MANAGEMENT (SSCM) DI PABRIK KELAPA SAWIT SEI MANGKEI
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian dari
Syarat – Syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh
RIKY YURISDITIRA 150403013
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA M E D A N
2 0 2 0
Puji dan syukur kepada Tuhan yang Maha Esa karena atas berkat dan rahmat karunia-Nya sehingga penulis dapat menyelesaikan laporan tugas sarjana ini dengan baik. Laporan tugas sarjana merupakan salah satu syarat yang harus dipenuhi penulis untuk dapat menyelesaikan program studi Reguler S-1.
Penulis melaksanakan Tugas Sarjana di Medan, Sumatera Utara. Tugas Sarjana ini berjudul Identifikasi faktor pendorong dan penghambat penerapan sustainable supply chain management (manajemen rantai pasokan berkelanjutan) di pabrik kelapa sawit Sei Mangkei
Besar harapan penulis penyusunan laporan penelitian ini dapat menambah pengetahuan bagi pembaca. Penulis menyadari masih banyak kekurangan dalam penulisan laporan ini, karena pengetahuan dan pengalaman penulis yang masih terbatas. Oleh sebab itu, penulis menerima secara terbuka setiap kritik dan saran yang bersifat membangun dari semua pihak untuk perbaikan tulisan ini.
Akhir kata penulis mengucapkan terima kasih dan semoga laporan penelitian ini dapat bermanfaat.
Medan, Desember 2019 Riky Yurisditira
Puji dan syukur kepada Tuhan yang Maha Esa karena atas berkat dan rahmat karunia-Nya penulis dapat menyelesaikan laporan tugas sarjana ini dengan baik. Pendidikan sarjana teknik yang penulis dapatkan selama bangku perkuliahan di Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara hingga penyelesaian tugas sarjana untuk memperoleh gelar Sarjana Teknik merupakan proses terintegrasi untuk menjadikan penulis sebagai lulusan yang terdidik, berguna dan memiliki integritas moral serta berakhlak dan mampu mencapai kehidupan yang lebih baik. Penulisan tugas sarjana ini tidak akan terselesaikan dengan baik jika penulis tidak mendapatkan bimbingan, bantuan dan doa dari berbagai pihak sehingga penulis mengucapkan terima kasih kepada:
1. Ibu Dr. Meilita Tryana Sembiring, ST, MT sebagai Ketua Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara yang telah mengizinkan pelaksanaan tugas sarjana.
2. Bapak Buchari, ST., M.Kes sebagai Sekretaris Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara yang telah menjadi panitera pada Seminar dan Sidang Tugas Sarjana.
3. Bapak Ir. Mangara M. Tambunan, M.Sc selaku koordinator tugas sarjana yang telah memberi saran dan masukan untuk laporan tugas sarjana.
4. Ibu Ir. Nurhayati, MT, sebagai Dosen Pembimbing yang telah meluangkan waktu untuk membimbing penulis, memberikan ilmu, dan memberikan saran dalam penyelesaian laporan tugas sarjana.
5. Kedua orang tua tercinta Ayahanda Alm. Suharyoto dan Ibunda Mardiah yang telah mengizinkan penulis untuk menempuh pendidikan sarjana dan memberikan dukungan dan motivasi baik dari segi moril, doa, maupun materil.
6. Seluruh dosen Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara yang telah mendidik penulis selama perkuliahan sebagai bekal dalam penulisan tugas sarjana.
7. Staf pegawai Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara, Bang Tumijo, Bang Eddy, Bang Nurmansyah, Kak Neneng, Bu Ester, Kak Rahma, dan Kak Mia sebagai yang telah membantu segala urusan administrasi dan peminjaman buku di perpustakaan selama kegiatan perkuliahan dan penyelesaian tugas sarjana.
8. Bapak Suradji, Bapak Agus, Bapak Ginting, Bapak Juniardi dan pihak lainnya dari PTPN III Kebun Sei Mangkei yang telah mengizinkan penulis untuk melakukan penelitian dan memberikan data yang mendukung penelitian tugas sarjana.
9. Abangda penulis Rio Maulana Siddik SH, serta adik penulis Raihan Ulya Salsabil dan Rana Syadza Suhaila yang telah memberikan dukungan, motivasi dan doa dalam penyelesaian Tugas Sarjana ini.
10. Rekan-rekan seperjuangan Team Mabes Kenta Chairul Rahmadsyah manik, M ainul Syahputra, Jefrincer Zalukhu, M Faisal Ardiansyah, Teuku Aldy Farhan, Azwar Anas Pane, Harry Tusucces, Sawaluddin, Rinaldi A.M, Jeremi
S. Simamora dan Aris Selamat S yang telah banyak memberi motivasi dan saran kepada penulis dalam penyelesaian Tugas Sarjana ini.
11. Sahabat Hijrah Chairul Rahmadsyah manik, M Faisal Ardiansyah, Teuku Aldy Farhan, Azwar Anas Pane, Harry Tusucces, Sawaluddin, Chairulsyah, M Fauzan, Irham yang selalu membantu, mendukung dan memberi semangat selama penyelesaian Tugas Sarjana ini.
12. Rekan-rekan Himpunan Mahasiswa Teknik Industri (HIMTI) USU yang telah memberikan dukungan, doa, dan semangat serta mendoakan penulis.
13. Rekan-rekan Karang Taruna ANDESPA yang telah memberikan dukungan, doa, dan semangat mendoakan penulis.
14. Rekan-rekan Pemuda pemudi Patumbak I yang telah memberikan dukungan, doa, dan semangat serta mendoakan penulis.
15. Sahabat-sahabat penulis di Departemen Teknik Industri, Fakultas Teknik USU khususnya teman-teman angkatan 2015 “LIBERTI” yang tidak dapat disebutkan satu per satu yang telah memberikan dukungan kepada penulis dalam penyelesaian Tugas Sarjana ini.
16. Sahabat-sahabat penulis di PMMB PT. PELINDO I yang tidak dapat disebutkan satu per satu yang telah memberikan dukungan kepada penulis dalam penyelesaian Tugas Sarjana ini.
17.
18. Sahabat-sahabat penulis di BICT squad Agus, Reza, Novita, Ainul, Rizki, Nina Annisa, Mahda, Serli, Diana, Fahmil, yang telah memberikan dukungan kepada penulis dalam penyelesaian Tugas Sarjana ini.
19. Sahabat-sahabat penulis di Ikatan Alumni MAN 3 MEDAN ” yang tidak dapat disebutkan satu per satu yang telah memberikan dukungan kepada penulis dalam penyelesaian Tugas Sarjana ini.
20. Seluruh pihak yang telah banyak memberikan bantuan kepada penulis dalam penyelesaian tugas sarjana ini
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS
DESEMBER 2019
Permasalahan lingkungan hidup saat ini menjadi salah satu perbincangan pelaku industri, hal ini dibuktikan dengan adanya tingkat kesadaran masyarakat akan adanya produk yang ramah lingkungan.
Oleh sebab itu, perusahaan saati ini tidak bisa mengabaikan isu lingkungan jika merekea ingin bertahan di pasar global. Pabrik kelapa sawit Sei Mangkei adalah perusahaan milik PT. Perkebunan Nusantara III yang merupakan perushaan BUMN. Meskipun perusahaan telah menerapkan SSCM, namun dalam penerapan nya masih banyak permasalahan. Permasalahan yang di alami pabrik kelapa sawit Sei Mangkei antara lain adlah tidak tersedianya informasi yang memadai untuk mencapai tujuan keberlanjutan pada manajemen puncak, tidak menyediakan alokasi anggaran yang cukup untuk operasi keberlanjutan, alat tenologi untuk mengadopsi keberlanjutan belum efisien, belum ada peraturan yang efektif untuk memastikan peraturan pemerintah untuk keberlanjutan ditegakkan, persepsi para pemangku pimpinan pabrik tidak sama. Penelitian ini bertujuan untuk menganalisis faktor pendorong dan faktor penghambat penerapan sustainability supply chain management (SSCM) di pabrik kelapa sawit Sei Mangkei dengan menggunakan ISM-Topsis. Berdasarkan perhitungan ISM didapat hasil bahwa mengembangkan infrastruktur dan fasilitas untuk operasi yang berkelanjutan, akses ke teknologi yang canggih untuk operasi yang berkelanjutan, Menerapkan pengelolaan limbah yang berkelanjutan, integrasi operasi berkelanjutan dalam rencana proaktif merupakan faktor yang paling berpengaruh dalam penerapan SSCM di pabrik kelapa sawit Sei Mangkei dan sarana prasarana pendukung belum optimal, teknologi yang tidak efisien, persepsi para pemangku belum optimal merupakan faktor penghambat yang paling berpengaruh pada penerapan SSCM di pabrik kelapa sawit. Berdasarkan pengolahan TOPSIS didapat bahwa faktor integrasi operasi yang berkelanjutan dalam rencana proaktif dengan nilai v = 0,8765, anggaran yang memadai v= 0,6204, dukungan infrastruktur dan fasilitas untuk operasi yang berkelanjutan dengan nilai v = 0,5032, akses ke teknoogi yang canggih untuk operasi keberlanjutan dengan nilai v = 0,3122, menegakkan peraturan pemerintah dam undang-undang yang efektif dengan nilai v = 0,3122, meningkatkan kesadaran publik tentang produk yang berelanjutan dengan nilai v = 0,2780, menerapkan pengelolaan limbah yang berkelanjutan dengan nilai v = 0,2423
Kata Kunci : SSCM, Faktor Penghambat, Faktor Pendorong, ISM, TOPSIS, Analisis Sensitivitas
current company cannot reverse the environmental issue if they want to survive in the global market.
