2.1. Pengertian Hazard Analysis Critical Control Point (HACCP)
HACCP adalah suatu alat untuk menilai bahaya dan menetapkan sistem pengendalian yang memfokuskan pada pencegahan daripada mengandalkan sebagian besar pengujian produk akhir. HACCP membantu industri makanan untuk menempatkan keamanan makanan pada prioritas yang utama, dan melakukan perencanaan untuk mencegah terjadinya kecacatan produk.
HACCP membantu industri makanan untuk melakukan pencegahan daripada menunggu terjadinya masalah. Adapun keuntungan dari HACCP adalah (Sucofindo 2001):
• Sistem jaminan keamanan (safety) yang diterima secara internasional.
• Membuka wawasan dan pengertian yang lebih baik terhadap produk dan proses.
• Partisipasi dan pemahaman yang lebih baik dalam program keamanan pangan (food safety).
• Mengurangi tingkat product non-conformity.
HACCP akan diaplikasikan dengan mengambil beberapa langkah, sebagai berikut:
• Melihat proses produksi dari awal sampai akhir.
• Identifikasi bahaya potensial yang akan muncul pada waktu proses produksi.
• Membuat kontrol dan monitoring bahaya tersebut.
• Mencatat kontrol dan monitoring yang telah dilakukan dan mendokumentasikannya.
• Memastikan bahwa langkah tersebut berjalan secara efektif.
2.2. Prasyarat Pendukung HACCP
Prasyarat adalah istilah yang digunakan untuk menggambarkan sistem yang harus ada pada tempatnya untuk mendukung sistem HACCP. Prasyarat ini harus dipenuhi sebelum HACCP dikembangkan, karena peranan mereka penting untuk mengendalikan keamanan makanan. Good Manufacturing Practice (GMP)
4
Universitas Kristen Petra
dan Sanitation Standard Operating Procedure (SSOP) merupakan salah satu prasyarat yang mendukung HACCP.
2.2.1 Good Manufacturing Practice (GMP)
Permasalahan utama dari keamanan produk adalah resiko dari cross- contamination yang muncul selama proses dari dalam lingkungan pabrik. Cross- contamination dapat muncul dari berbagai macam sumber, dan resiko ini tidak dapat dipisahkan dari area proses. Penerapan GMP dapat membantu perusahaan mengatasi masalah cross contamination, karena GMP akan memberikan lingkungan dan kondisi-kondisi operasi dasar yang diperlukan untuk industri.
GMP merupakan pedoman praktis cara memproduksi makanan yang baik dan benar supaya produsen memenuhi persyaratan tertentu guna menghasilkan produk makanan yang aman dan bermutu sesuai tuntutan konsumen (Sucofindo, 2001). Beberapa sumber utama bagi terjadinya cross-contamination yang merupakan ruang lingkup dari GMP adalah sebagai berikut:
• Layout
Layout dari fasilitas pabrik harus dipertimbangkan sebaik mungkin untuk meminimalkan resiko terjadinya cross-contamination. Hal ini mencakup pemisahan antara raw material dan finish product, termasuk pemisahan antara kedua hal tersebut dengan area proses utama. Tersedianya kebutuhan fasilitas dan servis yang diperlukan oleh industri juga perlu dipertimbangkan.
Kebutuhan ini meliputi tersedianya air yang siap untuk diminum, fasilitas kebersihan yang cukup, peralatan dan lingkungan yang memadai, juga koneksi bagi kebutuhan servis dalam area yang tepat.
• Buildings
Bangunan pabrik harus mampu menjaga keamanan produk dari resiko bahaya maupun kontaminasi fisik berkaitan dengan desain dan maintenance yang kurang baik. Seluruh bangunan harus dirawat dengan baik untuk mencegah bahaya fisik masuk ke dalam produk. Aliran saluran air juga harus didesain mengarah keluar pabrik. Jadwal pembersihan semua fasilitas bangunan harus dipersiapkan.
Universitas Kristen Petra
• Equipment
Peralatan perlu didesain dengan baik sehingga dapat meminimalkan resiko cross-contamination dan mudah untuk dibersihkan. Peralatan yang kotor dapat menyebabkan tumbuhnya mikroba yang dapat mengkontaminasi produk.
