagian kolom tabel LTA mengandung informasi mengenai nomor dan nama kegagalan fungsi, nomor dan mode kerusakan, analisis kekritisan dan keterangan tambahan yang dibutuhkan. Analisis kekritisan menempatkan setiap mode kerusakan ke dalam satu dari empat kategori. Empat hal yang penting dalam analisis kekritisan yaitu sebagai berikut:
a. Evident, yaitu apakah operator mengetahui dalam kondisi normal, telah
terjadi ganguan dalam sistem?
c. Outage, yaitu apakah mode kerusakan ini mengakibatkan seluruh atau
sebagian mesin terhenti?
d. Category, yaitu pengkategorian yang diperoleh setelah menjawab
pertanyaan-pertanyaan yang diajukan. Pada bagian ini komponen terbagi dalam 4 kategori: 1)Kategori A (Safety problem)
2)Kategori B (Outage problem) 3)Kategori C (Economic problem) 4)Kategori D (Hidden failure)
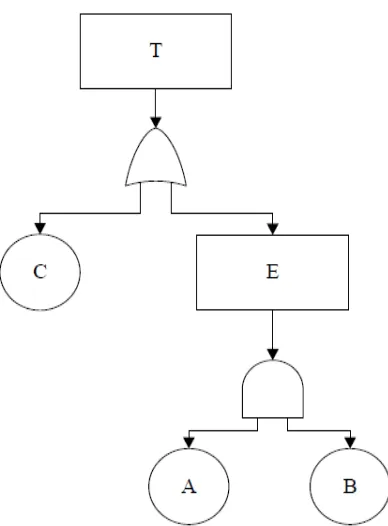
Pada Gambar 3.1. dapat dilihat struktur pertanyaan dari Logic Tree Analysis (LTA).
Pada kondisi normal, apakah operator mengetahui sesuatu sudah terjadi? Apakah mode kegagalan menyebabkan masalah keselamatan? Hidden Failure Safety Problem Apakah mode kegagalan mengakibatkan seluruh/sebagian sistem berhenti?
Outage Problem Kecil kemungkinan
economic problem Jenis Kegiatan YA TIDAK YA YA TIDAK TIDAK
[image:45.595.150.478.399.672.2]Kembali ke logic tree untuk memastikan termasuk kategori A<B<C (1) Evident (2) Safety (3) Outage B A C D
Gambar 3.1. Struktur Logic Tree Analysis
3.3.1.7.Pemilihan Tindakan
Pemilihan tindakan merupakan tahap terakhir dalam proses RCM. Proses ini akan menentukan tindakan yang tepat untuk mode kerusakan tertentu. Tugas yang dipilih dalam kegiatan preventive maintenance harus memenuhi syarat berikut:
a. Jika tindakan pencegahan tidak dapat mengurangi resiko terjadinya kegagalan majemuk sampai suatu batas yang dapat diterima, maka perlu dilakukan tugas menemukan kegagalan secara berkala. Jika tugas menemukan kegagalan berkala tersebut tidak menghasilkan apa-apa, maka keputusan standard selanjutnya yang wajib dilakukan adalah mendesain ulang sistem tersebut (tergantung dari konsekuensi kegagalan majemuk yang terjadi).
b. Jika tindakan pencegahan dilakukan, akan tetapi biaya proses total masih lebih besar daripada jika tidak dilakukan, yang dapat menyebabkan terjadinya konsekuensi operasional, maka keputusan awalnya adalah tidak perlu dilakukan maintenance terjadwal (jika hal ini telah dilakukan dan ternyata konsekuensi operasional yang terjadi masih terlalu besar, maka sudah saatnya untuk dilakukan desain ulang terhadap sistem).
Apakah umur kehandalan untuk kerusakan ini diketahui?
Apakah T.D task dapat dipakai?
Tentukan T.D task
Apakah mode kegagalan termasuk kategori D?
Apakah F.F task dapat dipakai?
Tentukan F.F task
Apakah dari antara task ini efektif?
Dapatkah sebuah desain modifikasi mengiliminasi mode
kegagalan dan efeknnya?
Tentukan T.D/C, D/F, F task Menerima resiko
kegagalan Desain modifikasi
Apakah C.D task dapat dipakai?
[image:47.595.153.488.107.658.2]Tentukan C.D task 1 2 3 4 5 6 7 Ya Ya Sebagian Tidak Ya Tidak Tidak Ya Tidak Ya Ya Tidak Tidak Ya Ya Tidak
Gambar 3.2. Road Map Pemilihan Tindakan
Pada Gambar 3.2. di atas dapat dilihat Road map pemilihan tindakan dengan pendekatan Reliability Centered Maintenance (RCM). Tindakan perawatan terbagi menjadi 3 jenis yaitu:
1. Condition Directed (C.D), tindakan yang diambil yang bertujuan untuk mendeteksi kerusakan dengan cara visual inspection, memeriksa alat, serta memonitoring sejumlah data yang ada. Apabila ada pendeteksian ditemukan gejala-gejala kerusakan peralatan maka dilanjutkan dengan perbaikan atau penggantian komponen.