Sei Mangkei Palm Oil Mill is a company owned by PT. Perkebunan Nusantara III which is a SOE company. Although the company has implemented SSCM, in its application there are still many conflicts. Problems in the Sei Mangkei palm oil mill include the unavailability of sufficient information to achieve sustainability objectives in top management, not providing sufficient budget for sustainability operations, tenology tools for sustainable sustainability, no one wants to be effective in ensuring regulations government for sustainability is upheld, the perception of the factory power holders is not the same. This study aims to analyze the driving factors and inhibiting factors of the implementation of sustainable supply chain management (SSCM) in the Sei Mangkei palm oil mill using ISM-Topsis. Based on ISM calculations the results of developing infrastructure and facilities for supported operations, access to sophisticated technology for supported operations, implementing sustainable waste management, developing sustainable operations in a proactive plan consisting of the most improved factors for implementing SSCM in Sei palm oil mills Mangkei and supporting infrastructure are not optimal, inefficient technology, perceptions of stakeholders are not optimal are the most inhibiting factors that focus on the application of SSCM in palm oil mills. Based on TOPSIS Preparation obtained operational support factors supported in the proactive plan with a value of v = 0.8765, adequate budget v = 0.6204, infrastructure support and facilities for supporting operations with a value of v = 0.5032, access to sophisticated technology for sustainability operations with a value of v = 0.3122, enforcing government regulations and effective laws with a value of v = 0.3122, increasing public awareness about sustainable products with a value of v = 0.2780, increasing efficiency in the value of v = 0, 2423
Keywords: SSCM, Inhibiting Factors, Push Factors, ISM, TOPSIS, Sensitivity Analysis
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iv
DAFTAR ISI ... ix
DAFTAR TABEL ... xvi
DAFTAR GAMBAR ... xvii
DAFTAR LAMPIRAN ... xviii
I PENDAHULUAN ... I-1 1.1. Latar Belakang Permasalahan ... I-1 1.2. Rumusan Permasalahan... I-6 1.3. Tujuan Penelitian... I-6 1.4. Manfaat penelitian ... I-6 1.5. Batasan Masalah dan Asumsi ... I-7 1.6. Sistematika Penulisan Laporan ... I-8 1.7. Sistematika Penulisan Laporan ... I-8 II GAMBARAN UMUM PERUSAHAAN ... II-1 2.1. Sejarah dan Perkembangan PTPN III Sei Mangkei ... II-1 2.2. Visi dan Misi Perusahaan ... II-2 2.3. Tata Nilai Perusahaan... II-3
BAB HALAMAN 2.4. Lokasi Perusahaan ... II-4 2.5. Struktur Organisasi ... II-5 2.6. Sumber Daya Manusia ... II-6 2.7. Bahan Baku ... II-6 2.8. Proses Produksi ... II-7 2.8.1. Stasiun Penerimaan Buah ... II-8 2.8.1.1. Jembatan Timbang ... II-8 2.8.1.2. Loading Ramp ... II-8 2.8.2. Stasiun Sterilizer ... II-9 2.8.3. Stasiun Penebah ... II-10 2.8.3.1. Hoisting Crane / Tippler ... II-10 2.8.3.2. Thresser ... II-10 2.8.4. Stasiun Pegempaan (Press) ... II-11 2.8.4.1. Digester ... II-11 2.8.4.2. Pegempaan (Press) ... II-12 2.8.5. Stasiun Pemurnian Minyak (Klarifikasi) ... II-12 2.8.5.1. Sand Trap ... II-12 2.8.5.2. Vibro Separator ... II-12 2.8.5.3.Crude Oil Tank ... II-12 2.8.5.4.Vertical Vlarifier Tank (VCT) ... II-13
BAB HALAMAN 2.8.5.5.Oil Tank ... II-13 2.8.5.6.Oil Purifier ... II-13 2.8.5.7.Vacum Dryer ... II-14 2.8.5.8.Vibro Sludge Separator ... II-14 2.8.5.9.Sludge Tank ... II-15 2.8.5.10.Sand Cyclone ... II-15 2.8.5.11.Buffer Tank ... II-16 2.8.5.12.Sludge Seperator ... II-16 2.8.5.13.Storage Tank ... II-17 2.8.6. Stasiun Kernel ... II-17 2.8.6.1.Cake Breaker Conveyor ... II-17 2.8.6.2.Nut Polishing Drum ... II-18 2.8.6.3.Nut Transport ... II-18 2.8.6.4.Nut Silo ... II-19 2.8.6.5.Riplle Mill ... II-19 2.8.6.6.LTDS (Light Tenera Dust Separation) ... II-20 2.8.6.7.Clybath ... II-20 2.8.6.8.Kernel Silo ... II-20 2.8.6.9.Kernel Storage ... II-20 2.8.7. Stasiun Boiler ... II-21
BAB HALAMAN 2.8.8. Stasiun Kamar Mesin ... II-21 2.8.9. Stasiun Pengelolaan Air ... II-22 III TINJAUAN PUSTAKA ... III-1 3.1. Supply Chain Management ( Manajemen Rantai Pasok) .. III-1 3.2. Sustainable Supply Chain Management ( Manajemen
Rantai Pasok Berkelanjutan)... III-4 3.3. Manajemen Perubahan Organisasi untuk Keberlanjutan... III-10 3.4. Penelitian Survei ... III-12 3.5. Teknik Samlping ... III-12
3.5.1. Probability Sampling ... III-14 3.5.2. Nonprobability Sampling ... III-14 3.5.2.1.Convinience Sampling ... III-15 3.5.2.2.Purposive Sampling ... III-15 3.6. Kuisoner ... III-17 3.7. Interpretative Stuctural Modeling (ISM) ... III-18 3.8. Technique for Order Preference By Similarity To Ideal
Solution (TOPSIS)... III-21 IV METODOLOGI PENELITIAN ... IV-1
4.1. Tempat dan Waktu Penelitian ... IV-1 4.2. Jenis Penelitian ... IV-1
BAB HALAMAN 4.3. Objek Penelitian ... IV-1 4.4. Variabel Penelitian ... IV-2 4.5. Kerangka Konseptual ... IV-3 4.6. Metode Pengumpulan Daa ... IV-4 4.7. Metode Pengolahan Data ... IV-6 4.8. Analisis dan Pembahasan ... IV-7 4.9. Blok Diagram Prosedur Penelitian ... IV-7 V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1 5.1.1. Defenisi Data ... V-1 5.2. Pembuatan dan Penyebaran Kuisoner ... V-2 5.3. Pengolahan Data ISM... V-3
5.3.1. Structural Self Interaction Matrix (SSIM) Faktor
Pendorong ... V-3 5.3.1.1Reachbility Matrix (RM) Faktor Pendorong. V-5 5.3.1.2. Conical Matrix Faktor Pendorong ... V-6 5.3.2. Structural Self Interaction Matrix (SSIM) Faktor
Penghambat ... V-9 5.3.2.1Reachbility Matrix (RM) Faktor Penghambat. V-10 5.3.2.2. Conical Matrix Faktor Penghambat ... V-11
BAB HALAMAN 5.4. Pengolahan Data TOPSIS ... V-14 5.4.1. Transformasi Data Ordinal ke Data Interval ... V-15 5.4.1.1 Transformasi Data untuk Tingkat Kecocokan
... V-15 5.4.1.2 Transformasi Data untuk Tingkat Kepentingan
... V-20 5.4.2. Penetuan Metode dengan TOPSIS ... V-21 5.4.2.1. Normalisasi Matriks ... V-22 5.4.2.2. Normalisasi Matriks Terbobot ... V-23 5.4.2.3. Matriks Solusi Ideal Positif dan Negatif . V-24
5.4.2.4. Menghitung Jarak Setiap Alternatif dengan Solusi Ideal Positif dan Solusi
Ideal Negatif ... V-25 5.4.2.5. Menentukan Nilai Preferensi Alternatif .. V-26 VI ANALISA PEMBAHASAN MASALAH ... VI-1 6.1. Analisis MICMAC ... VI-1 6.1.1. Analisis MICMAC Faktor Pendorong ... VI-2 6.1.2. Analisis MICMAC Faktor Penghambat ... VI-3 6.2. Analisis Hasil Pemilihan Alternatif Menggunakan Metode
TOPSIS... VI-5