• People
Operator yang kontak langsung dan tak langsung dengan produk harus memperhatikan tipe dari pakaian pelindung yang digunakan dengan frekuensi penggantian dan pencucian yang harus dilakukan. Perusahaan harus mulai memikirkan untuk menyediakan fasilitas yang cukup untuk menjaga kebersihan karyawannya.
• Cleaning
Pabrik harus menyediakan fasilitas yang cukup dan nyaman untuk membersihkan peralatan, bangunan. Jadwal cleaning harus dipersiapkan untuk semua area, dan staff harus diberikan training yang cukup supaya aktivitas pembersihan tersebut dapat berjalan dengan efektif.
• Chemicals
Fasilitas untuk penyimpanan bahan kimia yang dibutuhkan harus disediakan oleh industri. Bahan kimia harus diatur letaknya, supaya produk tidak terkontaminasi. Semua bahan kimia harus diberi label dan semua personel yang menangani bahan kimia harus dilatih untuk keamanan mereka.
• Raw Materials
Penanganan bahan baku harus dilakukan dengan hati-hati, dan area-area yang digunakan untuk lebih dari satu tipe bahan membutuhkan ketelitian untuk penggunaan dan pembersihannya. Staff harus mengetahui cara menangani dan mengetahui ukuran yang akan digunakan untuk produksi, agar sesuai dengan keperluan.
• Storage
Daerah penyimpanan harus memiliki pencegahan terhadap serangan hama, pemisahan yang memadai, dan pengontrolan temperatur dan kelembaban.
Semua material harus disimpan jauh dari lantai dan dalam kantong yang tertutup atau container.
Universitas Kristen Petra
• Products
Ruang produksi harus terpisah untuk mencegah timbulnya cross contamination. Perusahaan harus merencanakan prosedur penanganan produk dan pembersihan dengan tepat.
• Packaging
Daerah packaging dan handling harus diatur dan dikontrol untuk mencegah adanya resiko cross-contamination. Packing tidak boleh rusak selama penyimpanan produk dan distribusi. Coding harus dipertimbangkan dan instruksi penggunaan harus dituliskan dengan jelas.
2.2.2 Sanitation Standard Operating Procedure (SSOP)
Sanitation Standard Operating Procedure (SSOP) memberikan cara baku yang menjelaskan bagaimana tugas-tugas dilaksanankan. Adanya SSOP perusahaan akan mengefisiensikan waktu dan biaya, serta memudahkan pemantauan dan pengujian. Prosedur standar tentang sanitasi mencakup:
1. Menjaga semua produk makanan agar selalu tetap bersih dan sehat.
2. Selalu mencuci tangan, hand sanitizing, dan menjaga kebersihan fasilitas toilet.
3. Memproteksi produk makanan agar tidak terkontaminasi.
4. Memberikan lebel yang tepat, tempat penyimpanan yang sesuai, dan penggunaan toxic compounds yang tepat.
5. Mengendalikan kondisi kesehatan karyawan.
6. Mengendalikan hama.
2.3. Perencanaan dan Persiapan HACCP
HACCP adalah proses pengendalian secara seksama terhadap bahaya, resiko biologis, kimia, dan fisik. Rencana HACCP dapat dilakukan berdasarkan pada tujuh prinsip yang dikembangkan oleh Food Safety and Inspection Services (FSIS), yang dilengkapi dengan deskripsi produk, serta diagram alir. Berikut ini adalah langkah-langkah pembelajaran dan pengembangan perencanaan HACCP dapat dilihat pada gambar 2.1. di bawah ini.
Universitas Kristen Petra
Gambar 2.1. Langkah-langkah Pembelajaran HACCP dan Pengembangan Perencanaan HACCP
(Mortimore and Wallace, 1998)
Universitas Kristen Petra
2.3.1. Deskripsi Produk dan Diagram Air Proses
Deskripsi produk dilakukan untuk mengenal produk dan teknologi proses yang harus dilindungi oleh rencana HACCP dan juga sebagai referensi historis bagi rencana HACCP. Tujuan dari diagram alir adalah memberikan kejelasan, outline sederhana tentang langkah-langkah yang terlibat dalam proses. Diagram harus mencakup semua langkah yang secara langsung terlibat dalam proses produksi.