2. Time Directed (T.D), tindakan yang bertujuan untuk melakukan pencegahan langsung terhadap sumber kerusakan yang didasarkan pada waktu atau umur komponen.
3. Finding Failure (F.F), tindakan yang diambil dengan tujuan untuk menemukan kerusakan tersembunyi dengan pemeriksaan berkala.
3.4. Keandalan (Reliability)9
Reliability dapat didefenisikan sebagai probabilitas suatu sistem dapat
beroperasi dengan baik tanpa mengalami kerusakan pada suatu kondisi tertentu dan waktu yang telah ditentukan. Pemeliharaan komponen atau peralatan tidak bisa lepas dari pembahasan mengenai keandalan (reliability). Selain keandalan merupakan salah satu ukuran keberhasilan sistem pemeliharaan, keandalan juga digunakan untuk menentukan penjadwalan pemeliharaan sendiri. Konsep
9
keandalan digunakan juga pada berbagai industri, misalnya dalam penentuan interval penggantian komponen mesin.
Dalam teori reliability terdapat empat konsep yang dipakai dalam pengukuran tingkat keandalan (reliability) suatu sistem atau produk, yaitu:
1. Fungsi Kepadatan Probabilitas10
Pada fungsi ini menunjukkan bahwa kerusakan terjadi secara terus-menerus (continious) dan bersifat probabilistik dalam selang waktu (0,∞). Pengukuran kerusakan dilakukan dengan menggunakan data variabel seperti tinggi, jarak, jangka waktu. Dimana fungsi f(x) dinyatakan fungsi kepadatan probabilitas. 2. Fungsi Distribusi Kumulatif
Fungsi ini menyatakan probabilitas kerusakan dalam percobaan acak, dimana variabel acak tidak lebih dari x
3. Fungsi Keandalan
Bila variabel acak dinyatakan sebagai suatu waktu kegagalan atau umur komponen maka fungsi keandalan dinotasikan dengan R(t) memiliki range 0 < R(t) < 1, dimana:
R = 1 sistem dapat melaksanakan fungsi dengan baik. R = 0 sistem tidak dapat melaksanakan fungsi dengan baik. Maka rumus fungsi keandalan adalah:
R(t) = 1-P(T<t)
= 1-F(t) 10
Fungsi keandalan R(t) untuk preventive maintenance dirumuskan sebagai berikut:
R(t-nT) =1-F(t-nT)
dimana n adalah jumlah pergantian pencegahan yang telah dilakukan sampai kurun waktu t, T adalah interval pergantian komponen, dan F(t) adalah Frekuensi Distribusi Kumulatif Komponen.
4. Fungsi Laju Kerusakan
Fungsi laju kerusakan didefenisikan sebagai limit dari laju kerusakan dengan panjang interval waktu mendekati nol, maka fungsi laju kerusakan adalah laju kerusakan sesaat.
3.5. Pola Distribusi Data dalam Keandalan (Reliability)
Pola distribusi data dalam Keandalan (Reliability) antara lain: 1. Pola Distribusi Weibull 11
Distribusi ini biasa digunakan dalam menggambarkan karakteristik kerusakan dan keandalan pada komponen. Fungsi-fungsi dari distribusi weibull:
a. Fungsi Kepadatan Probabilitas
α, β ≥ 0
b. Fungsi Distribusi Kumulatif
c. Fungsi Keandalan
11
d. Fungsi Laju Kerusakan
Parameter β disebut dengan parameter bentuk atau kemiringan weibull
(weibull slope), sedangkan parameter α disebut dengan parameter skala atau karakteristik hidup. Bentuk fungsi distribusi weibull bergantung pada
parameter bentuknya (β), yaitu:
β < 1 : Distribusi weibull akan menyerupai distribusi hyper-exponential
dengan laju kerusakan cenderung menurun.
β = 1 : Distribusi weibull akan menyerupai distribusi eksponensial dengan laju kerusakan cenderung konstan.
β > 1 : Distribusi weibull akan menyerupai distribusi normal dengan laju kerusakan cenderung meningkat.
2. Pola Distribusi Normal12
Distribusi normal (Gausian) mungkin merupakan distribusi probabilitas yang paling penting baik dalam teori maupun aplikasi statistik.
Fungsi-fungsi dari distribusi Normal: a. Fungsi Kepadatan Probabilitas
b. Fungsi Distribusi Kumulatif
12
c. Fungsi Keandalan
d. Fungsi Laju Kerusakan
Kosep reliability distribusi normal tergantung pada nilai (rata-rata) dan
σ (standar deviasi). 3. Pola Distribusi Lognormal13
Distribusi lognormal merupakan distribusi yang berguna untuk menggambarkan distribusi kerusakan untuk situasi yang bervariasi. Distribusi lognormal banyak digunakan di bidang teknik, khusunya sebagai model untuk berbagai jenis sifat material dan kelelahan material. Fungsi-fungsi dari distribusi Lognormal:
a. Fungsi Kepadatan Probabilitas
b. Fungsi Distribusi Kumulatif
c. Fungsi Keandalan 13
d. Fungsi Laju Kerusakan
Kosep reliability distribusi Lognormal tergantung pada nilai (rata-rata)
dan σ (standar deviasi).