BAB HALAMAN 6.2.1. Analisis Transformasi Data ... VI-5 6.2.2. Analisis Bobot Preferensi Kriteria ... VI-6 6.2.3. Analisis Bobot Preferensi Alternatif ... VI-7 VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan... VII-1 7.2. Saran ... VII-2
TABEL HALAMAN 3.1. Penelitian Terdahulu ... III-11 3.2. Simbol dan Pengertian Terhadap Variabel ... III-18 3.3. Simbol dan Penilaian Terhadap Variabel ... III-18 3.4. Kelompok Elemen Sektor... III-19 4.1. Kriteria Kuisoner Faktor Pendorong ... IV-2 4.2. Kriteria Kuisoner Faktor Penghambat ... IV-3 5.1. Data Responden ... V-2 5.2. Faktor Pendorong SSCM ... V-2 5.3. Faktor Penghambat ... V-3 5.4. Tabel Structural Self Interactioan Matriks (SSIM) Faktor
Pendorong ... V-3 5.5. Tabel Agregat Structural Self Interaction Matrix (SSIM)
Faktor Pendorong ... V-4 5.6. Reachbility Matrix (RM) Faktor Pendorong ... V-5 5.7. Analisis Transivity Rule Faktor Pendorong ... V-5 5.8. Tabel Iterasi 1 ... V-6 5.9. Tabel Iterasi 2 ... V-7 5.10. Tabel Iterasi 3 ... V-7 5.11. Tabel Structural Self Interactioan Matriks (SSIM) Faktor
Penghambat ... V-9
TABEL HALAMAN 5.12. Tabel Agregat Structural Self Interaction Matrix (SSIM)
Faktor Penghambat ... V-10 5.13. Reachbility Matrix (RM) Faktor Penghambat ... V-11 5.14. Analisis Transivity Rule Faktor Penghambat ... V-11 5.15. Tabel Iterasi 1 ... V-12 5.16. Tabel Iterasi 2 ... V-12 5.17. Tabel Iterasi 3 ... V-13 5.18. Frekuensi dari Jawaban untuk Tingkat kecocokan ... V-15 5.19. Hasil Transformasi Data untuk Tingkat Kecocokan ... V-18 5.20. Hasil Transformasi Data Skala Baru ... V-19 5.21. Hasil Transformasi Data untuk Tingkat Kepentingan ... V-20 5.22. Hasil Transformasi Data Skala Baru Tingkat Kepentingan . V-21 5.23. Rekapitulasi Pembobotan Tingkat Kecocokan ... V-22 5.24. Rekapitulasi Pembobotan Tingkat Kepentingan ... V-22 5.25. Hasil Perhitungan Preferensi Faktor Pendorong dan Faktor
Penghambat ... V-28 6.1. Hasil Transformasi Data untuk Tingkat Kecocokan ... VI-6 6.2. Hasil Transformasi Data untuk Tingkat Kepenetingan ... VI-6 6.3. Rekapitulasi Pembobotan Tingkat kepentingan ... VI-6 6.4. Hasil Perhitungan Preferensi Setiap Alternatif ... VI-7
GAMBAR HALAMAN 2.1. Buah Kelapa Sawit... II-2 2.2. Lokasi PTPN III Sei Mangkei ... II-5 2.3. Struktur Organisasi Pabrik Kelapa Sawit Sei Mangkei .... II-5 2.4. Jembatan Timbang ... II-8 2.5. Loading Ramp ... II-9 2.6. Sterilizer ... II-9 2.7. Hoisting Crane ... II-10 2.8. Thresser ... II-11 2.9. Stasiun Pegempaan (Press) ... II-11 2.10. Stasiun Pemurnian Minyak (Klarifikasii) ... II-13 2.11. Oli Purifier ... II-14 2.12. Sludge Tank... II-15 2.13. Sludge Seperator ... II-16 2.14. Strorage Tank ... II-17 2.15. Nut Polishing Drum ... II-18 2.16. Nut Transport ... II-18 2.17. Nut Silo ... II-19 2.18. Ripple Mill ... II-19 2.19. Kernel Storage ... II-20 2.20. Stasiun Boiler ... II-21
TABEL HALAMAN 2.21. Stasiun Kamar Mesin ... II-22 2.22. Stasiun Pengolahan Air ... II-23 3.1. Hal Utama dalam Penggerak Supply Chain ... III-3 3.2. Matrix Dimensions and Sub Dimension of Sustainable
Supply Chain ... III-4 3.3. Konsep SSCM... III-5 4.1. Kerangka Konseptual Penelitian ... IV-4 4.2. Blok Diagram Prosedur Penelitian ... IV-8 5.1. Struktur Hirarki Elemen Faktor Pendorong Penerapan
SSCM ... V-8 5.2. Matriks DP-D Untuk Faktor Pendorong ... V-8 5.3. Struktur Hirarki Elemen Faktor Penghambat Penerapan
SSCM ... V-13 5.4. Matriks DP-D Untuk Faktor Penghambat ... V-13 6.1. Matriks DP-D Untuk Faktor Pendorong ... VI-2 6.2. Matriks DP-D Untuk Faktor Penghambat ... VI-4
1.1. Latar Belakang Masalah
Permasalahan lingkungan hidup saat ini menjadi salah satu perbincangan pelaku industri, hal ini dibuktikan dengan adanya tingkat kesadaran masyarakat akan produk yang ramah lingkungan (Waskito J, Harsono M, 2011). Dengan adanya tingkat kesadaran masyarakat akan produk yang ramah lingkungan kemudian mendorong para pelaku industri untuk menerapkan konsep peduli lingkungan kedalam usaha mereka. Komponen, proses dan arus kekuatan informasi dibutuhkan untuk membangun suatu sistem manajemen rantai pasokan secara bersamaan, karenanya ada pengaturan pemerintah untuk meningkatkan kesadaran dalam hal melindungi lingkungan. Oleh sebab itu perusahaan saat ini tidak bisa mengabaikan isu lingkungan jika mereka ingin bertahan di pasar global (Van Hock, R.I Erasmus, 2000).
Isu lingkungan berupa perusakan lingkungan oleh produsen sawit nasional oleh LSM bidang internasional memberikan dampak cukup besar terhadap industri Kelapa sawit di Indonesia. Isu ini digulirkan dalam bentuk laporan dimana produsen sawit Indonesia mengabaikan peraturan pemerintah tentang lingkungan dan sosial, menyalahgunakan keanggotaan dalam Rountable Sustainable Palm Oil (RSPO).
Integrasi sustainability dengan SCM semakin ditekankan dalam hampir semua industri melalui kerjasama semua pihak termasuk pemerintah, pemasok
dan pelanggan. Merespon perubahan yang sangat cepat sebagai akibat dari ketidakpastian lingkungan dan kuatnya tuntutan dari pemerintah, komunitas dan pasar untuk menerapkan prinsip berkelanjutan (sustainability), serta perkembangan teknologi dan persaingan yang semakin global mengakibatkan banyak perusahaan menerapkan strategi Sustainability Supply Chain Management (SSCM). (Wilda, 2018)
Rantai pasokan berkelanjutan memperhitungkan aspek lingkungan pada semua kegiatan, mulai dari bahan baku hingga pembuangan akhir barang, tetapi masalah lingkungan dalam proses pengambilan keputusan rantai pasokan tidak berdiri sendiri, melainkan juga memperhatikan aspek keuntungan finansial (Nikbakhsh, 2009).
PKS Sei Mangkei adalah perusahaan milik PT. Perkebunan Nusantara III yang merupakan Perusahaan BUMN dengan modal PMDN, dibangun tahun 1996.
Dengan perubahan manajemen dari PT. Perkebunan V menjadi PT.Perkebunan III maka rencana pembangunan PKS Sei Mangkei dilanjutkan oleh PT.Perkebunan Nusantara III (Persero) Sei Sikambing Medan.
Pendirian PKS Sei Mangkei dengan kapasitas 30 Ton TBS/jam dimulai tanggal 21 April 1997 dan selesai dibangun tanggal 21 Januari 1999, comissioning pada tanggal 8 s/d 17 Maret 1999 dan operasi penuh mulai tanggal 25 April 1999.
Pada tahun 2010 dilakukan peningkatan kapasitas olah dengan cara pembangunan pabrik dengan kapasitas olah 45 Ton TBS/jam sehingga kapasitas olah total menjadi 75 ton tbs/jam. Pabrik Kelapa Sawit Sei Mangkei yang terletak di Dusun
Hulu, Nagori Sei Mangkei Kecamatan Bosar Maligas Kabupaten Simalungun, Propinsi Sumatera Utara, ± 165 Km arah Tenggara Kota Medan.