Tipe dari data yang dibutuhkan untuk pembuatan diagram alir adalah (Mortimore and Wallace, 1998):
• Detail dari seluruh bahan mentah dan pengepakan produk, termasuk format pada penerimaan dan kondisi penyimpanan yang diperlukan.
• Detail seluruh proses aktivitas, termasuk beberapa langkah penundaan potensial. Data ini lebih penting jika meliputi data seluruh aktivitas individu daripada data proses peralatan.
• Data temperatur dan waktu untuk semua langkah proses.
• Data dari tipe peralatan dan desain features.
• Data dari beberapa produk yang diproses ulang secara detail.
• Data perencanaan lantai produksi dengan detail dari area-area terpisah dan rute personel.
• Data kondisi penyimpanan/gudang, termasuk lokasi, waktu, dan temperatur.
• Data distribusi/persoalan pelanggan (apabila termasuk dalam hubungan referensi perusahaan).
2.3.2. Peta Proses Operasi (Operation Process Chart)
Peta ini berguna untuk menggambarkan urutan-urutan proses dari awal bahan baku/material sampai menjadi produk jadi (urutan proses produksi). Di dalam peta ini tercantum material dan alat atau mesin apa saja yang digunakan dalam urutan proses tersebut. Urutan-urutan proses tersebut meliputi kegiatan:
a. Operasi, dikatakan demikian jika benda kerja yang dipakai dalam pekerjaan tersebut mengalami perubahan sifat fisik atau kimiawi.
Universitas Kristen Petra
b. Pemeriksaan, dikatakan demikian jika benda kerja yang dipakai dalam pekerjaan tersebut mengalami pemeriksaan dalam segi kualitas maupun kuantitas. Pemeriksaan ini dilakukan dengan cara membandingkannya dengan suatu karakteristik yang sudah distandarkan.
c. Penyimpanan, dikatakan demikian jika suatu benda disimpan dalam jangka waktu yang cukup lama dan apabila ingin diambil kembali harus melalui prosedur perijinan terlebih dahulu.
Jadi dengan digunakannya peta proses operasi ini akan memudahkan orang untuk memahami bagaimana berjalannya sebuah proses.
2.3.3. Prinsip-Prinsip Hazard Analysis Critical Control Point
Prinsip tersebut menjadi garis besar yang menunjukkan bagaimana cara menetapkan, mengimplementasikan dan memelihara rencana HACCP pada proses produksi. Ketujuh prinsip HACCP itu adalah:
1. Melakukan suatu analisis bahaya (Hazard Analysis)
Hal ini dilakukan untuk mengidentifikasikan dan mendaftarkan bahaya- bahaya keamanan produk makanan yang dapat terjadi dalam proses produksi, serta ukuran-ukuran pencegahan yang diperlukan untuk mengendalikan bahaya atau resiko potensial yang membahayakan. Suatu bahaya didefinisikan sebagai faktor-faktor biologi, kimia, dan fisik yang secara rasional mungkin menimbulkan gangguan kesehatan/keamanan atau bahaya-bahaya lain apabila tidak dikendalikan dengan baik.
Bahaya fisik merupakan tipe bahaya yang paling umum muncul dalam makanan, disebabkan kemungkinan adanya benda asing. Namun, resiko konsumen terluka karena benda asing masih rendah. Benda asing yang tajam atau cukup keras dapat menyebabkan tubuh terluka atau juga ada yang menimbulkan tersedak.
Bahaya kimia seringkali dilihat sebagai bahaya yang paling penting oleh konsumen, tetapi pada kenyataannya bahaya ini jarang sekali ditemukan pada makanan. Bahaya biologi seringkali menjadi penyebab utama kontaminasi pada konsumen. Ketika mikroorganisme muncul dan tumbuh pada makanan
Universitas Kristen Petra
hal ini dapat menyebabkan banyak konsumen terserang penyakit. Beberapa penyakit tersebut dapat menjadi serius dan fatal.
Analisa bahaya meliputi pengumpulan dan pengevaluasian informasi bahaya dan kondisi yang memicu kemunculannya pada masing-masing proses.
Setiap tahap proses tersebut harus dipertimbangkan kemungkinan timbulnya bahaya yang signifikan terhadap keamanan makanan, dan harus dipertimbangkan ke dalam HACCP.