4. Pola Distribusi Eksponensial14
Distribusi eksponensial sering digunakan dalam berbagai bidang, terutama dalam teori keandalan. Hal ini disebabkan karena pada umumnya data kerusakan mempunyai perilaku yang dapat dicerminkan oleh distribusi
eksponensial. Distribusi eksponensial akan tergantung pada nilai , yaitu laju
kegagalan (konstan). Fungsi-fungsi dari distribusi Eksponensial: a. Fungsi Kepadatan Probabilitas
b. Fungsi Distribusi Kumulatif
c. Fungsi Keandalan
d. Fungsi Laju Kerusakan
14
5. Pola Distribusi Gamma
Distribusi Gamma memiliki karakter yang hampir mirip dengan distribusi
weibull dengan shape parameter β dan scale parameter α. Dengan
memvariasikan nilai kedua parameter tersebut maka ada banyak jenis sebaran data yang dapat diwakili oleh distribusi Gamma. Fungsi-fungsi dari distribusi Gamma:
a. Fungsi Kepadatan Probabilitas
b. Fungsi Distribusi Kumulatif
c. Fungsi Keandalan
d. Fungsi Laju Kerusakan
3.6. Diagram Pareto15
Alfredo Pareto adalah orang yang pertama kali memperkenalkan diagram
15
pareto ini. Diagram pareto adalah grafik yang menguraikan klasifikasi data secara menurun mulai dari kiri ke kanan. Diagram pareto digunakan untuk mengidentifikasi masalah dari yang paling besar sampai yang paling kecil.
Jika diterapkan pada manajemen mutu, diagram pareto umumnya mengatakan bahwa 80% dari permasalahan dapat diselesaikan jika penyebab utamanya 20% dapat diselesaikan. Diagram pareto mempunyai ciri khas yaitu sumbu y merupakan persentase terhadap total kerusakan dan penyajian data dalam grafik garis dan diagram batang sekaligus. Gambar grafik garis menunjukan nilai persentase frekuensi masing-masing kerusakan terhadap total kerusakan dan diagram batang menunjukkan nilai persentase kumulatifnya. Oleh karena itu diagram pareto digunakan untuk menunjukkan prioritas pada suatu masalah dimana kepada masalah dominan tersebut dapat dilakukan penyelesaian yang terarah. Fokus penyelesaian terhadap masalah tersebut kemudian akan dikembangkan lebih lanjut. Contoh diagram pareto dapat dilihat pada Gambar 3.3.
Gambar 3.3. Diagram Pareto
3.7. Uji Kolmogorov-Smirnov
Dalam menganalisis kesesuaian data dapat dimanfaatkan Uji Goodness of
diharapkan. Alternatif dari uji goodness of fit yang dikemukakan oleh A.
Kolmogorov dan N.V.Smirnov dua matematikawan yang berasal dari Rusia. Ahli
ini beranggapan bahwa distribusi variabel yang diuji bersifat kontinu dan sampel diambil dari populasi sederhana. Dengan demikian uji ini hanya dapat digunakan bila variabel yang diukur paling sedikit dalam skala ordinal yaitu interval waktu pergantian komponen. Ada beberapa keuntungan dan kerugian dari uji kesesuaian
Kolmogorov–Smirnov dibandingkan dengan uji kesesuaian Chi-Kuadrat, yaitu :
1. Uji Kolmogorov–Smirnov tidak perlu dilakukan kategorisasi. Dengan
demikian semua informasi hasil pengamatan terpakai.
2. Uji Kolmogorov–Smirnov bisa dipakai untuk semua ukuran sampel.
3. Uji Kolmogorov–Smirnov tidak bisa memperkirakan parameter populasi.
4. Uji Kolmogorov–Smirnov memakai asumsi bahwa distribusi populasi teoritis
bersifat kontinu.
3.8. Total Minimum Downtime16
Pada dasarnya downtime didefinisikan sebagai waktu suatu komponen sistem tidak dapat digunakan (tidak berada dalam kondisi yang baik), sehingga membuat fungsi sistem tidak berjalan. Berdasarkan kenyataan bahwa pada dasarnya prinsip utama dalam manajemen perawatan adalah untuk menekan periode kerusakan sampai batas minimum, maka keputusan penggantian komponen sistem berdasarkan downtime minimum menjadi sangat penting. Pembahasan berikut akan difokuskan pada proses pembuatan keputusan
16
penggantian komponen sistem ya