Kemampuan pabrik kelapa sawit sei mangkei sebagai perusahaan yang telah menerapkan sistem manajemen mutu tersertifikasi ISO 9001, manajemen efektivitas kegiatan lingkungan tersertifikasi ISO 14000, manajemen keselamatan dan kesehatan kerja tersertifikasi HSE (SMK3), manajemen rantai pasok berkelanjutan tersertifikasi RSPO dan ISPO tentu harus didukung proses produksi yang terencana, berkesinambungan dan berkelanjutan. Dalam rangka menghasilkan produk yang dapat memenuhi kebutuhan konsumen, perusahaan harus menjalankan kegiatan dari awal bahan baku itu di dapatkan hingga produk tersebut sampai ke pengguna akhir. (Linton et al., 2007, Vermeule dan Seuring, 2009).
Meskipun PKS Sei mangkei telah menerapkan sistem SSCM tetapi dalam penerapan masih banyak permasalahan. Permasalahan yang dialami PKS Sei Mangkei antara lain adalah tidak tersedianya informasi yang memadai untuk mencapai tujuan keberlanjutan pada manajemen puncak, tidak menyediakan alokasi anggaran yang cukup untuk operasi keberlanjutan, alat teknologi untuk mengadopsi keberlanjutan belum efisien, belum ada peraturan yang efektif untuk memastikan peraturan pemerintah untuk keberlanjutan di tegakkan, persepsi para pemangku pimpinan pabrik tidak sama dengan pimpinan puncak.
Pengembangan Sustainability supply chain untuk meningkatkan kinerja bisnis yang ramah lingkungan beberapa tahun terakhir ini banyak dibahas dalam sejumlah literatur (Malviya dan Kant, 2015). Beberapa literature dalam
Schaltegger (2014) juga membahas aspek penerapan supply chain berkelanjutan untuk pengukuran kinerja berkelanjutan pada supply chain. Saat ini manusia semakin sadar perlunya hidup berkelanjutan yang ditandai dengan adanya kesadaran untuk kebutuhan hidup yang memperhatikan keseimbangan antara lingkungan, ekonomi dan masyarakat.(Watson et al.,2010).
Pimpinan puncak semakin menyadari hubungan timbal balik antara manfaat ekonomi, sosial dan dampak lingkungan serta efek jangka pendek dan jangka panjang mereka pada perubahan bagi keberlanjutan. Efek jangka panjang yang berlangsung untuk keberlanjutan selain pengembangan visi keberlanjutan untuk masa depan, identifikasi dan pemeriksaan hambatan yang menimbulkan dorongan perlawanan dan masing-masing yang mendukung kinerja yang berkelanjutan.
Banyak pimpinan puncak tidak hanya meremehkan penyebab resistensi terhadap perubahan menuju keberlanjutan, tetapi juga faktor pendorong yang mempengaruhi kinerja yang berkelanjutan (Kotter dan Schlesinger, 2008).
Hambatan tertentu biasanya menghambat kinerja yang keberlanjutan;
mengidentifikasi nya dapat membantu untuk menerapkan strategi yang tepat untuk mengatasinya, sehingga membantu untuk lebih menggabungkan dan melembagakan keberlanjutan. Banyak hambatan dan dorongan yang berpengaruh dalam penerapan SSCM pada industry. (Zhu, 2016).
Sebagian besar literatur tentang hambatan dan dukungan untuk mengubah keberlanjutan telah difokuskan pada beberapa kelompok industri dan pada seluruh sistem dari industri tertentu (Lozano, 2012). Secara khusus, telah ada studi
sebelumnya untuk keberlanjutan di sektor manufaktur yang berfokus pada analisis hambatan (Trianni et al., 2017; Alessandra et al., 2018).
Meskipun, terdapat beberapa hambatan untuk mengubah keberlanjutan.
Sebuah pemahaman menyeluruh tentang hambatan untuk mengubah keberlanjutan dan faktor yang mendukung kinerja yang berkelanjutan diperlukan untuk secara efektif untuk mencapai keberlanjutan dalam industri (Liu dan Bai, 2014). Ada kebutuhan penting untuk menganalisis faktor yang mempengaruhi dan menghambat penerapan sustainability supply chain management pada pabrik kelapa sawit Sei Mangkei.
Penelitian yang berkaitan dengan Sustainability Supply Chain Management yang sudah pernah ditelili oleh Juliet Roji et al.,2018 tentang hambatan perubahan organisasi untuk keberlanjutan dan driver kinerja berkelanjutan dalam industri manufaktur logam. Dari penelitian tersebut sudah ditemukan beberapa faktor pendorong dan penghambat Sustainability Supply Chain Management.
Hussain et al., 2015 juga pernah melakukan penelitian yang berkaitan dengan Sustainability Supply Chain Management dan dihasilkan beberapa dimensi dan sub kriteria. Dimensi yang dapat mendukung Sustainability Supply Chain Management diantaranya:Environmental Management 2) Social Responsibility 3) Health, Safety, and Risk Management 4) Customer Management.
Dari penelitian tersebut sudah ditemukan beberapa faktor yang merupakan aspek dari Sustainability Supply Chain Management, namun penelitian ini baru dilakukan di negara Cina dan Abu Dhabi, berdasarkan penelitian tersebut akan
dilakukan pada perusahaan di Indonesia khususnya pada pabrik kelapa sawit Sei Mangkei dengan harapan dapat mendukung pelaksanaan Sustainability Supply Chain Management di pabrik kelapa sawit Sei Mangkei. Metode yang digunakan pada penelitian ini adalah Interpretative Structural Modelling (ISM) dan Technique for Order Preference By Similarity To Ideal Solution (TOPSIS)
1.2. Rumusan Masalah Penelitian
Berdasarkan uraian sebelumnya, maka perumusan masalah dalam penelitian ini adalah:
a. Apa hambatan utama pada penerapan sustainable supply chain management (SSCM) di pabrik kelapa sawit Sei Mangkei?
b. Apa faktor pendorong yang paling berpengaruh yang mendorong kinerja (SSCM) di pabrik kelapa sawit Sei Mangkei ?
1.3 Tujuan Penelitian
Penelitian ini bertujuan untuk menganalisis faktor pendorong dan penghambat penerapan sustainable supply chain management (SSCM) di pabrik kelapa sawit Sei Mangkei.
1.4 Manfaat Penelitian
Manfaat yang ingin dicapai dalam penelitian ini adalah sebagai berikut:
Meningkatkan pengetahuan mahasiswa dalam mengaplikasikan teori yang diperoleh diperguruan tinggi dan meningkatkan pengetahuan dalam
mengidentifikasi hambatan dan dorongan kinerja rantai pasok berkelanjutan di industri manufaktur.
2. Memperkenalkan Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara kepada perusahaan terkait dan untuk menambah literatur perpustakaan Teknik Industri, sehingga dapat dijadikan acuan untuk penelitian-penelitian selanjutnya.
3. Hasil yang didapat dari penelitian ini dapat menjadi masukan bagi perusahaan serta sebagai bahan pertimbangan untuk perusahaan dalam penialian kinerja rantai pasok perusahaan.
1.5. Batasan Masalah dan Asumsi
Batasan-batasan masalah yang digunakan dalam penelitian ini adalah:
1. Ruang lingkup penelitian berada di pabrik kelapa sawit Sei Mangkei
2. Responden berasal dari karyawan perusahaan yang berada di pabrik kelapa sawit Sei Mangkei
3. Data diambil dengan memberikan kuesioner kepada responden.
Asumsi-asumsi yang digunakan dalam penelitian adalah sebagai berikut:
1. Sistem rantai pasok perusahaan tidak mengalami perubahan selama penelitian.
2. Karyawan memahami sistem rantai pasok perusahaan.
3. Setiap responden tidak mengalami tekanan pada saat pengisian kuesioner.
4. Responden dianggap telah mewakili pemikiran karyawan perusahaan yang berada di pabrik kelapa sawit Sei Mangkei.
1.6. Sistematika Penulisan Laporan
Sistematika penulisan laporan dari tugas sarjana akan disajikan dalam bab I hingga bab VII. Sistematika penulisan tugas sarjana dapat dilihat sebagai berikut:
Bab I pendahuluan berisi tentang latar belakang dilakukannya penelitian tentang hambatan utama dan dorongan kinerja rantai pasok berkelanjutan, rumusan masalah, tujuan penelitian, manfaat penelitian, batasan masalah, asumsi- asumsi yang digunakan dan sistematika penulisan laporan.
Bab II gambaran umum perusahaan berisi tentang paparan secara singkat tentang sejarah perusahaan, ruang lingkup bidang usaha, lokasi perusahaan, daerah pemasaran, dampak ekonomi, sosial dan budaya, standar mutu bahan atau produk, bahan yang digunakan, uraian proses produksi dan struktur organisasi.
Bab III landasan teori berisi tentang dasar teori dan metode yang digunakan untuk memecahkan masalah dalam penelitian. Teori-teori yang digunakan meliputi teori buku dan jurnal penelitian yang telah dilakukan sebelumnya.