Bahaya yang signifikan adalah bahaya dengan kemungkinan terjadinya tinggi dan memberi dampak yang serius, seperti yang ditunjukkan Gambar 2.2 di bawah ini.
High
Keseriusan bahaya yang ditimbulkan
Low
Kemungkinan kejadian
Low High
Significant Hazard
Gambar 2.2. Penentuan Bahaya yang signifikan (Mortimore and Wallace, 1998)
2. Mengidentifikasikan titik pengendalian kritis (Critical Control Points)
Critical Control Points (CCPs) adalah poin dari prosedur di mana pengendalian dapat diterapkan dan bahaya bagi keamanan produk makanan itu dapat dicegah, dihilangkan, atau dikurangi. Hal ini dilakukan setelah semua bahaya dan ukuran kontrol telah dijelaskan, maka ditetapkan suatu titik kontrol yang kritis untuk memastikan keamanan pangan.
Bahaya-bahaya yang diperkirakan akan menyebabkan gangguan kesehatan dan keamanan bagi manusia apabila mengkonsumsi suatu produk,
Universitas Kristen Petra
harus dikendalikan dan ditunjukkan ketika menentukan CCPs. Identifikasi yang lengkap dan akurat dari CCPs merupakan landasan untuk pengendalian bahaya keamanan produk.
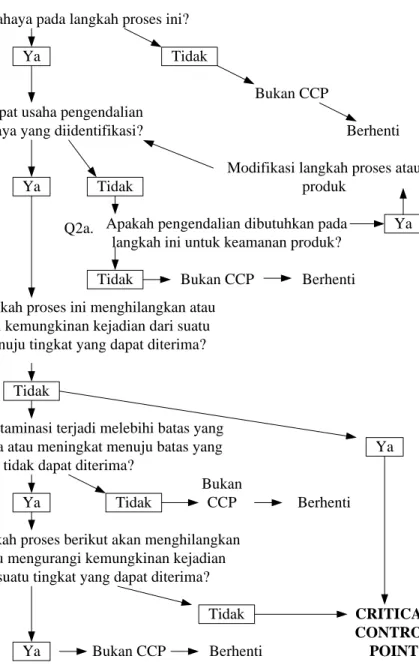
Suatu cara untuk menentukan dan mengidentifikasi setiap CCP dalam proses adalah menggunakan diagram alir. Diagram alir merupakan alat bantu yang paling umum dipergunakan untuk mengidentifikasi CCP yang ada dalam proses, sehingga bahaya-bahaya dapat dicegah, dihilangkan atau dikurangi menuju tingkat toleransi yang dapat diterima, seperti ditunjukkan dalam Gambar 2.3. CCP Decision Tree di bawah ini.
Apakah ada bahaya pada langkah proses ini?
Apakah terdapat usaha pengendalian terhadap bahaya yang diidentifikasi?
Apakah langkah proses ini menghilangkan atau mengurangi kemungkinan kejadian dari suatu
bahaya menuju tingkat yang dapat diterima?
Dapatkah kontaminasi terjadi melebihi batas yang dapat diterima atau meningkat menuju batas yang
tidak dapat diterima?
Apakah langkah proses berikut akan menghilangkan bahaya atau mengurangi kemungkinan kejadian
menuju suatu tingkat yang dapat diterima?
Bukan CCP Berhenti Apakah pengendalian dibutuhkan pada
langkah ini untuk keamanan produk?
CRITICAL CONTROL
POINT Ya
Tidak
Ya Ya
Ya Ya
Ya Tidak
Tidak
Modifikasi langkah proses atau produk
Bukan CCP Tidak
Berhenti
Bukan CCP Tidak
Bukan
CCP Berhenti
Tidak Q1.
Q2.
Q3.
Q4.
Q5.
Q2a.
Berhenti
Gambar 2.3. CCP Decision Tree (Mortimore and Wallace, 1998)
Universitas Kristen Petra
3. Menetapkan batas-batas kritis (Critical Limits)
Menetapkan Critical Limits (CL) untuk ukuran-ukuran pencegahan yang berkaitan dengan setiap CCP. Suatu batas kritis adalah nilai maksimum atau minimum yang ditetapkan sebagai parameter biologis, kimia, atau fisik yang harus dikendalikan pada setiap CCP. Hal ini dilakukan guna mencegah, menghilangkan atau mengurangi kejadian-kejadian dari bahaya kemanan produk.
Suatu batas kritis digunakan untuk memisahkan antara kondisi-kondisi operasional yang aman dan tidak aman pada suatu CCP. Setiap pengendalian akan mempunyai satu atau lebih batas kritis yang sesuai, berdasarkan faktor- faktor seperti: temperatur, waktu, dimensi fisik, kelembaban, pH, available chlorine, dan sensory information seperti aroma dan visual appearance.
Faktor yang mempengaruhi critical limit akan berhubungan dengan tipe dari bahaya yang mucul pada CCP untuk dikontrol. Tipe dari critical limit adalah chemical limits, physical limits, procedural limits, microbiological limits.
4. Melakukan pemantauan (Monitoring)
Monitoring merupakan aktivitas pengamatan dan pengukuran yang dilakukan untuk menilai apakah suatu CCP berada dalam batas-batas kritis yang ditetapkan. Selain itu monitoring juga dapat menghasilkan suatu catatan yang akurat dan berguna bagi aktivitas verifikasi rencana HACCP di masa mendatang.
Monitoring bermanfaat bagi tiga tujuan, yaitu (Vincent, 2002):
• Merupakan hal yang penting bagi manajemen keamanaan produk yang memudahkan dalam penelusuran operasional. Jika monitoring menunjukkan suatu kecenderungan menuju keadaan lepas kendali, maka dapat diambil tindakan untuk membawa proses kembali menuju ke batas- batas pengendalian sebelum terjadi penyimpangan.
• Digunakan untuk menentukan bilamana suatu penyimpangan terjadi pada setiap CCP. Bila suatu penyimpangan terjadi, maka tindakan korektif yang tepat harus dilakukan.
Universitas Kristen Petra
• Menjadi bukti dan dokumentasi tertulis untuk penggunaan dalam aktivitas verifikasi rencana HACCP di masa mendatang. Orang yang bertanggung jawab untuk pemantauan juga merupakan pertimbangan penting untuk setiap CCP.
Monitoring harus mampu mendeteksi kekurangan dari kontrol yang telah dibuat pada CCP, sebagai dasar dari hasil monitoring adalah keputusan harus dibuat dan tindakan harus diambil. Prosedur monitoring harus meliputi (Mortimore and Wallace, 1998):
• Sistem on-line, dimana faktor kritis diukur selama proses.
• Sistem off-line, dilakukan sampel diambil untuk pengukuran dari faktor kritis di tempat lain.
• Prosedur observasional, tindakan spesifik diobservasi oleh monitor.
Sebagai contoh, observasi oleh supervisior.
Frekuensi dari monitoring akan bergantung pada CCP dan tipe dari prosedur monitoring. Hal yang penting untuk menetapkan frekuensi bagi masing-masing prosedur monitoring. Sebagai tambahan, karyawan harus dilatih tentang prosedur-prosedur yang harus diikuti jika mereka melihat suatu kecenderungan menuju keadaan lepas-kendali. Dengan demikian mereka dapat membuat penyesuaian-penyesuaian tepat waktu agar menjamin proses tetap berada di bawah pengendalian.
Kebanyakan prosedur monitoring memerlukan tindakan cepat, sehingga tidak memungkinkan untuk melakukan pengujian-pengujian analitik yang membutuhkan waktu panjang. Contoh aktivitas monitoring mencakup pengamatan visual, pengukuran temperatur, waktu, pH, dan moisture level.
Uji-uji mikrobiologis kurang efektif untuk aktivitas pemantauan CCP karena membutuhkan waktu lama dan kompleks. Pengukuran fisik dan kimia lebih disukai karena dapat dilakukan dengan cepat dan biasanya lebih efektif untuk pengendalian bahaya-bahaya mikrobiologis.
5. Melakukan tindakan korektif dan/atau pencegahan yang diperlukan
Rencana HACCP harus mencakup prosedur tindakan korektif berupa pembuangan/pemusnahan produk yang mengalami penyimpangan, serta melakukan perbaikan atau korektif terhadap akar-akar penyebab masalah yang
Universitas Kristen Petra
ditemukan. Tujuan penting dari tindakan korektif adalah mencegah produk- produk berbahaya mencapai pelanggan.