Bab IV metodologi penelitian berisi urutan langkah-langkah dalam pemecahan masalah dan penjelasan secara garis besar tentang metode yang digunakan. Metodologi penelitian yang digunakan dalam tugas akhir ini adalah Tempat dan Waktu Penelitian, Jenis Penelitian, Objek Penelitian, Kerangka Konseptual, Variabel Penelitian, Sumber Data, Metode Pengumpulan Data, Blok Diagram Prosedur Penelitian, Metode Pengolahan Data, Analisa Pemecahan Masalah, Kesimpulan dan Saran.
Bab V pengumpulan dan pengolahan data berisi tentang penguraian data- data yang dikumpulkan peneliti yang berhubungan dengan pemecahan permasalahan penelitian, baik data primer maupun data sekunder.
Bab VI analisis dan diskusi berisi tentang penguraian analisis terhadap hasil dari pengolahan data dan diskusi terhadap pemecahan masalah dalam penelitian.
Bab VII kesimpulan dan saran berisi tentang penguraian kesimpulan yang diperoleh dari diskusi pemecahan masalah, serta saran-saran yang bermanfaat bagi perusahaan dan pengembangan penelitian selanjutnya.
2.1. Sejarah dan perkembangan PTPN III Sei Mangkei
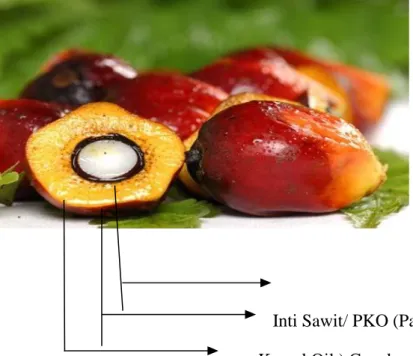
PT Perkebunan Nusantara III disingkat PTPN3 (Persero) yang berpusat di kantor direksi beralamat di Jl. Sei Batanghari No.2 Medan, Sumatera Utara, merupakan salah satu dari 14 Badan Usaha Milik Negara (BUMN) Perkebunan yang bergerak dalam bidang usaha perkebunan, pengolahan dan pemasaran hasil perkebunan. Kegiatan usaha Perseroan mencakup usaha budidaya dan pengolahan tanaman kelapa sawit dan karet. Produk utama Perseroan adalah Minyak Sawit (CPO = Crude Palm Oil) dan Inti Sawit (PKO = Palm Kernel Oil) dan produk hilir karet. Sejarah Perseroan diawali dengan proses pengambilalihan perusahaan-perusahaan perkebunan milik Belanda oleh Pemerintah RI pada tahun 1958 yang dikenal sebagai proses nasionalisasi perusahaan perkebunan asing menjadi Perseroan Perkebunan Negara (PPN).
PKS Sei Mangkei milik PT. Perkebunan Nusantara III yang merupakan Perusahaan BUMN dengan modal PMDN, dibangun tahun 1996. Dengan perubahan manajemen dari PT. Perkebunan V menjadi PT.Perkebunan III maka rencana pembangunan PKS Sei Mangkei dilanjutkan oleh PT.Perkebunan Nusantara III (Persero) Sei Sikambing Medan.
Pendirian PKS Sei Mangkei dengan kapasitas 30 Ton TBS/jam dimulai tanggal 21 April 1997 dilaksanakan oleh Kontraktor Pelaksana PT. Kesco Teguh
Prakarsa serta Trikarya Presindo sebagai Konsultan Perencanaan dan Pengawasnya. PKS selesai dibangun tanggal 21 Januari 1999, comissioning pada tanggal 8 s/d 17 Maret 1999 dan operasi penuh mulai tanggal 25 April 1999. Pada tahun 2010 dilakukan peningkatan kapasitas olah dengan cara pembangunan pabrik dengan kapasitas olah 45 Ton TBS/jam oleh PT. Nindya Karya, sehingga kapasitas olah total menjadi 75 ton tbs/jam.
Inti Sawit/ PKO (Palm Kernel Oil ) Cangkang Minyak sawit ( Crude Palm Oil )
sumber : google.com
Gambar 2.1. Buah kelapa Sawit
2.2. Visi dan Misi Perusahaan
PTPN3 memiliki visi dan misi dalam mencapai tujuan yang telah ditargetkan manajemen perusahaan. Visi dan misi tersebut antara lain
terlampir dibawah ini.
Visi PT Perkebunan III kebun Sei Mangkei :
Menjadi perusahaan agribisnis kelas dunia dengan kinerja prima dan melaksanakan tata kelola bisnis terbaik.
Misi PT Perkebunan III kebun Sei Mangkei :
Mengembangkan industri hilir berbasis perkebunan secara berkesinambungan
Menghasilkan produk berkualitas untuk pelanggan
Memperlakukan karyawan sebagai asset yang strategis dan mengembangkan secara optimal
Berupaya menjadi perusahaan terpilih yang memberi imbal hasil terbaik bagi investor
Menjadi perusahaan yang paling menarik untuk menjadi mitra bisnis
Memotivasi karyawan untuk berpartisipasi aktif dalam mengembangkan komunitas
Melaksanakan seluruh aktifitas perusahaan yang berwawasan lingkungan
2.3. Tata Nilai Perusahaan
Tata nilai merupakan rambu-rambu atau aturan yang dapat membatasi program, perilaku, peran dan etika internal.
PTPN III meyakini tata nilai perusahaan sebagai berikut :
Team Work : Selalu mengutamakan kerjasama team, agar mampu menghasilkan sinergi optimal bagi perusahaan
Innovation : Selalu menghargai kreativitas dan menghasilkan inovasi dalam metode baru dan produk baru
Excellence : Selalu memperhatikan gairah keunggulan berusaha bekerja keras untuk hasil maksimal sesuai kompetensi perusahaan
Proactive : Selalu bersikap proaktif, dengan penuh inisiatif dan mengevaluasi resiko yang mungkin terjadi
Responsibility : Selalu bertanggung jawab, akibat atas keputusan yang diambil dan tindakan yang dilakukan.
2.4. Lokasi Perusahaan
Pabrik Kelapa Sawit Sei Mangkei adalah salah satu Unit Kerja PT.
Perkebunan Nusantara III yang terletak di blok 113 Afdeling 2 Kebun Dusun Hulu, Nagori Sei Mangkei Kecamatan Bosar Maligas Kabupaten Simalungun, Propinsi Sumatera Utara, ± 165 Km arah Tenggara Kota Medan.
Dengan Alamat :
Unit : PKS Sei Mangkei
Distrik : Serdang I
Perusahaan : PT. Perkebunan Nusantara III
pada alamat Jl. Kelapa Sawit, No. 1, Sei Mangkei, Bosar Maligas, Kab.
Simalungun, Sumut, Indonesia, dengan kode pos 21183.