Ada dua tipe dari corrective action, yaitu:
• Tindakan yang mengatur proses untuk memelihara kontrol dan mencegah penyimpangan pada CCP. Ketika mengatur proses untuk memelihara kontrol harus dipastikan bahwa tidak timbul bahaya yang baru dan mengurangi bahaya pada makanan.
• Tindakan yang diambil untuk mengikuti penyimpangan pada CCP.
Kecepatan dalam mengambil tindakan ketika terjadi penyimpangan sangatlah penting. Ada dua tindakan yang perlu diambil mengatasi penyimpangan tersebut, yaitu mengatur proses untuk mengembalikannya ke dalam kontrol dan membagi material yang diproduksi selama jangka waktu penyimpangan terjadi.
Individu-individu yang memahami proses produk, dan rencana HACCP harus bertanggung jawab untuk efektivitas penerapan tindakan korektif.
6. Melakukan verifikasi ulang terhadap rencana HACCP secara reguler
Sistem HACCP harus diverifikasi secara periodik untuk melihat apakah sistem yang ada masih sesuai dengan rencana original awal, dan jika memungkinkan rencana-rencana dapat dimodifikasi untuk mencapai tujuan keamanan produk. Verifikasi didefinisikan sebagai aktivitas-aktivitas selain monitoring, yang menentukan rencana HACCP adalah valid dan sistem sedang beroperasi mengikuti rencana.
Verifikasi juga mencakup audit setiap data yang diperlukan perusahaan untuk mengontrol kemanan makanan. Data yang digunakan untuk mengevaluasi HACCP berguna untuk:
• Verifikasi rencana HACCP berjalan dengan efektif.
• Menghilangkan trend yang teridentifikasi dan melakukan tindakan perbaikan terhadap masalah yang timbul, seperti customer complaints dan penyimpangan pada CCP.
• Melakukan audit pada daerah yang bermasalah.
Universitas Kristen Petra
• Menunjukkan bahwa persyaratan pendukung seperti GMP, hygiene/cleaning berada dalam kontrol.
Verifikasi periodikal secara komprehesif terhadap sistem HACCP harus dilakukan oleh pihak independen yang terlatih dan berpengalaman.
Tenaga ahli itu dapat berasal dari dalam atau luar perusahaan. Verifikasi harus mencakup evaluasi teknis terhadap analisis bahaya dan setiap elemen dari rencana HACCP serta peninjau-ulang di tempat bagi semua diagram alir dan catatan yang sesuai dari operasi rencana HACCP.
7. Mendokumentasikan dan mengendalikan catatan-catatan
Mengembangkan suatu prosedur pengendalian catatan yang efektif.
Catatan-catatan yang konsisten dan dapat diandalkan harus diperoleh selama operasi dari rencana HACCP dan harus selalu tersedia untuk penggunaan dan peninjauan-ulang manajemen.
Catatan-catatan atau dokumen-dokumen yang harus disimpan untuk sistem HACCP adalah (Vincent, 2002):
• Ringkasan analisis bahaya, termasuk alasan-alasan untuk menentukan bahaya dan ukuran-ukuran pengendalian atau usaha-usaha perlindungan bahaya.
• Rencana HACCP.
• Daftar tim HACCP dan tanggung jawab yang dispesifikasikan.
• Deskripsi produk dan metode pendistribusian produk, maksud penggunaan produk, dan pelanggan/pasar.
• Diagram alir yang telah diverifikasikan.
• Tabel ringkasan rencana HACCP yang mencakup: CCPs, bahaya-bahaya, batas-batas kritis, monitoring, tindakan-tindakan korektif, prosedur dan jadwal verifikasi, prosedur pengendalian dokumen/catatan hasil-hasil HACCP.
Dokumentasi merupakan data historis dari proses, produk dan komponen lainnya, yang membantu industri untuk meneliti kembali jika diperlukan. Dokumentasi ini dapat dijadikan bukti otentik pelaksanaan HACCP dalam perusahaan.
Universitas Kristen Petra