Berikut lokasi perusahaan dilihat dari google maps pada gambar 2.1. sebagai berikut :
Sumber : www.google.com
Gambar 2.2. Lokasi PTPN III Sei Mangkei
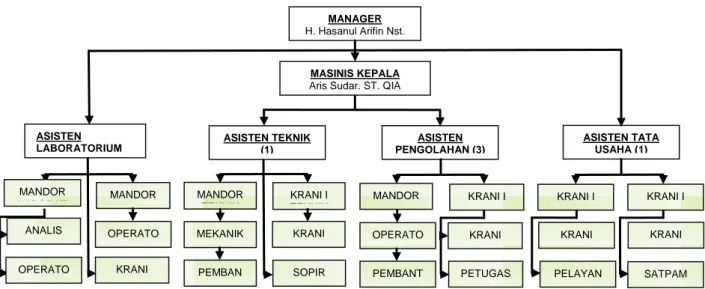
2.5. Struktur Organisasi
PTPN III PKS Sei Mangkei
Struktur organisasi pabrik kelapa sawit kebun sei mangkei dapat dilihat pada Gambar 2.2. sebagai berikut:
Sumber : Pabrik kelapa Sawit Sei Mangkei
Gambar 2.3. Struktur Organisasi Pabrik kelapa Sawit Sei Mangkei
2.6. Sumber Daya Manusia
Untuk mendukung kelancaran Pengoperasian Pabrik PKS Sei Mangkei mempunyai Tenaga Kerja/Karyawan Tahun 2019 sebanyak 200 orang dengan perincian sbb. :
Karyawan Pimpinan = 8 Orang
Karyawan Tata Usaha = 9 Orang
MANAGER H. Hasanul Arifin Nst,
ST, QIA
ASISTEN PENGOLAHAN (3) Leonardo Silitonga, ASISTEN
LABORATORIUM (1)
ASISTEN TEKNIK (1) Samin Sembiring
MASINIS KEPALA Aris Sudar, ST, QIA
ASISTEN TATA USAHA (1) H.Irwan Hidayat,
MANDOR TEKNIK
KRANI I TEKNIK MANDOR
SORTASI KRANI I
PENGOLA MANDOR
PENGOL
KRANI I PERSONA KRANI I
KEUANGA
MEKANIK (11)
KRANI (2)
PEMBAN TU OPERATO
R
PEMBANT U OPERATO
R
KRANI (8)
PETUGAS PENGIRI
KRANI (10)
KRANI (1)
PELAYAN (1)
SATPAM (12) SOPIR
(3) MANDOR
LABORAT
ANALIS (7)
KRANI (2) OPERATO
R
Karyawan Laboratorium = 11 Orang
Karyawan Personalia = 2 Orang
Karyawan Sortasi = 12 Orang
Karyawan Bengkel Listrik = 25 Orang
Karyawan CD/Dinas Sipil = 7 Orang
Karyawan Pengamanan = 12 Orang
Karyawan Pengolahan 30 Ton = 68 Orang
Karyawan Pengolahan 45 Ton = 46 Orang
Jumlah = 200 Orang
2.7. Bahan Baku
Sumber bahan baku TBS (Tandan Buah Segar) yang masuk ke PKS Sei Mangkei berasal dari 8 unit kebun seinduk yang terdiri dari :
Kebun Dusun Hulu ± 1.844 Ha
Kebun Bangun ± 1.848 Ha
Kebun Sei Dadap ± 3.352 Ha
Kebun Pulau Mandi ± 3.131 Ha
Kebun Rambutan Afd VI ± 1.040 Ha
Kebun Gunung Pamela ± 1.030 Ha
KISMK ± 1.140 Ha
UD. Lestari ± 207 Ha
UD. Anastasia ± 350 Ha
2.8. Proses Produksi
PKS Sei Mangkei mengolah Tandan Buah Segar (TBS) menjadi Crude Palm Oil (CPO) dan Kernel. PKS Sei Mangkei memiliki 11 Stasiun kerja sesuai flow proses yang terbagi dalam 2 Line yang saling terkait yaitu :
1. Timbangan TBS dan Pengiriman Produksi
2. Stasiun Penerimaan TBS ( Loading Ramp ) 3. Stasiun Rebusan ( Sterilizer )
4. Stasiun Penebah ( Thressing )
5. Stasiun Kempa ( Press )
6. Stasiun Pemurnian Minyak ( Clarifikasi )
7. Stasiun Pengolahan Biji ( Kernel Plant ) 8. Stasiun Pembangkit Tenaga Listrik ( Turbin ) 9. Stasiun Pembangkit Tenaga Uap ( Boiler )
10. Stasiun Internal Water Treatment
11. Stasiun Pengutipan Minyak dan Pengolahan Limbah (Fat pit dan IPAL )
2.8.1. Stasiun Penerimaan Buah
2.8.1.1. Jembatan Timbang
Jembatan timbang berkapasitas 50 ton untuk menimbang bahan baku TBS, limbah padat dan hasil produksi (CPO dan Inti sawit). Gambar Jembatan timbang dapat di lihat pada gambar 2.4.
Sumber : PKS Sei Mangkei
Gambar 2.4. Jembatan Timbang
2.8.1.2. Loading Ramp
Loading Ramp berfungsi untuk menampung TBS sebelum diolah. di PKS Sei Mangkei memiliki 2 Loading Ramp yaitu loading ramp line I dan loading ramp line II . Gambar Loading Ramp dapat di lihat pada gambar 2.5.
Sumber : PKS Sei Mangkei
Gambar 2.5. Loading Ramp
2.8.2. Stasiun Sterilizer
Sterilizer adalah bejana uap bertekanan yang digunakan untuk merebus TBS dengan uap (steam). PKS Sei Mangkei memiliki 6 Unit sterilizer, 3 Unit di line I dan 3 Unit di line II. Gambar Sterilizer dapat di lihat pada gambar 2.6.
Sumber : PKS Sei Mangkei
Gambar 2.6. Sterilizer
2.8.3. Stasiun Penebah
2.8.3.1. Hoisting Crane/Tippler
Fungsi Hoisting Crane adalah untuk mengangkat lori dan menuangkan isi lori ke bunch feeder, tersedia 2 unit housting crane di Line I, sementara di Line II menggunakan tippler tiap unit.Gambar Hoisting Crane/Tippler dapat di lihat pada gambar 2.7.
Sumber : PKS Sei Mangkei
Gambar 2.7. Hoisting Crane
2.8.3.2. Thresser
Fungsi Thresser adalah untuk memisahkan brondolan dari janjangan dengan cara membanting. tersedia 6 Unit Thresser : 3 unit di line I dan 3 unit di line II. Gambar Thresser dapat di lihat pada gambar 2.8.
Sumber : PKS Sei Mangkei
Gambar 2.8. Thresser
2.8.4. Stasiun Pegempaan (Press)
2.8.4.1. Digester
Fungsi Digester adalah sebagai pelumat brondolan agar mudah dalam proses pengempaan. PKS Sei Mangke memiliki 8 Digester 4 Unit di line I dan 4 unit di line II. Gambar Stasiun Pegempaan (Press) dapat di lihat pada gambar 2.9.
Sumber : PKS Sei Mangkei
Gambar 2.9. Stasiun Pegempaan (Press)
2.8.4.2. Pegempaan (Press)
Fungsi Pegempaan (Press) Press berfungsi untuk mengeluarkan minyak dari daging buah dengan cara diperas.
2.8.5. Stasiun Pemurnian Minyak (Klarifikasi)
2.8.5.1. Sand Trap
Fungsi Sand Trap adalah untuk menangkap pasir. adanya pasir mempengaruhi proses di Sludge Separator, karena dapat merusak Nozzle dan piringan (Disk).
2.8.5.2. Vibro Separator
Alat ini berfungsi untuk menyaring crude oil dari serabut-serabut yang dapat mengganggu proses pemisahan minyak.
2.8.5.3. Crude Oil Tank
Crude oil tank merupakan tangki penampungan minyak kasar untuk selanjutnya dikirim ke Vertikal clarifier tank. Gambar Stasiun pemurnian minyak dapat dilihat pada gambar 2.10.
Sumber : PKS Sei Mangkei
Gambar 2.10. Stasiun Pemurnian Minyak (Klarifikasi)
2.8.5.4. Vertical Vlarifier Tank (VCT)
Vertical clarifier tank berfungsi untuk memisahkan minyak, air dan NOS secara gravitasi atau berdasarkan perbedaan berat jenis.
2.8.5.5. Oil Tank
Oil tank berfungsi untuk mengendapkan kotoran dan sebagai bak penampungan sebelum ke oil purifier.
2.8.5.6. Oil Purifier
Oil Purifier berfungsi untuk mengurangi kadar kotoran dan air dalam
minyak dengan menggunakan prinsip pemisahan berdasarkan perbedaan berat jenis dan gaya-gaya sentrifugal. Oil purifer yang digunakan pada PKS Sei mangkei adalah jenis Alva laval. Gambar Oil Purifier dapat dilihat pada gambar 2.11.
Sumber : PKS Sei Mangkei
Gambar 2.11. Oil Purifier
2.8.5.7. Vacum Dryer
Vacum dryer berfungsi untuk mengurangi kadar air dalam minyak produksi. vacum dryer yang digunakan berjumlah 1 Unit, yang dilengkapi dengan steam ejector.
2.8.5.8. Vibro Sludge Separator
Vibro Sludge Separator kadar sludge dari vertical clarifier tank disaring terlebih dahulu di dalam vibro separator sebelum sludge tank.
2.8.5.9. Sludge Tank
Sludge Tank berfungsi sebagai tempat penampungan sementara sludge sebelum diolah lagi untuk mendapatkan minyak. Gambar Sludge Tank dapat dilihat pada gambar 2.12.
Sumber : PKS Sei Mangkei
Gambar 2.12. Sludge Tank
2.8.5.10. Sand Cyclone
Sand cyclone berfungsi untuk menangkap pasir yang terkandung dalam sludge dan untuk memudahkan proses selanjutnya, yaitu pada sludge separator.
Prinsip pemisahan pasir pada sand cyclone adalah akibat gaya centrifugal yang dihasilkan oleh cyclone serta perbedaan berat jenis.
2.8.5.11. Buffer Tank
Buffer tank yang digunakan berjumlah 1 buah dan ujungnya berbentuk konus. Buffer tank berfungsi untuk suplai feeding untuk sludge separator.
2.8.5.12. Sludge Seperator
Sludge separator berfungsi untuk mengutip minyak yang masih terkandung dalam sludge dengan cara centrifugal, dimana air dan NOS dengan berat jenis yang lebih besar akan terlempar keluar dan minyak dengan berat jenis yang lebih kecil akan masuk kebagian dalam. Gambar Sludge Seperator dapat di lihat pada gambar 2.13.
.
Sumber : PKS Sei Mangkei
Gambar 2.13. Sludge Seperator
2.8.5.13. Storage Tank
Storage tank berfungsi untuk menyimpan sementara minyak produksi yang dihasilkan sebelum dikirim ke pihak/tempat lain, PKS sei Mangkei menggunakan 3 storage tank dengan kapasitas terpasang 1.000 Ton. Gambar Storage tank dapat di lihat pada gambar 2.14.
.
Sumber : PKS Sei Mangkei
Gambar 2.14. Storage Tank
2.8.6. Stasiun Kernel
2.8.6.1. Cake Breaker Conveyor
Cake breaker conveyor berfungsi memecahkan gumpalan cake dan menghantarkan ampas press ke depericarper.
2.8.6.2. Nut Polishing Drum
Nut polishing drum berfungsi untuk membersihkan dan memisahkan nut dari serabut-serabut yang masih melekat. Gambar Nut Polishing Drum dapat di lihat pada gambar 2.15.
Sumber : PKS Sei Mangkei
Gambar 2.15. Nut Polishing Drum
2.8.6.3. Nut Transport
Nut transport berfungsi untuk menghantarkan nut dari nut polishing drum ke nut silo Gambar Nut Transport dapat di lihat pada gambar 2.16.
Sumber : PKS Sei Mangkei
Gambar 2.16. Nut Transport
2.8.6.4. Nut Silo
Nut silo berfungsi sebagai tempat penyimpanan sementara nut sebelum diolah pada ripple mill. Nut silo yang digunakan pada PKS Sei Mangkei berjumlah 3 unit. Gambar Nut Silo dapat di lihat pada gambar 2.17.
Sumber : PKS Sei Mangkei
Gambar 2.17. Nut Silo
2.8.6.5. Ripple Mill
Ripple mill berfungsi untuk memecah nut, memisahkan cangkang dan inti.
Gambar Ripple mill dapat di lihat pada gambar 2.18.
Sumber : PKS Sei Mangkei
Gambar 2.18. Ripple mill
2.8.6.6. LTDS (Light Tenera Dust Separation)
LTDS berfungsi untuk memisahkan cangkang dan inti berdasarkan perbedaan berat dengan menggunakan hisapan blower.
2.8.6.7. Claybath
Claybath berfungsi untuk memisahkan inti dengan cangkang berdasarkan berat jenis dengan menggunakan larutan kaolin.
2.8.6.8. Kernel Silo
Kernal Silo berfungsi untuk mengurangi kadar air yang terkandung dalam inti produksi.
2.8.6.9. Kernel Storage
Kernal Storage berfungsi sebagai tempat penyimpanan inti produksi sebelum dikirim keluar untuk dijual. Gambar Kernel Silo dapat dilihat pada gambar 2.19.
Sumber : PKS Sei Mangkei
Gambar 2.19. Kernel Storage
2.8.7. Stasiun Boiler
Boiler berfungsi untuk menghasilkan steam dengan memanaskan pipa- pipa air boiler. PKS Sei Mangkei mempunyai 4(empat) unit boiler. 2 (dua) unit di line I dan 2(dua) unit di line II. Gambar Boiler dapat dilihat pada gambar 2.20.
Sumber : PKS Sei Mangkei
Gambar 2.20. Stasiun Boiler
2.8.8. Stasiun Kamar Mesin
Kamar mesin merupakan pusat pembangkit tenaga dan distribusi steam untuk proses pengolahan dan kebutuhan lainnya.PKS Sei Mangkei memiliki 2 (dua) unit turbin uap di line I dan 2 (dua)unit line II genset sebagai sumber arus listrik. Gambar stasiun kamar mesin dapat dilihat pada gambar 2.21.
Sumber : PKS Sei Mangkei
Gambar 2.21. Stasiun Kamar Mesin
2.8.9. Stasiun Pengolahan Air
Proses pengolahan air bertujuan untuk menjamin kualitas air sebelum digunakan agar memenuhi persyaratan yang telah ditentukan. Proses pengolahan air menghasilkan air yang didistribusikan untuk : Domestik yaitu air yang digunakan diluar kegiatan pabrik.Air proses yaitu air yang digunakan untuk kegiatan proses dan laboratorium. Air boiler yaitu air yang digunakan untuk umpan boiler.Proses pengolahan air di PKS dibagi atas dua bagian yaitu :
1. External water Treatment 2. Internal Water Treatment
Gambar stasiun pengolahan air dapat di lihat pada gambar 2.22.
.
Sumber : PKS Sei Mangkei
Gambar 2.22. Stasiun Pengolahan air
3.1. Supply Chain Management (Manajemen Rantai Pasok)
Manajemen rantai pasok merupakan salah satu aspek yang bisa digunakan untuk menghasilkan keunggulan kompetitif. Rantai pasok merupakan semua tahapan yang terlibat secara langsung maupun tidak langsung dalam memenuhi permintaan konsumen. Konsumen yang dimaksud dalam hal ini mencakup produsen, pemasok, pengangkut, gudang, pengecer dan pengguna akhir (Chopra dan Meindel, 2007).
Menurut (Pujawan, 2005) Supply chain adalah jaringan perusahaan- perusahaan yang secara bersama-sama bekerja untuk menciptakan dan menghantarkan suatu produk ke tangan pemakai akhir. Perusahaan-perusahaan tersebut biasanya termasuk supplier, pabrik, distributor, toko atau ritel, serta perusahaan-perusahaan pendukung seperti perusahaan jasa logistik.
Pada suatu supply chain ada 3 aliran yang harus dikelola. Pertama adalah aliran barang yang mengalir dari hulu (upstream) ke hilir (downstream).
Contohnya adalah bahan baku yang dikirim dari supplier ke pabrik. Setelah produk selesai diproduksi, mereka dikirim ke distributor, lalu ke pengecer atau ritel, kemudian ke pemakai akhir. Kedua adalah aliran uang dan sejenisnya mengalir dari hilir ke hulu. Ketiga adalah aliran informasi yang bisa terjadi dari hulu ke hilir atau sebaliknya (Pujawan dan Mahenrawati, 2015).
Manajemen rantai pasok merupakan salah satu aspek yang bisa digunakan untuk menghasilkan keunggulan kompetitif. Rantai pasok merupakan semua tahapan yang terlibat secara langsung maupun tidak langsung dalam memenuhi permintaan konsumen. Konsumen yang dimaksud dalam hal ini mencakup produsen, pemasok, pengangkut, gudang, pengecer dan pengguna akhir (Chopra dan Meindel, 2007).
Menurut Ling Li (2007) rantai pasok lebih menekankan pada semua aktivitas dalam memenuhi kebutuhan konsumen yang didalamnya terdapat aliran dan transformasi barang mulai dari bahan baku sampai ke konsumen akhir dan disertai dengan aliran informasi dan uang.
Hal yang paling mendasar dalam penerapan dari supply chain management adalah bagaimana dapat memenuhi permintaan pasar yang sangat fluktuatif, tantangan operasional , dan menghadapi serta menyesuaikan terhadap perkembangan-perkembangan di dalam rantai supplai itu sendiri seperti isu lingkungan, dan seterusnya. Tedapat 5 lingkup keputusan yang biasanya diambil oleh perusahaan dalam hal penerapan rantai pasok, baik yang diambil secara sendiri ataupun secara kolektif. 5 hal tersebut meliputi :
a) Production, berhubungan dengan produk apa yang diinginkan oleh pasar ? Berapa banyak produk harus dibuat baik secara jumlah atau jenis dan kapan mulai diproduksi ?
b) Inventory, berhubungan dengan barang apa yang harus simpan dalam jumlah tertentu ? Dengan kriteria pada seperti berapa jumlah untuk barang mentah, setengah jadi, dan barang jadi ?
c) Location, berkenaan dengan dimana sebuah fasilitas produksi dan gudang harus ditempatkan ? Dimana sebuah fasilitas produksi dan gudang yang memiliki lokasi yang paling efisien secara biaya ?
d) Transportation, berhubungan dengan bagaimana perpindahan barang atau material dari satu rantai ke rantai berikutnya?
e) Information, berapa banyak data yang harus dikumpulkan dan dibagikan ? Seberapa cepat dan akurat informasi antar koordinasi dan pembuat keputusan?
PRODUCTION
What, how, and when to produce
INVENTORY
How much to make and how much to share
INFORMATION
The basic for making these decision
TRANSPORTATION
How and when to move product
LOCATION
Where best to do what activity
Sumber : Essentials of Supply Chain Management (Michael Hugos 2006, p27) Gambar 3.1. Hal utama dalam penggerak Supply Chain
3.2. Sustainable Supply Chain Management (Manajemen Rantai Pasok Berkelanjutan)
Ekonomi dunia yang terus tumbuh, selain memberikan dampak positif pada tingkat kesejahteraan masyarakat dunia juga menghasilkan pengaruh negatif pada lingkungan dan faktor ini sangat erat kaitanya dengan faktor sosial sebuah bangsa. Salah satu yang sangat mempengaruhi pertumbuhan ekonomi negara adalah sektor transportasi (B Vittaldasa Prabhu, 2008). Hal itulah yang menjadi dasar pemikiran mengenai pentingnya konsep rantai pasok yang berkelanjutan (sustainable).
Rantai pasok yang berkelanjutan merupakan perkembangan dari ilmu rantai pasok itu sendiri, dikatakan berkelanjutan dikarenakan memenuhi 3 faktor utama dalam perwujudannya yaitu ekonomi, sosial dan lingkungan (Balkan et al, 2011).
Sumber : Sustainable Supply Chain, Balkan et al, 2011
Gambar 3.2. Matric Dimensions and Sub Dimension of Sustainable Supply Chain
Sustainability
Social Economic Environment
Health Noise Employees
Quality Efficiency Responsiveness
Emissions Natural Resources Waste and Recycling
SUSTAINABILITY SUPPLY CHAIN MANAGEMENT
Menurut Kaplan et al, pada saat ini sebuah industri berhasil atau tidaknya menerapkan strategi manajemen dapat terlihat dari 4 faktor berikut ini :
- Strategi perusahaan yang tepat dalam menghadapi persaingan - Strategi rantai pasok
- Bagaimana menghubungkan antara strategi perusahaan dan strategi rantai pasok
- Bagaimana membuatnya menjadi berkelanjutan (sustainable)
Dimensi sosial pada Supply Chain Sustainability mempunyai arti pencapaian kesamaan dalam distribusi pada masing-masing pelaku, kesempatan kerja, kesehatan dan keamanan. Aspek sosial mencakup hubungan organisasi dengan masyarakat sekitar dan karyawan (keselamatan dan kesehatan), aspek sosial dalam rantai pasok berkelanjutan juga menyangkut sosial sebagai Responsibility perusahaan (Tate et al., 2010). Erol et al., (2011) menyatakan aspek ekonomi mencakup mutu, profit, responsivenees, dan efesiensi. Suatu perusahaan yang mampu mencapai Supply Chain Sustainability harus bisa mengolaborasi ketiga entitas dalam bentuk kinerja rantai pasok.
EKONOMI
LINGKUNGAN SOSIAL
Gambar 3.3 Konsep SSCM
Industri hijau (sustainable) adalah industri yang penggunaan sumber dayanya dilakukan secara berkelanjutan sehingga mampu menyelaraskan pembangunan industri dengan kelestarian fungsi lingkungan hidup serta dapat memberi manfaat bagi masyarakat. (Kementrian Perindustrian Republik Indonesia, 2018). Selama 10 tahun terakhir, industri memberikan kontribusi 25,45-28,96 persen terhadap Produk Domestik Bruto (PDB) Indonesia.
Keberlanjutan dipandang memiliki dimensi lingkungan, ekonomi dan sosial.
Pendekatan keberlanjutan yang diadopsi oleh setiap bisnis dan rantai pasokan di mana mereka berada harus mencakup aspek-aspek ini (Gopalakrishnan, Yusuf, Musa, Abubakar, & Ambursa, 2012)
Pendekatan rantai pasok selanjutnya dikembangkan dengan pendekatan keberlanjutan (sustainable supply chain management) yang diharapkan lebih mampu mengoptimalkan kinerja rantai pasok. Hal ini disebabkan karena kelangsungan dan daya saing sebuah organisasi dalam jangka panjang tidak hanya bisa dievaluasi dengan ukuran finansial semata. Investor, pembuat kebijakan, dan pemangku kepentingan yang lain semakin ingin meningkatkan kinerja evaluasi dengan melibatkan aspek keberlangsungan—kinerja lingkungan, sosial, dan ekonomi organisasi (Yakovieva et al., 2009).
Kelestarian lingkungan dan polusi adalah masalah global yang memengaruhi manufaktur industri baik di negara maju maupun negara berkembang (Beamon, 1999). Menghasilkan limbah dan penggunaan sumber daya alam, terutama yang dikaitkan dengan manufaktur, berkontribusi terhadap degradasi lingkungan”. Isu-isu global yang meningkat ini menunjukkan
kebutuhan mendesak untuk perusahaan manufaktur untuk menyelaraskan strategi dan operasi mereka untuk melakukan lingkungan inisiatif. Manajemen rantai pasokan berkelanjutan (SSCM) adalah topik yang semakin penting dalam literatur operasi dan manajemen rantai pasokan, karena berbagai faktor mendukung penerimaannya dan mendukung pengadopsiannya seperti: tekanan sosial, meningkat harapan pelanggan, citra perusahaan, peraturan pemerintah yang lebih ketat, kompetitif tekanan, kelangkaan sumber daya alam dan sebagainya (Tseng et al., 2015 dan Govidan et al., 2014). Dari perspektif holistik, gagasan SSCM umumnya dianggap sinergis penggabungan tanggung jawab sosial perusahaan, manajemen lingkungan, dan rantai pasokan manajemen (Linton et al., 2007).
Sustainable supply chain management (SSCM) merupakan salah satu pendekatan bertujuan untuk meningkatkan kinerja rantai pasok sekaligus menjaga keberlangsungan rantai pasok melalui pengelolaan aliran material dan informasi serta kerjasama antara pelaku sepanjang rantai pasokan untuk memenuhi target dari semua tiga dimensi pembangunan berkelanjutan, yaitu ekonomi, lingkungan dan sosial masyarakat (Seuring dan Müller 2008).
China dan Iran telah mengalami perkembangan ekonomi yang cepat dalam waktu singkat kurang dari dua dekade (Geng et al., 2013). Namun demikian kelemahan dari hal ini adalah sejumlah masalah pencemaran lingkungan yang sekarang menjadi masalah serius perhatian publik, khususnya dari perspektif China. Sebagai tanggapan, China dan Iran pemerintah telah mengembangkan dan memberlakukan hukum dan kebijakan lingkungan untuk memberi lebih banyak kekuatan untuk program lingkungan mereka untuk membatasi dampak dari
manufaktur operasi pada lingkungan alami (Tan et al., 2014). Bisnis adalah sumber utama investasi dan pertumbuhan ekonomi, dan karenanya merupakan pemain kunci di Indonesia perlindungan lingkungan (Hsu et al., 2013), yang dimiliki pemerintah China dan Iran melembagakan beberapa insentif hijau untuk merangsang perusahaan-perusahaan manufaktur untuk bermain lebih sukarela peran dalam perlindungan lingkungan. Memang, ini telah menyebabkan pergeseran dari hanya mengandalkan internal sumber daya untuk bergantung pada sumber daya eksternal untuk melakukan inisiatif SSCM.
Perusahaan manufaktur dapat melakukan serangkaian inisiatif SSCM untuk meminimalkan yang negatif dampak lingkungan yang terkait dengan seluruh siklus hidup produk atau layanannya, dimulai dari desain hingga perolehan bahan baku hingga konsumsi dan pembuangan produk (Zsidisin dan Siferd, 2001). Konsep SSCM telah berkembang untuk mencakup kegiatan seperti pengadaan berkelanjutan (Tseng dan Chiu, 2013), produksi berkelanjutan (Vachon dan Klassen, 2006), eko-desain (Sarkis 2006), distribusi berkelanjutan (Lakshmimeera dan Palanisamy, 2013) dan pemulihan investasi (Zhu et al., 2008).
Meskipun konsep SSCM telah berkembang, tetapi informasi itu tidak tersebar luas, terutama di negara-negara berkembang tentang manfaat sustainable di negara mereka (Hsu et al., 2013).
Manfaat Supply Chain Sustainability telah diulas secara ringkas oleh (Sikdar, 2003, Shang dan Li, 2010, Seuring and M. Müller,2008, Solvang and M.H. Hakam,2010) antara lain: penurunan biaya dan menambah nilai dari operasi
bisnis, peningkatan pemanfaatan aset utama, pengurangan risiko (lingkungan, sosial, dan pasar), menjadi pendorong untuk inovasi pemasok, diferensiasi produk, standarisasi operasi dan memungkinkan untuk meningkatkan layanan pelanggan, perbaikan terus-menerus, peningkatan reputasi perusahaan.
Fokus dari Supply Chain Sustainability adalah melakukan adopsi dan pengembangan secara luas dari isu keberlanjutan dari hulu sampai hilir. Isu keberlanjutan harus dimulai dari proses awal dari bahan baku sampai dengan pengiriman kepada konsumen akhir. Isu keberlanjutan juga harus mengintegrasikan isu-isu dan arus yang melampaui inti dari Supply Chain Management (Linton dkk, 2007). Sebagaimana dijelaskan sebelumnya, SCM berkelanjutan adalah integrasi pembangunan berkelanjutan dan manajemen rantai pasokan yang mengandung tiga dimensi, yaitu mengintegrasikan lingkungan, isu- isu sosial dan ekonomi yang memberi pengaruh terhadap strategi perusahaan.
Untuk pembelajaran yang semakin mendalam dari ketiga dimensi yang digunakan dalam Supply Chain Sustainability di atas akhirnya pada penelitian Hussain (2015) dikembangkan menjadi 4 aspek Supply Chain Sustainability yang akan digunakan dalam penelitian ini yaitu:
1) Environmental management 2) Social responsibility
Dimensi ekonomi dikembangkan menjadi dua dimensi yaitu:
3) Health, safety, and risk management 4) Customer management